

TL;DR
- Engineering controls physically remove or reduce hazards at the source — they don’t rely on worker behavior, memory, or compliance to function once installed correctly.
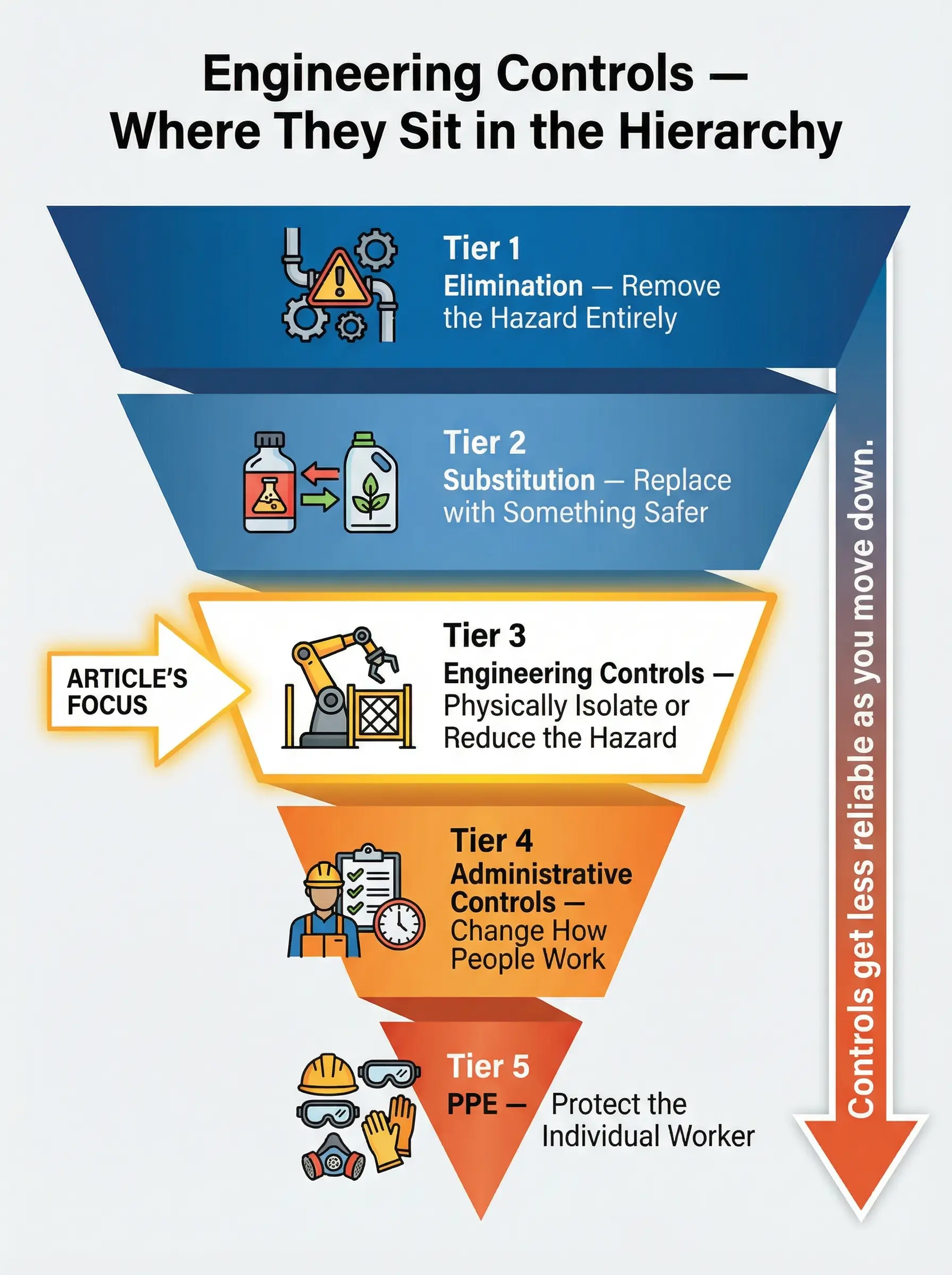
- They sit in the middle of the Hierarchy of Controls — above administrative controls and PPE, below elimination and substitution — and represent the most practical, reliable line of defense on most job sites.
- Real-world examples include local exhaust ventilation, machine guarding, blast-resistant barriers, acoustic enclosures, and automated process controls — anything that redesigns the work environment to reduce exposure without changing worker behavior.
- The most common failure isn’t missing engineering controls — it’s bypassed, poorly maintained, or incorrectly specified ones that create a false sense of protection while the hazard remains fully active.
- If your site relies primarily on PPE and procedures to control a hazard that engineering controls could address, your risk profile is fragile — and your next incident investigation will prove it.
I was walking a fabrication shop floor during a noise exposure assessment when I noticed a bench grinder running at full speed with its wheel guard removed. The operator was wearing ear plugs — the foam kind, half-inserted — and no face shield. When I stopped the job and asked the supervisor why the guard was missing, he shrugged and said it had been off for weeks because it “got in the way of larger workpieces.” In his mind, the PPE made up the difference. It didn’t. The audiometric records later showed that three operators on that line had already developed early-stage noise-induced hearing loss, and one near-miss report from the previous quarter described a wheel fragment that flew past an operator’s head. The engineering control was right there — bolted to the machine by the manufacturer — and someone had physically removed it.
That scene captures exactly why engineering controls matter more than any other layer below elimination and substitution on the Hierarchy of Controls. When an engineering control is in place and maintained, it works around the clock without relying on a single worker to remember a procedure, wear PPE correctly, or follow a safe work method. When it’s missing, bypassed, or degraded, every layer beneath it — administrative controls, training, PPE — becomes the last line of defense against a hazard that should have been physically controlled at the source. This article breaks down what engineering controls actually are, how they function across industries, where they fail in practice, and how to specify, implement, and maintain them so they do the job they were designed to do.
What Are Engineering Controls? A Field-Level Definition
Engineering controls are physical changes to the workplace, equipment, or process that eliminate or reduce worker exposure to a hazard at its source — without requiring the worker to do anything differently. They are built into the work environment itself. Once properly designed, installed, and maintained, they function continuously and independently of human behavior.
The distinction matters because it separates engineering controls from everything below them on the Hierarchy of Controls. Administrative controls require workers to follow procedures. PPE requires workers to wear equipment correctly every shift. Engineering controls require none of that — they are passive protection embedded in the system.
OSHA defines engineering controls within the framework of the Hierarchy of Controls as the preferred approach after elimination and substitution have been evaluated. ISO 45001 Clause 8.1.2 reinforces this hierarchy, requiring organizations to prioritize engineering controls over administrative measures and personal protective equipment when planning hazard controls.
OSHA’s Hierarchy of Controls framework explicitly prioritizes engineering controls over administrative controls and PPE — recognizing that controls which do not depend on worker behavior are inherently more reliable than those that do.
The following characteristics define a true engineering control in practice — and help distinguish it from administrative measures that are sometimes mislabeled as engineering solutions:
- Source-oriented: The control acts on the hazard itself or the path between the hazard and the worker — not on the worker’s behavior. A fume extraction hood removes toxic vapors before they reach the breathing zone. A procedure telling workers to “stand upwind” is not an engineering control.
- Passive or automatic: Once installed, it operates without requiring a conscious action from the worker on every shift. Machine interlocks that prevent a press from cycling when the guard door is open are engineering controls. A requirement for the operator to visually confirm the guard is closed before pressing the start button is an administrative control.
- Physically integrated: The control is part of the equipment, infrastructure, or workspace design — not a document, a sign, or a training module. Acoustic enclosures around compressors are engineering controls. “Hearing protection required” signs posted on the door are administrative.
- Consistently effective: When maintained properly, the control provides the same level of protection every hour of every shift, regardless of which worker is present, how experienced they are, or how fatigued or distracted they might be.
Pro Tip: When auditing a site’s hazard controls, I use a simple test — if the control stops working the moment the worker forgets, ignores, or isn’t trained on it, it’s not an engineering control. It might be valuable, but it’s administrative or PPE. Label it honestly in your risk assessments.
Common Types of Engineering Controls Across Industries
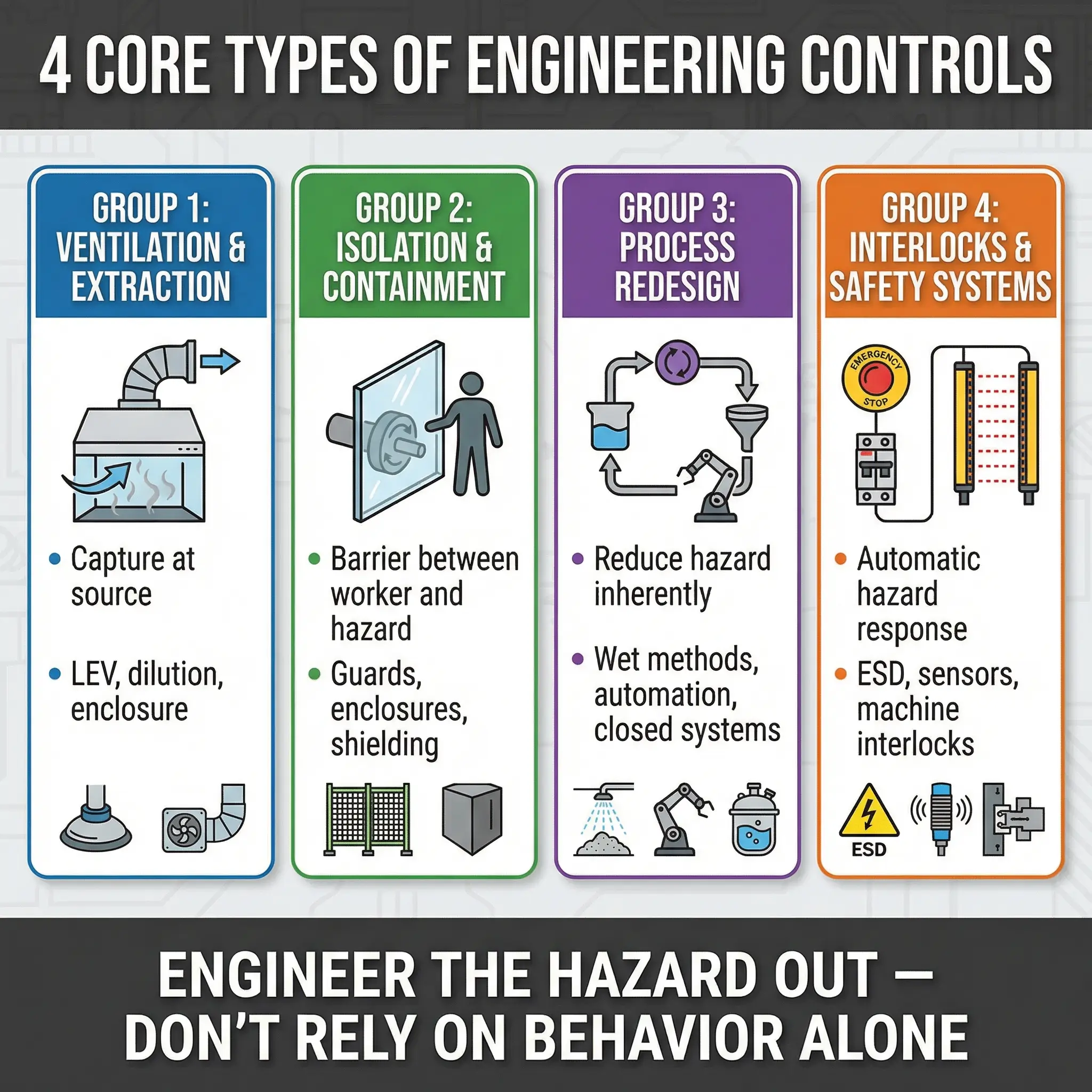
Engineering controls take many physical forms depending on the hazard, the industry, and the process being controlled. Grouping them by function — rather than by industry — makes them easier to specify and audit, because the same functional principle applies whether you’re on a construction site, an offshore platform, or a pharmaceutical production line.
The following categories cover the majority of engineering controls encountered across high-hazard industries:
Ventilation and Extraction Systems
Ventilation is the most widely applied engineering control for airborne hazards — and the most frequently under-specified. Local exhaust ventilation (LEV) captures contaminants at or near the source before they disperse into the general work area. General dilution ventilation reduces overall airborne concentrations but does not capture contaminants at the source.
- Local exhaust ventilation (LEV): Fume hoods in laboratories, welding extraction arms on fabrication lines, dust extraction hoods on woodworking machinery, and push-pull ventilation systems in electroplating baths. LEV must be designed with the correct capture velocity for the specific contaminant — a system that works for general dust will not capture heavy metal fumes effectively.
- General dilution ventilation: HVAC systems designed to maintain fresh air exchange rates in enclosed workspaces. Useful for low-toxicity, widely dispersed contaminants but never adequate as a sole control for highly toxic substances.
- Process enclosure with extraction: Fully enclosed systems where the hazardous process occurs inside a sealed or semi-sealed enclosure with negative pressure ventilation — common in pharmaceutical powder handling and asbestos removal enclosures.
Isolation and Containment
Physical barriers that separate workers from the hazard entirely — preventing contact, exposure, or interaction.
- Machine guarding: Fixed guards, interlocked guards, adjustable guards, and self-adjusting guards on presses, lathes, conveyors, and rotating equipment. OSHA 29 CFR 1910.212 sets the baseline requirements for general machine guarding in the United States.
- Blast-resistant barriers and walls: Used in explosive storage facilities, military ordnance handling, and process areas with deflagration or detonation risk.
- Acoustic enclosures: Sound-insulated cabinets or rooms around high-noise equipment such as compressors, generators, pneumatic tools, and turbines. Effective enclosures can reduce noise exposure by 15–25 dB at the operator’s position.
- Radiation shielding: Lead-lined rooms for radiographic testing, concrete biological shields in nuclear facilities, and interlocked enclosures around industrial X-ray equipment.
- Glove boxes and containment isolators: Sealed enclosures that allow workers to handle highly toxic, radioactive, or biologically hazardous materials through built-in gloves without direct contact.
Substitution-Enabled Engineering Redesign
These controls modify the process or equipment to inherently reduce the hazard — often blurring the line between substitution and engineering controls.
- Wet cutting and drilling: Suppresses silica dust generation during concrete, stone, or masonry cutting by introducing water at the point of contact. Reduces respirable crystalline silica exposure by 80–95% compared to dry cutting.
- Automated material handling: Robotic arms, conveyor systems, and vacuum lifters that remove workers from manual handling tasks involving heavy loads, repetitive motion, or hazardous material contact.
- Closed-loop chemical transfer systems: Pipes, pumps, and sealed connectors that move hazardous liquids between vessels without open pouring, reducing vapor exposure and spill risk.
Safety Instrumented Systems and Interlocks
These controls use sensors, logic controllers, and actuators to detect hazardous conditions and automatically initiate a safe response — shutdown, isolation, or alarm.
- Emergency shutdown systems (ESD): Process safety systems that detect abnormal conditions (overpressure, high temperature, loss of containment) and automatically shut down equipment or isolate sections of a process plant.
- Machine interlocks: Devices that prevent equipment from operating when a guard is open, a worker is in a danger zone, or a prerequisite condition is not met. Light curtains, pressure-sensitive mats, and magnetic safety switches fall into this category.
- Gas detection and automatic ventilation: Fixed gas detectors linked to alarm systems and automatic ventilation activation in confined spaces, battery charging rooms, and chemical storage areas.
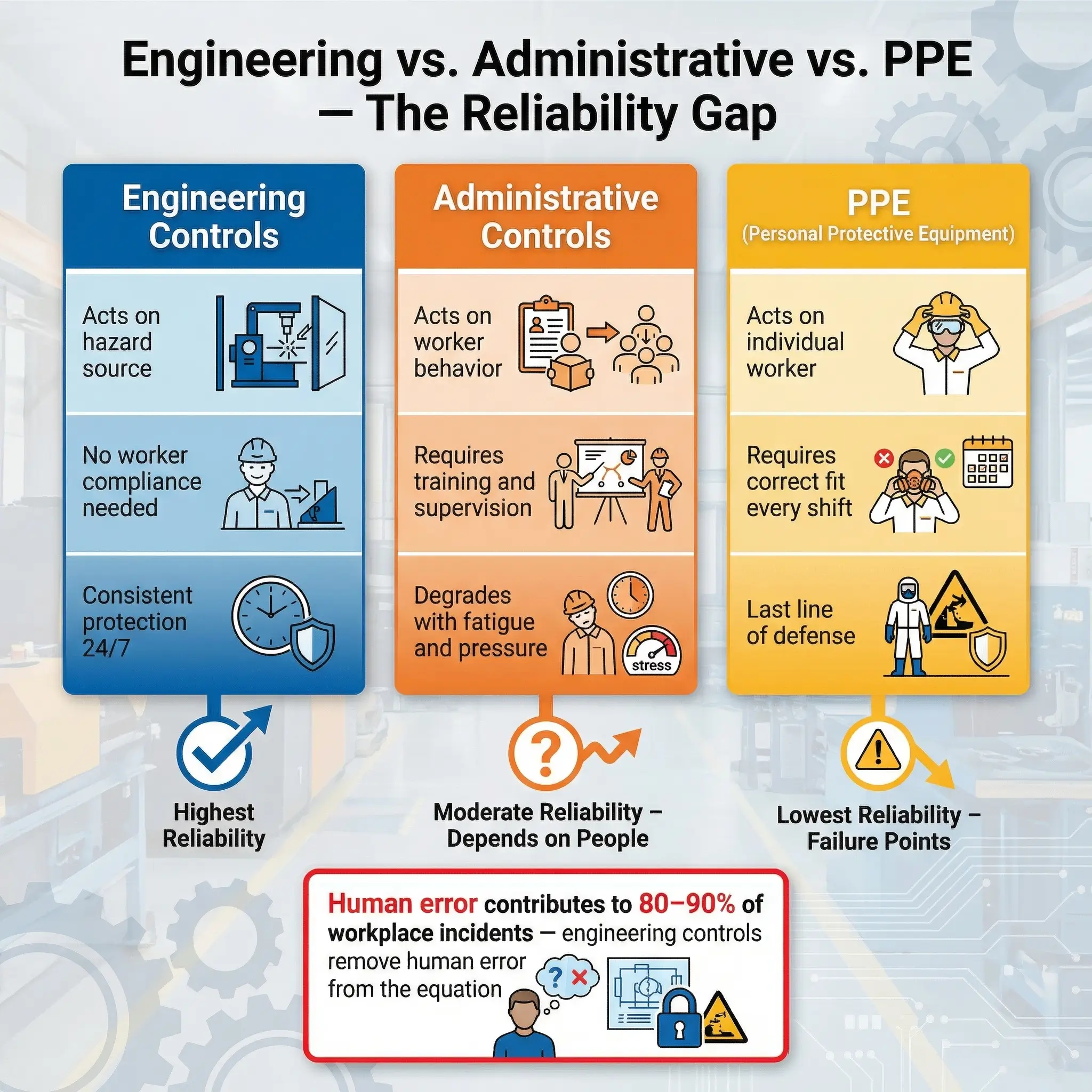
Engineering Controls vs. Administrative Controls vs. PPE — Why the Distinction Matters
I’ve reviewed hundreds of risk assessments across construction, petrochemical, and manufacturing operations, and the single most common error I find is the mislabeling of administrative controls as engineering controls. It’s not a semantic issue. When a risk assessment claims an engineering control is in place but the actual control depends entirely on worker behavior, the residual risk score is wrong — and every decision made from that assessment is built on a false foundation.
The table below draws a clear operational line between the three lower tiers of the Hierarchy of Controls:
| Feature | Engineering Controls | Administrative Controls | PPE |
|---|---|---|---|
| Acts on | The hazard source or exposure path | Worker behavior and work organization | The individual worker’s body |
| Depends on worker compliance | No — passive once installed | Yes — every shift, every task | Yes — every shift, every task |
| Effectiveness consistency | Constant (if maintained) | Variable (depends on training, supervision, fatigue, culture) | Variable (depends on fit, condition, correct use) |
| Failure mode | Mechanical degradation, bypass, or removal | Human error, complacency, shortcut-taking | Damage, degradation, incorrect selection, poor fit |
| Typical cost profile | Higher upfront, lower ongoing | Lower upfront, higher ongoing (training, supervision, audits) | Recurring consumable cost |
| Example (noise hazard) | Acoustic enclosure around the compressor | Job rotation to limit individual exposure duration | Earmuffs rated to NRR 25 dB |
| Example (chemical exposure) | LEV hood with dedicated ductwork and fan | Procedure requiring workers to stay upwind during mixing | Chemical-resistant respirator with organic vapor cartridges |
The critical difference is reliability over time. Engineering controls degrade slowly and predictably — a fan belt wears, a filter clogs, a gasket leaks. These failures are detectable through routine inspection and preventive maintenance. Administrative controls degrade unpredictably because they rely on human factors — fatigue, distraction, complacency, poor supervision, production pressure, and cultural drift. PPE adds another layer of human-dependent variability on top of that.
Pro Tip: During audits, I always ask one question about every critical hazard control: “If the newest, least experienced worker on site starts this task tomorrow without any briefing, does this control still protect them?” If the answer is no, the control isn’t engineering — it’s administrative. That doesn’t make it useless, but it means it needs supervision, verification, and reinforcement in a way that engineering controls do not.
How Engineering Controls Work in Practice — Industry Examples
Theory is one thing. Seeing engineering controls function — and fail — on actual job sites is where the real understanding develops. The following examples are drawn from direct field experience across multiple industries and illustrate both effective implementation and the kind of real-world complications that textbooks rarely cover.
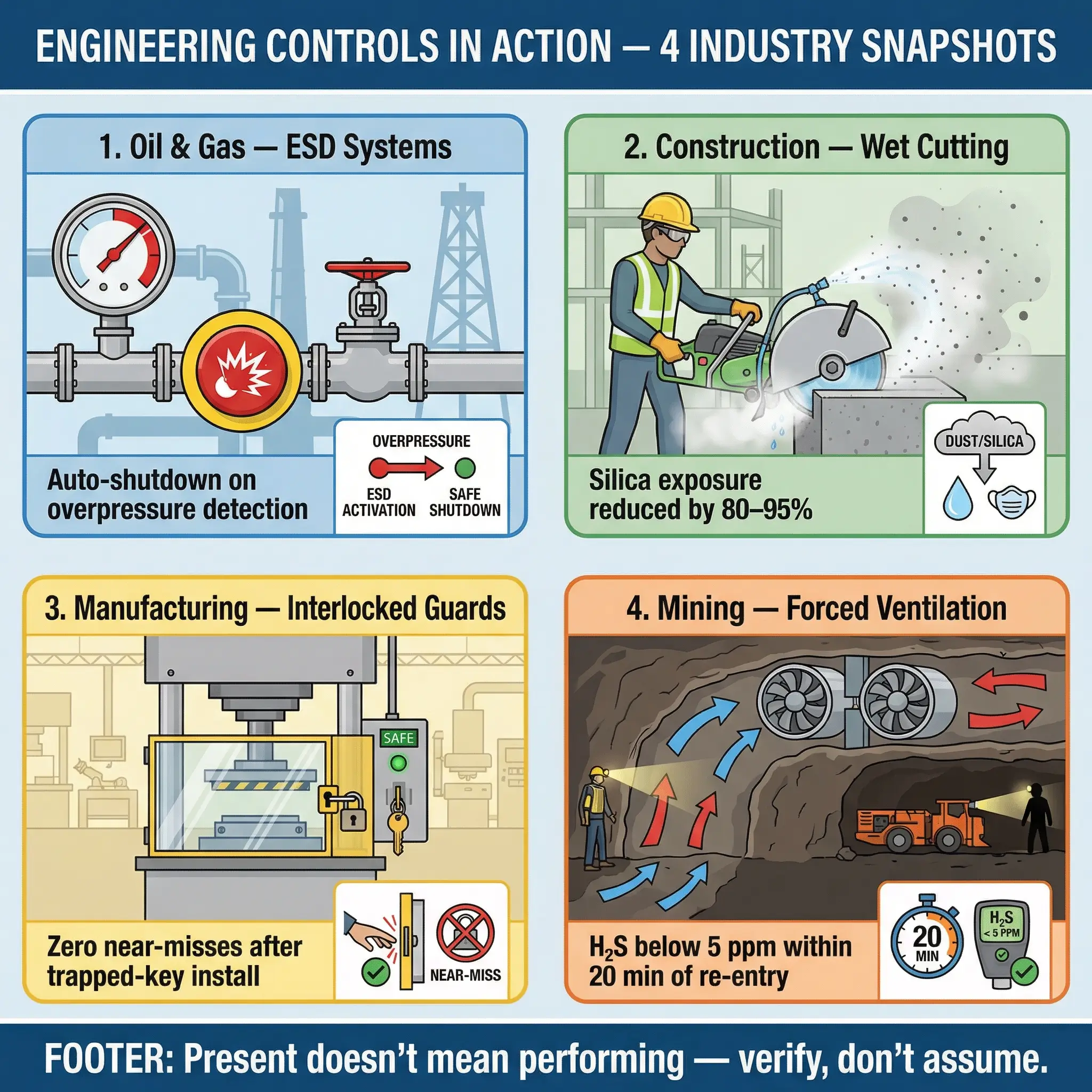
Oil and Gas — Process Isolation and Safety Instrumented Systems
On an offshore platform in the North Sea, I participated in a Safety Integrity Level (SIL) verification audit of the emergency shutdown system covering a high-pressure separator train. The system was designed to detect overpressure conditions and automatically close isolation valves within seconds — a classic engineering control that removes the operator from the critical decision loop during an abnormal event.
The engineering control worked as designed. But during the audit, we discovered that three of the pressure transmitters feeding the ESD logic had drifted outside their calibration tolerance. The system would still have triggered — but at a higher pressure than the design intent. The engineering control was physically present, functionally active, and still partially degraded. That’s the reality of engineering controls in the field — they are not “install and forget.”
Construction — Silica Dust Suppression
During a highway infrastructure project in the Middle East, concrete cutting operations were generating respirable crystalline silica concentrations that exceeded the OSHA permissible exposure limit of 50 µg/m³ by a factor of six. The initial “control” was N95 disposable respirators — PPE, not engineering.
After an exposure assessment report flagged the issue, the project team implemented wet cutting with integrated water suppression on every concrete saw and vacuum dust extraction on stationary grinding stations. Post-implementation monitoring showed respirable silica levels dropped to 8–12 µg/m³ — well below the PEL. The workers were still wearing respirators as a secondary measure, but the engineering controls had already done the heavy lifting.
Manufacturing — Machine Guarding and Interlocks
A food processing plant in Northern Europe had a recurring problem with operators reaching into a mixing hopper to clear product blockages while the agitator was still energized. Three near-miss reports in one quarter — all involving the same machine. The administrative control (a lockout-tagout procedure for clearing blockages) existed on paper but was being bypassed because production supervisors pressured operators to clear jams quickly.
The engineering fix was an interlocked guard with a trapped-key system. The guard could only be opened with a key that was physically trapped in the motor isolator switch — meaning the agitator could not be energized while the guard was open, and the guard could not be opened while the agitator was running. No procedure to remember. No supervisor to override. The hazard was engineered out of the task. Near-miss reports for that machine dropped to zero over the following 18 months.
Mining — Ventilation and Atmospheric Control
In an underground gold mine in West Africa, I reviewed the ventilation design for a new development heading that was advancing through a sulfide ore body known to generate hydrogen sulfide gas during blasting. The primary engineering control was a force-ventilation system using high-capacity axial fans with flexible ducting pushed to within 15 meters of the face.
The system maintained H₂S concentrations below 5 ppm at the face within 20 minutes of re-entry after blasting — but only when the ducting was intact and the fan was running at design capacity. During one inspection, I found a 3-meter section of ducting had been crushed by a loader reversing in the heading. The ventilation was still “running,” but the airflow at the face had dropped to less than 40% of design. Workers were re-entering based on elapsed time, not gas readings. The engineering control was compromised, and nobody on the crew had noticed.
Pro Tip: Every engineering control has a failure mode. During walk-throughs, I don’t just check if the control exists — I check if it’s performing. A ventilation system with a crushed duct, a guard with a jammed interlock, or a gas detector with an expired sensor are all engineering controls that are physically present and functionally absent. Your inspection checklist needs to distinguish between “installed” and “effective.
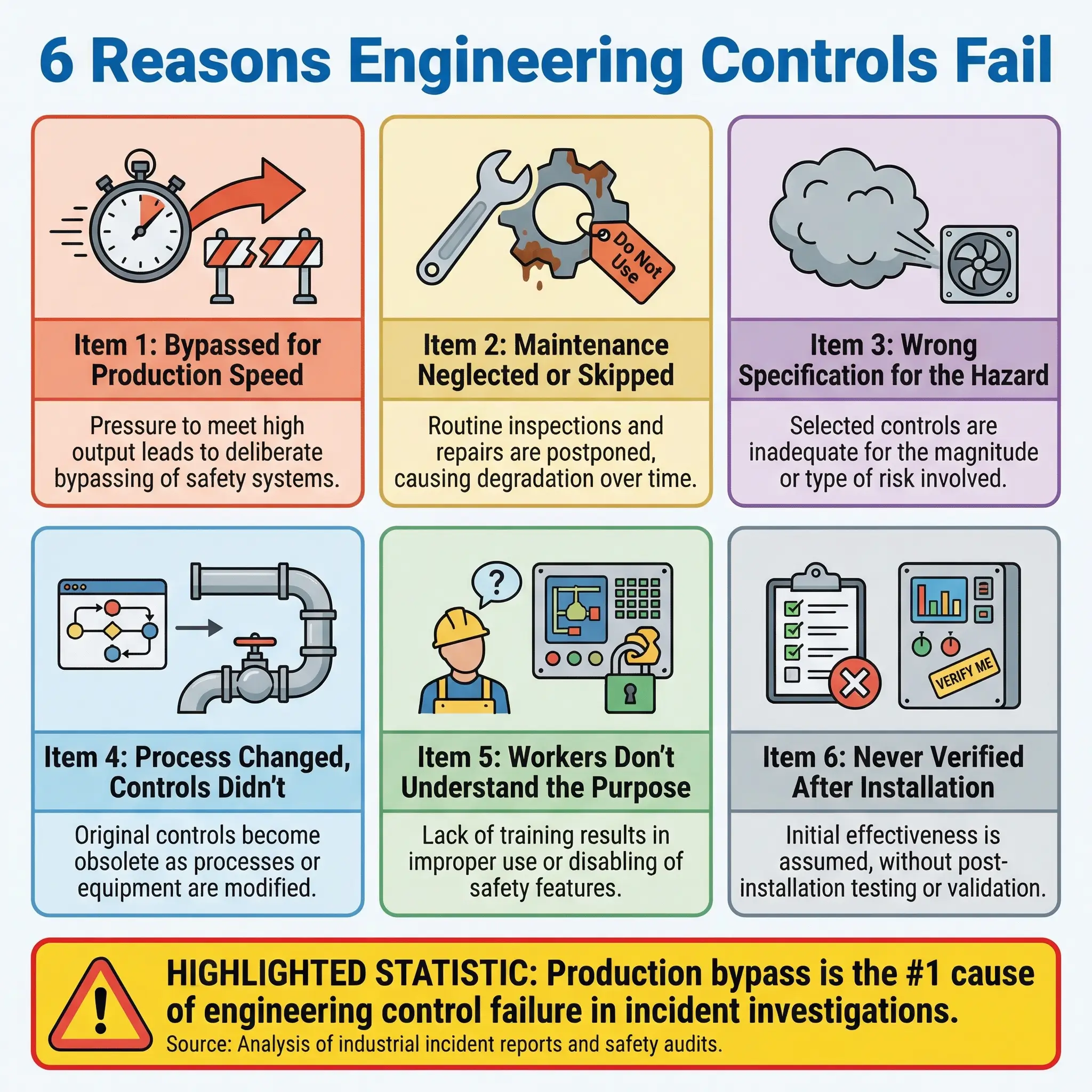
Why Engineering Controls Fail — The 6 Most Common Breakdowns
If engineering controls are the most reliable layer below elimination and substitution, why do incident investigations keep finding them degraded, bypassed, or absent when they’re needed most? After a decade of investigating incidents, conducting audits, and reviewing corrective actions across multiple industries, I’ve seen the same six failure modes repeat themselves with depressing regularity.
Understanding these failure modes is as important as understanding the controls themselves — because every engineering control that fails becomes an invisible gap in your risk profile:
- Bypass for production convenience: This is the most common failure and the most dangerous. Guards are removed because they slow down material loading. Interlocks are defeated because they trigger nuisance trips. Ventilation hoods are repositioned because they block the operator’s line of sight. The engineering control was specified correctly, installed correctly, and then deliberately disabled by the people it was meant to protect — almost always under production pressure.
- Inadequate maintenance and inspection: Engineering controls degrade over time. Filters clog. Belts wear. Sensors drift. Seals deteriorate. Without a scheduled preventive maintenance program that specifically includes every engineering control as a maintainable asset, degradation goes undetected until an incident forces a review. I’ve audited sites where LEV systems hadn’t had a duct velocity check in three years.
- Incorrect specification or design: The control was selected based on a generic assessment rather than the specific conditions of the task. A ventilation hood designed for general workshop fumes won’t capture hexavalent chromium from a stainless steel welding operation at the required capture velocity. A machine guard designed for one product configuration doesn’t fit when the product line changes. Specification errors create engineering controls that look right but don’t perform.
- Modification without re-assessment: Equipment or processes change over time — new product lines, increased throughput, different raw materials, additional operators. But the engineering controls designed for the original configuration are rarely re-evaluated. I once found a dust extraction system on a pharmaceutical granulation line that was still operating at the capacity designed for the original single-product setup — even though the line had been expanded to run three products simultaneously, each with different dust characteristics.
- Lack of worker understanding: When workers don’t understand why an engineering control exists or how it protects them, they are far more likely to tolerate its absence, report its malfunction slowly, or disable it themselves. A welder who understands that the extraction arm is preventing manganese accumulation in their lungs treats that arm very differently than one who sees it as just another piece of equipment management installed.
- No verification of performance after installation: The control is installed, the project is closed, and nobody verifies that it actually achieves the intended reduction in exposure or risk. Commissioning tests are skipped. Post-installation exposure monitoring isn’t conducted. The risk assessment is updated to show “engineering control in place” based on installation — not measured performance.
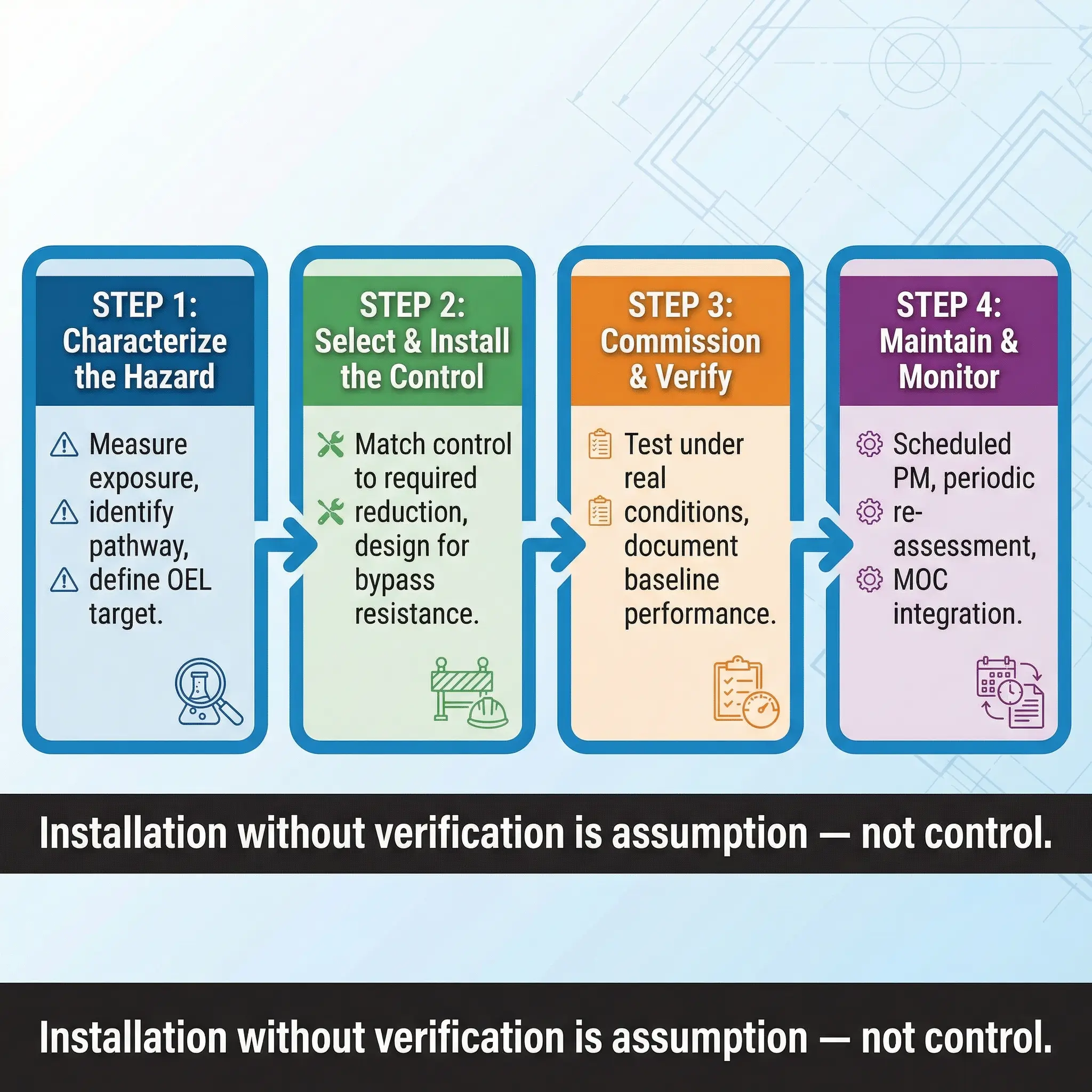
How to Specify, Implement, and Maintain Engineering Controls Effectively
Knowing what engineering controls are and why they fail is the foundation. The real value — the part that prevents incidents — is knowing how to get them right from specification through sustained operation. The following process reflects what works consistently in practice, not just in project documentation.
Step 1 — Start with the Hazard, Not the Control
Every effective engineering control starts with a thorough hazard characterization. The mistake I see most often is jumping straight to a control solution before fully understanding the hazard’s behavior, intensity, variability, and interaction with the work process.
Before selecting any engineering control, the following questions must be answered with field data — not assumptions:
- What is the specific hazard agent? Noise, chemical vapor, respirable dust, kinetic energy from moving parts, thermal radiation, ionizing radiation — each demands a different engineering approach.
- What is the exposure pathway? Inhalation, dermal contact, injection, whole-body vibration, line-of-fire impact — the control must interrupt the specific pathway, not a generic one.
- What is the measured or estimated exposure level? Quantitative data from monitoring — personal exposure sampling, noise dosimetry, vibration measurements — defines the reduction the engineering control must achieve.
- What is the applicable occupational exposure limit (OEL)? OSHA PELs, ACGIH TLVs, or national OELs set the target. The engineering control must reduce exposure below this threshold with a margin of safety.
- How does the work process interact with the hazard? Continuous or intermittent exposure? Fixed workstation or mobile task? Single operator or crew-based? These factors determine whether a fixed engineering control, a portable one, or a process redesign is the right approach.
Step 2 — Select the Control Based on Performance Requirements
Once the hazard is characterized, the engineering control is selected based on the reduction it must achieve — not based on what’s cheapest, fastest to install, or most familiar.
The selection process should consider these factors in order of priority:
- Required exposure reduction: The gap between current measured exposure and the OEL (or the internal target, which should be stricter than the OEL) defines the minimum performance requirement.
- Feasibility in the operational context: Can the control be physically installed in the workspace? Does it interfere with the work process? Will it be maintained given the site’s maintenance capacity?
- Reliability and durability: Will the control function consistently under the environmental conditions of the site — heat, humidity, dust, vibration, corrosive atmosphere?
- Bypass resistance: How easy is it for workers or supervisors to disable, remove, or work around the control? Controls that are difficult to bypass are inherently more reliable.
- Maintenance requirements: Every engineering control has a maintenance burden. If the site cannot sustain the required maintenance frequency, the control will degrade.
Step 3 — Commission and Verify Performance
Installation is not implementation. Every engineering control must be commissioned — tested under actual operating conditions to verify that it achieves the required exposure reduction.
The commissioning and verification process should include these steps in sequence:
- Pre-commissioning inspection: Verify that the control was installed according to the design specification — correct positioning, correct materials, correct connections, correct capacity.
- Functional testing under operating conditions: Run the control while the actual work process is active — not during a test scenario or with the process offline. Measure exposure levels at the worker’s position during real tasks.
- Comparison against the target OEL: Document the measured post-control exposure levels and compare them against the applicable OEL or internal target. If the control does not achieve the required reduction, it must be redesigned or supplemented before the work process resumes.
- Worker and supervisor briefing: Explain what the control does, why it was installed, what performance level it provides, and what signs of degradation to watch for. This step transforms workers from passive bystanders into active monitors of the control’s effectiveness.
- Baseline documentation: Record the as-commissioned performance as the benchmark for all future inspections and maintenance checks. Without a baseline, you cannot detect degradation.
Step 4 — Maintain and Monitor for the Life of the Control
Engineering controls are assets that require lifecycle management — not one-time installations.
The maintenance and monitoring program must include these elements to ensure sustained performance:
- Scheduled preventive maintenance: Defined intervals for filter replacement, belt inspection, sensor calibration, guard integrity checks, interlock function tests, and ventilation flow measurements. Intervals must be based on manufacturer recommendations, field experience, and operating conditions — not arbitrary calendar dates.
- Performance monitoring: Periodic exposure reassessments — at least annually for health hazards, more frequently for high-risk processes or after any process change — to verify the control still achieves the required reduction.
- Deficiency reporting and rapid repair: A clear, low-barrier process for workers and supervisors to report engineering control deficiencies — and a defined response time for repair. A broken guard that takes three weeks to fix is not a control during those three weeks.
- Management of Change (MOC) integration: Any change to the work process, equipment, materials, throughput, or staffing that could affect the performance of an existing engineering control must trigger a formal reassessment of that control before the change is implemented.
ISO 45001 Clause 8.1.3 (Management of Change) requires organizations to assess the OH&S implications of changes before implementation — including changes that may affect the performance of existing engineering controls. This is not optional when a process modification could alter exposure pathways or intensity.
Pro Tip: I keep a dedicated “Engineering Control Register” on every project — a living document that lists every engineering control, its location, its target hazard, its performance benchmark, its maintenance schedule, and its last verified performance date. When an incident investigation asks “was the engineering control effective at the time of the event?” — that register provides the answer in minutes, not weeks.
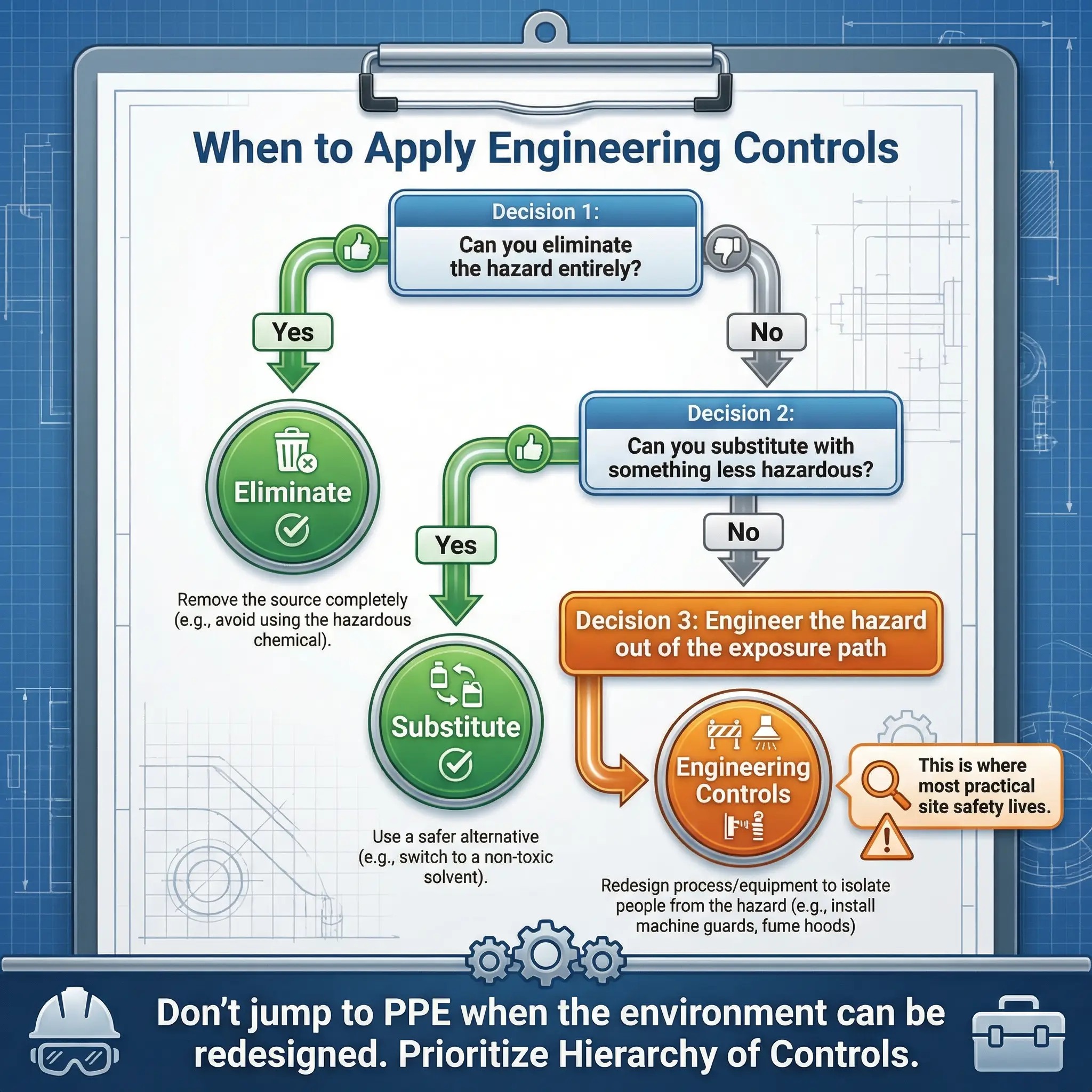
The Hierarchy of Controls — Where Engineering Controls Fit and When to Use Them
The Hierarchy of Controls is not a menu where you pick your favorite option. It’s a decision framework with a strict order of preference — and engineering controls occupy the critical middle tier that makes or breaks most site safety programs.
The hierarchy works as follows, in descending order of effectiveness and reliability:
- Elimination: Physically remove the hazard from the workplace entirely. No hazard means no exposure, no control needed, and no residual risk. Example: Redesigning a process to eliminate a confined space entry requirement.
- Substitution: Replace the hazardous material, process, or equipment with a less hazardous alternative. Example: Replacing a solvent-based paint system with a water-based formulation to eliminate volatile organic compound exposure.
- Engineering controls: Physically isolate workers from the hazard or reduce its intensity at the source. This is where most practical workplace safety happens — because elimination and substitution are often not feasible for existing operations.
- Administrative controls: Change the way people work — procedures, training, signage, job rotation, scheduling. Necessary but inherently dependent on consistent human compliance.
- PPE: Personal protective equipment worn by the individual worker as the last line of defense. Essential when higher-tier controls cannot fully eliminate the residual risk.
The critical principle is that you work your way down this hierarchy only after genuinely evaluating and — where feasible — implementing the tier above. Engineering controls should only be your primary strategy when elimination and substitution have been considered and found infeasible for the specific hazard and operation.
In practice, most real-world hazard controls involve a combination of tiers. An engineering control reduces exposure to below the OEL, an administrative control reinforces safe work practices around the engineered system, and PPE covers the residual risk during specific tasks like maintenance or upset conditions. The layers are complementary — but the engineering control is the backbone.
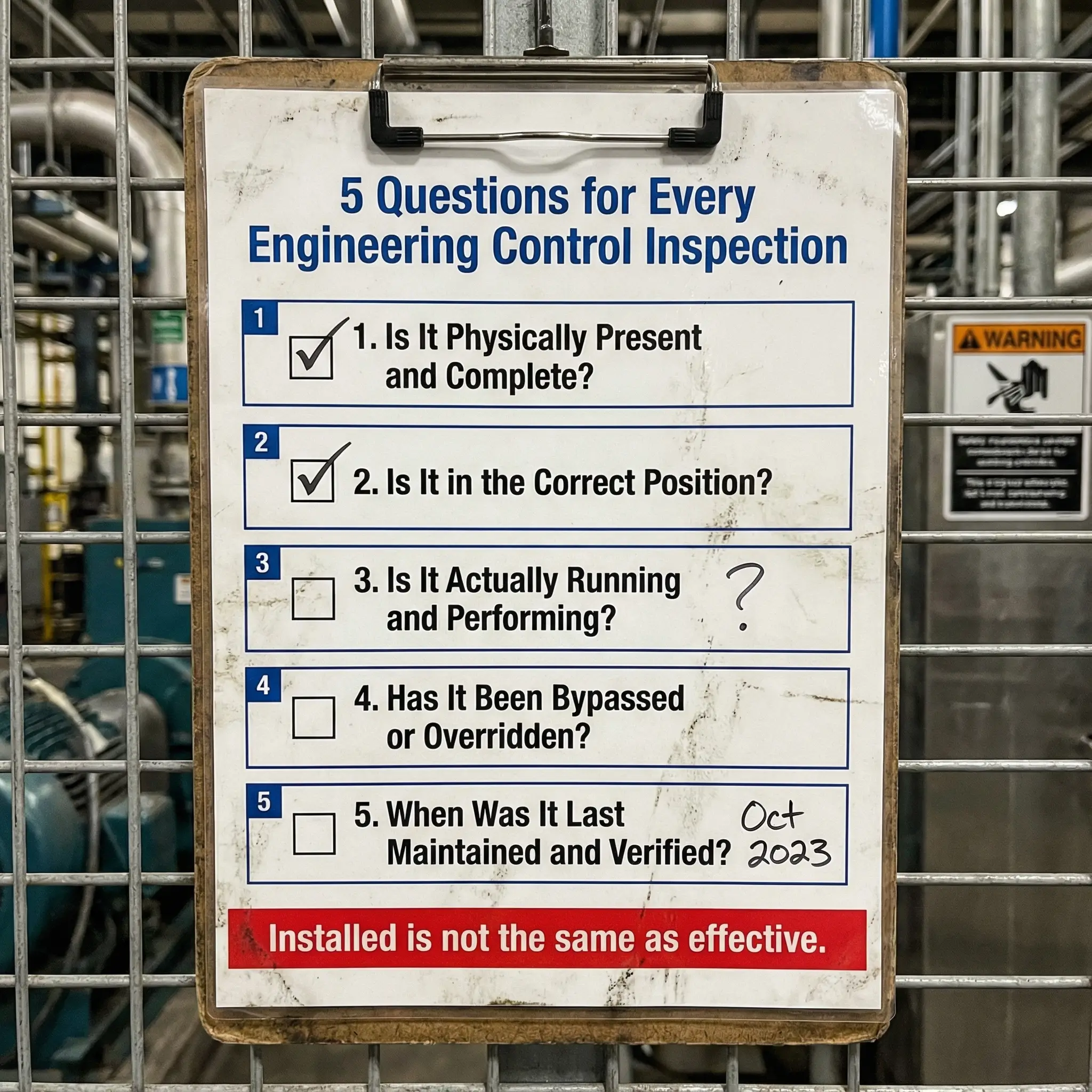
Engineering Control Inspection Checklist — What to Verify on a Walk-Through
Auditing engineering controls requires more than confirming physical presence. A guard bolted to a machine, a ventilation hood hanging above a bench, or a gas detector mounted on a wall tells you nothing about whether the control is actually performing its function. The following checklist reflects what I verify during every site walk-through, and it consistently catches deficiencies that paper-based audits miss.
For every engineering control on site, verify the following during physical inspection:
- Physical presence and integrity: Is the control still installed? Is it complete — no missing components, no visible damage, no corrosion or wear that compromises its function? A guard with a cracked polycarbonate panel is not a functioning guard.
- Correct positioning: Is the control in the right location relative to the hazard source and the worker’s position? LEV hoods that have been moved 30 cm further from the source lose capture efficiency dramatically. Guards that have been repositioned to accommodate non-standard work are often no longer protecting the point of operation.
- Operational status: Is the control running, energized, and active? Check fan operation, motor function, sensor power, interlock circuit status. A ventilation system with a dead motor is decoration.
- Performance indicators: Does the control show measurable evidence of performance? Manometer readings on LEV systems, visual smoke tube tests for airflow direction, calibration stickers on gas detectors, alarm test records for safety instrumented systems.
- Bypass evidence: Are there signs of intentional bypass — defeated interlocks, removed guards stacked nearby, electrical tape over sensors, jumper wires in safety circuits, administrative override logs that are perpetually active?
- Maintenance records: When was the last preventive maintenance performed? Does the frequency match the site’s PM schedule? Are there outstanding work orders for this control?
- Change since last inspection: Has anything in the work area changed — new equipment, different materials, additional workers, altered layout — that could affect the control’s performance even though the control itself hasn’t been touched?
| Inspection Item | What to Check | Red Flag |
|---|---|---|
| Guard integrity | Complete, correctly fastened, no cracks or gaps | Guard removed, stored nearby, zip-tied in place |
| LEV airflow | Capture velocity at hood face, duct condition | Low airflow, crushed duct, filter not replaced |
| Interlock function | Trips when tested, resets correctly | Bypassed, jumpered, permanently overridden |
| Gas detector | Calibration date, sensor life, alarm response | Expired calibration, sensor past service life |
| Acoustic enclosure | Sealed, no gaps, door latches functional | Doors propped open, panels removed for access |
| Safety valve / relief device | Set pressure, inspection tag, no corrosion | Overdue for bench test, discharge piped unsafely |
Common Mistakes When Relying on Engineering Controls
Even when organizations invest in engineering controls, certain recurring mistakes undermine their effectiveness and create risk gaps that often go unrecognized until an incident forces a review. These mistakes are systemic — not individual — and they require management attention, not just worker training.
The following patterns appear across industries and project types with remarkable consistency:
- Treating installation as completion: The project team installs the control, updates the risk register, and moves on. Nobody commissions it, nobody measures its performance, and nobody assigns it to a maintenance schedule. The control is “in place” on paper and unverified in reality.
- Over-relying on a single engineering control: Putting all risk reduction on one control — without any backup or complementary layer — means a single point of failure can fully expose workers. A well-designed system combines engineering controls with administrative reinforcement and residual PPE.
- Ignoring ergonomic compatibility: An engineering control that makes the job harder, slower, or more awkward will eventually be bypassed. Guards that block visibility, extraction arms that restrict movement, and interlocks that create frustrating delays are all controls at risk of being defeated. Design for the human, not just the hazard.
- Failing to include engineering controls in Management of Change: Process changes, equipment upgrades, product line expansions, and staffing increases can all degrade existing engineering controls — but MOC procedures rarely include a specific checklist item for reassessing the performance of every affected engineering control.
- Substituting PPE programs for engineering investment: When budgets are tight, it’s faster and cheaper to buy respirators than to design and install a ventilation system. This is a short-term decision with long-term consequences — higher PPE consumption, higher administrative burden, higher error rates, and occupational health cases that develop over years.
The Business Case for Engineering Controls
Cost is the objection I hear most often when recommending engineering controls over administrative measures or PPE programs. The upfront capital expenditure is real — but the total cost picture consistently favors engineering controls over the operational life of the hazard.
The comparison between ongoing costs of PPE-dependent programs and one-time engineering investments makes the financial argument clear:
| Cost Factor | PPE / Admin-Heavy Approach | Engineering Control Approach |
|---|---|---|
| Initial cost | Low (PPE purchase, procedure writing) | Higher (design, procurement, installation) |
| Annual recurring cost | High (PPE replacement, training, supervision, fit testing, medical surveillance) | Low (scheduled maintenance, periodic verification) |
| Incident cost exposure | Higher — human-dependent controls have higher failure probability | Lower — passive controls fail less frequently |
| Regulatory compliance risk | Higher — OSHA citations for inadequate hazard controls | Lower — hierarchy compliance is demonstrable |
| Worker health outcomes | Gradual degradation if PPE compliance lapses | Consistent protection regardless of compliance |
| Production impact | Ongoing interruptions for training, fit-testing, exposure monitoring | Minimal once installed and commissioned |
Over a 5–10 year horizon, engineering controls almost always deliver lower total cost of ownership than PPE-based programs for the same hazard — and they deliver better health outcomes with lower management overhead.
OSHA enforcement policy explicitly recognizes the Hierarchy of Controls — and citations have been issued to employers who relied on PPE or administrative measures when feasible engineering controls existed for the hazard. The regulatory expectation is clear: engineering controls are not optional when they are technically and economically feasible.
Conclusion
Engineering controls are not a line item on a risk assessment — they are the structural backbone of every credible workplace safety program. They work when workers are experienced and when they are new. They work during day shift and night shift. They work when supervision is present and when it isn’t. That independence from human behavior is what makes them the most reliable layer of protection below elimination and substitution on the Hierarchy of Controls.
But that reliability is not automatic. It’s maintained — through correct specification, rigorous commissioning, sustained maintenance, and a management culture that treats engineering control performance as a leading indicator, not a checkbox. Every bypassed guard, every clogged filter, every drifted sensor, and every unverified installation represents a gap in the safety system that administrative controls and PPE were never designed to fill alone. The organizations that invest in engineering controls and then manage them as living assets are the organizations that sustain low incident rates over years, not just months.
If you take one principle from this article into your next site walk-through, let it be this: the question is never “do we have engineering controls?” The question is “are our engineering controls performing right now, at this moment, for this hazard, at this workstation?” If you can’t answer that with measured data, you don’t have a control — you have a hope. And hope has never been an acceptable risk management strategy.