

TL;DR
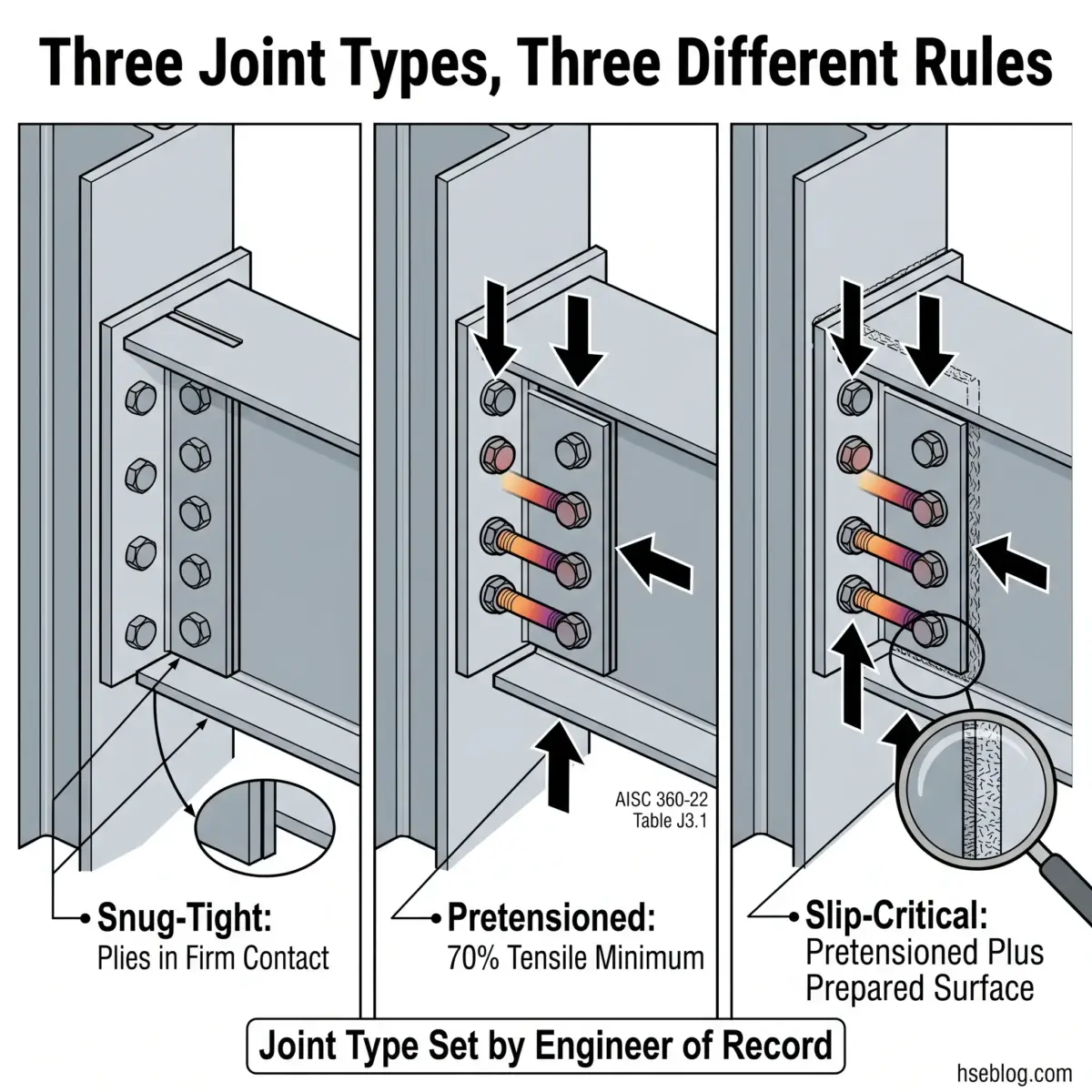
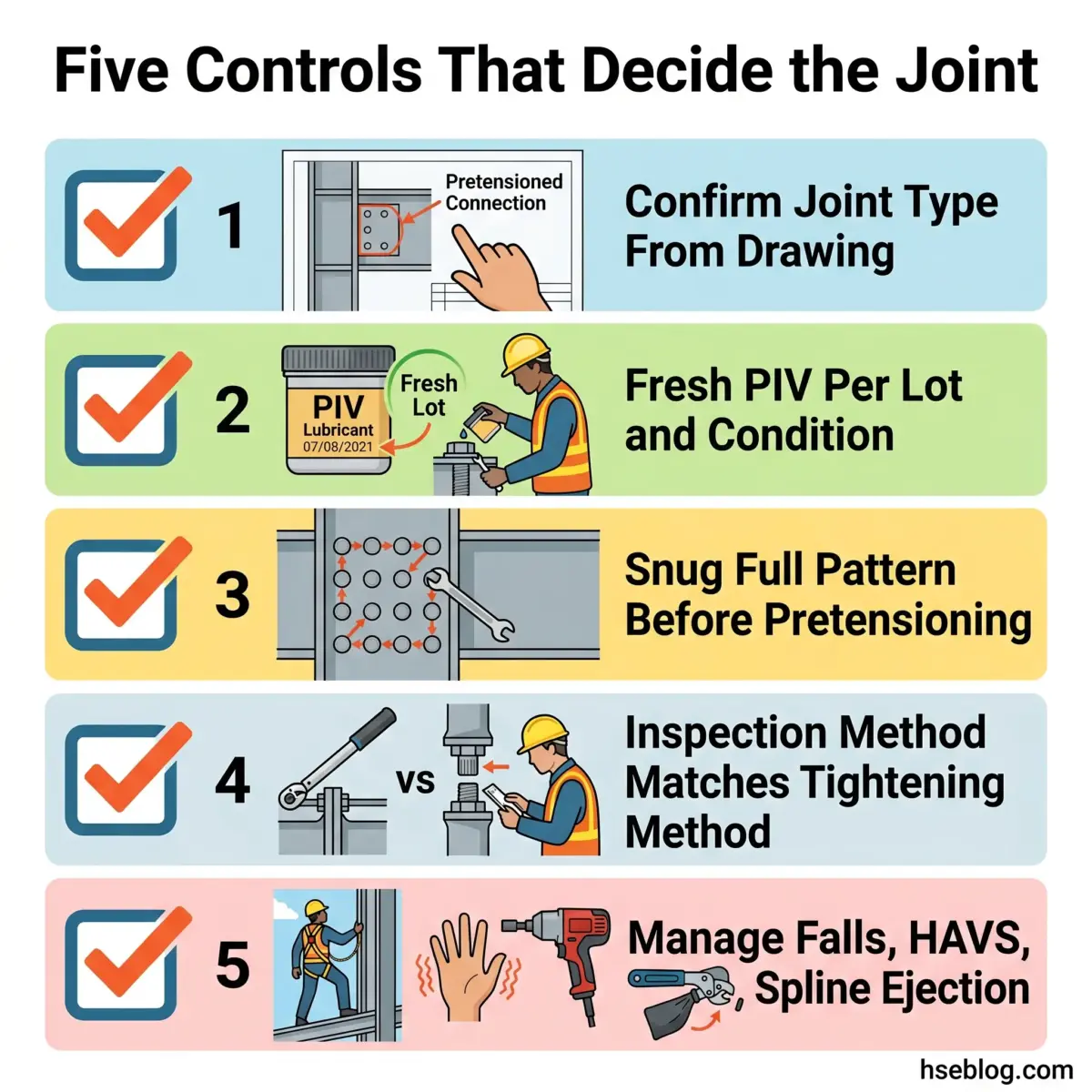
- Joint type is set by the engineer of record, not the crew. A connection is snug-tight, pretensioned, or slip-critical before the first bolt is run up — never reclassified at height.
- Pretension means at least 70% of the bolt’s minimum tensile strength. That threshold is fixed in AISC 360-22 Table J3.1 and mirrored by EN 1090-2 and ISO 17607-6:2023.
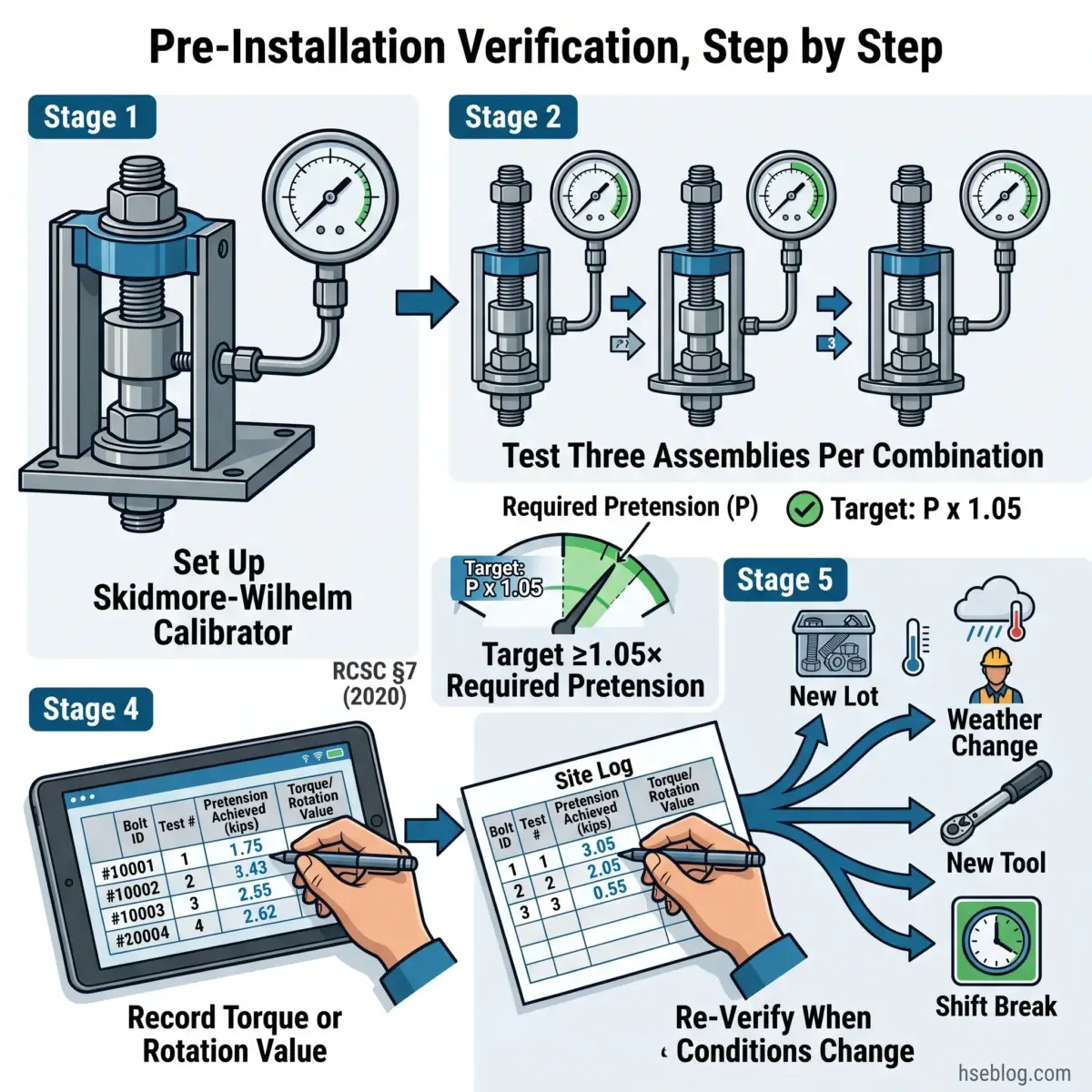
- Pre-installation verification is mandatory. RCSC §7 requires three assemblies per diameter, length, grade, and lot, tested in a Skidmore-Wilhelm at ≥1.05× target pretension before site use.
- Two bolts wrench-tight before the crane releases the load. OSHA 29 CFR 1926.756(c)(1) sets this floor for solid-web members in the US.
- Hand-arm vibration is the under-managed risk on bolt-up. The EU action value is 2.5 m/s² A(8) under Directive 2002/44/EC, and most impact wrenches exceed it in continuous use.
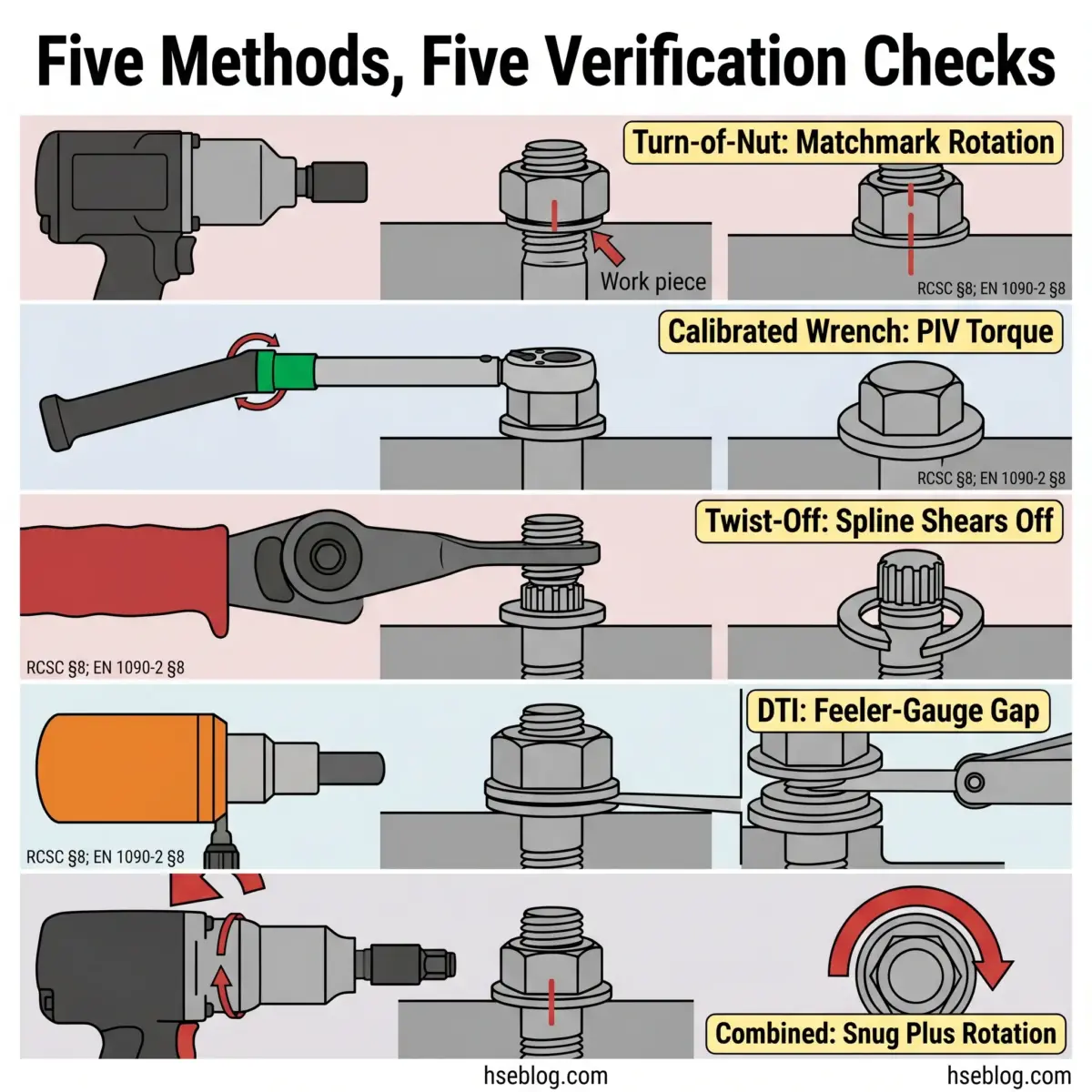
Bolt tightening in structural steel must achieve a defined tension state — snug-tight, pretensioned, or slip-critical — specified by the engineer of record and installed using one of five methods recognised by the RCSC Specification and EN 1090-2: turn-of-nut, calibrated wrench, twist-off, direct tension indicator, or combined method.
A high-strength structural bolt is not a fastener in the way a furniture bolt is a fastener. Once correctly installed, it is a calibrated spring stretched to roughly seventy percent of its yield strength, clamping the connected plies hard enough that the joint resists load by friction or by combined shear and friction rather than by any single bolt acting alone.
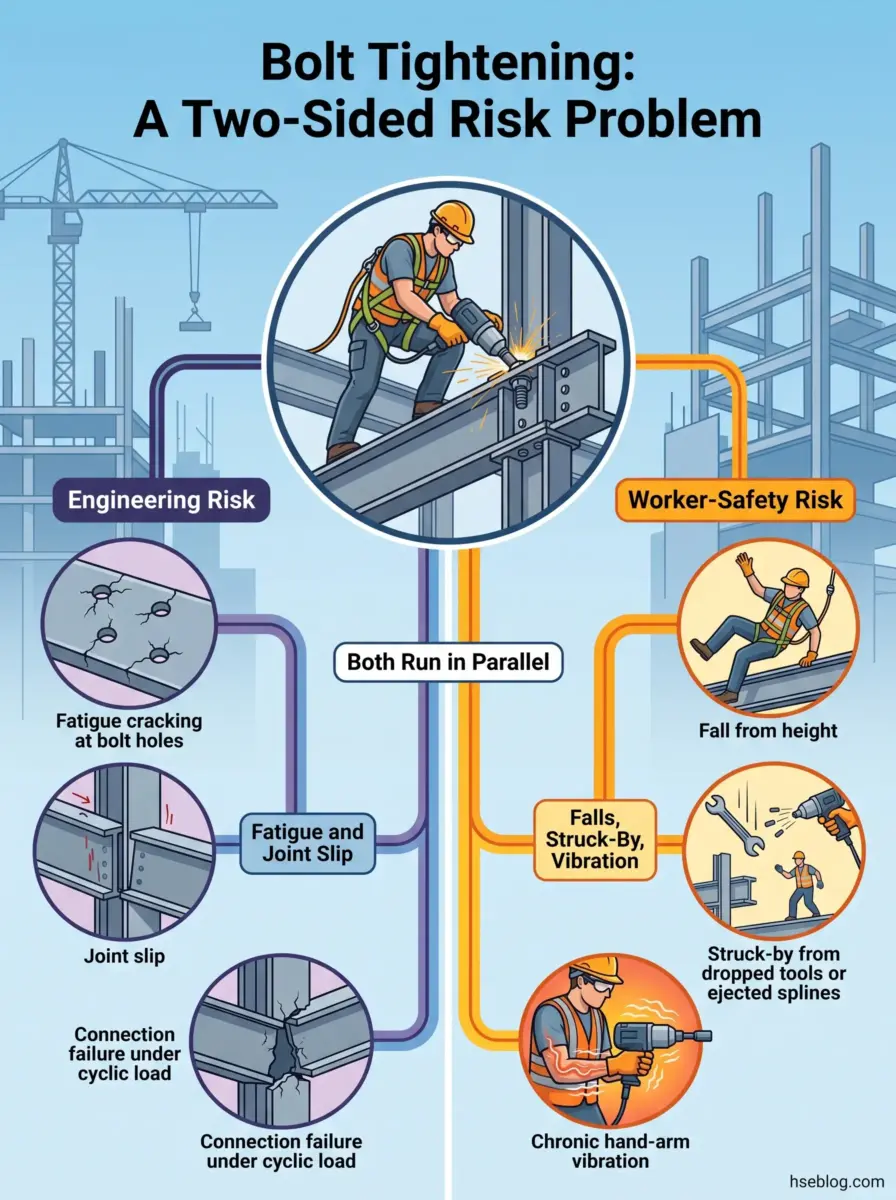
That single mechanical fact reframes everything about bolt tightening structural steel connections. The activity is simultaneously a precision engineering process — verified to a tension target, documented for the project record — and a worker-safety problem unfolding on a partially erected frame where falls, struck-by hits from tools and bolts, and chronic vibration exposure happen to the people doing the tightening. The US construction industry recorded 1,075 fatal injuries in 2023, the highest absolute count of any private industry sector (US Bureau of Labor Statistics, CFOI 2024). This article covers both layers — the tension you cannot see and the hazards you can — because no clause in any structural code separates them once the work is in progress.
Competent-person notice. This article provides general HSE knowledge. Bolting work on primary structural connections must be planned and supervised by a competent person — a bolting coordinator (BCSA NHSS 20 or equivalent in the UK; a competent person under OSHA 1926 Subpart R in the US) with relevant training, jurisdiction-specific authorisation, and site-specific risk assessment. The information here does not replace that. Recognised training pathways include NEBOSH and IOSH for the HSE side and AISC/RCSC bolt-installer qualification, BCSA bolting coordinator certification, and ISO 17607-6 BTQP for the engineering side.
Why Bolt Tightening Is a Safety-Critical Activity, Not a Mechanical Task
A bolt-up is the moment a steel frame is least stable and the workers installing it are most exposed. That dual reality drives every rule that follows in this article.
The structural side is straightforward to state and easy to underestimate. A bolt installed below its target pretension will not fail today, and it will not fail tomorrow — it fails years later through fatigue, because the connection designed to transmit cyclic load through friction has been quietly slipping back and forth on every load cycle.
OSHA 29 CFR 1926.754(b)(2) caps unfinished bolting at four floors or 48 feet above the foundation or uppermost permanent floor. That ceiling is a recognition that the frame above any incomplete connection is loaded by gravity onto bolts that may not yet be doing their full design job.
Key reasons bolt-up sits in the safety-critical category:
- Falls dominate the fatality record. Fatal falls, slips, and trips among construction and extraction workers fell 7.5% to 370 in 2024 from 400 in 2023 (US Bureau of Labor Statistics, CFOI 2026 release), and they remain the largest single category for steel-erection trades.
- The activity, not just the location, generates the hazard. Impact wrenches produce reaction forces, dropped tools, and ejected TC splines while the worker is at exposure.
- Most field bolts are installed by ironworkers, not engineers. The engineering intent on the connection drawing is only as good as the installation that realises it.
- Construction remained the highest-fatality private sector in 2024. 1,032 fatalities among US construction and extraction workers (US Bureau of Labor Statistics, CFOI 2026 release) keep the trade at the top of the table.
A pattern visible in published forensic engineering literature and steel-erection enforcement records: project teams treat bolt tightening as a craft-skill activity governed by the foreman’s experience and skip the engineering-control layer — pre-installation verification, written tightening procedure, recorded inspection — because the crew has installed thousands of bolts before. The controls that get skipped are exactly the ones the engineer of record relied on when sizing the connection.
Types of Bolted Connections in Steel Structures
Three joint categories drive every downstream decision on tightening method, inspection, and acceptance. The engineer of record selects one on the connection drawing, and the field crew installs to that selection rather than to whatever the spud wrench feels like delivering.
| Joint type | Tension required | Typical application | Inspection method |
|---|---|---|---|
| Snug-tight | Plies in firm contact, no pretension target | Bearing connections where small slip is acceptable; most beam-to-column shear tabs | Visual ply contact plus nut-cannot-be-turned-by-hand check |
| Pretensioned | ≥70% of minimum tensile strength | Connections subject to fatigue, vibration, or load reversal | Method-specific (matchmark, spline shear-off, DTI gap, arbitration torque) |
| Slip-critical | ≥70% pretension plus prepared faying surface | Bridge splices, crane runways, oversized or slotted-hole connections | Same as pretensioned plus faying-surface class documentation |
The interpretation that catches inexperienced crews: a slip-critical joint is a pretensioned joint plus surface preparation. The pretension target is identical; the additional requirement is in the surface condition under the plies.
Where the field error appears is in the faying surface — the joint is specified slip-critical, the contractor leaves mill scale or galvanizing under the plies, and the connection behaves in service as bearing rather than friction. A pattern observation worth flagging: fabrication drawings routinely call out slip-critical on plan and the field crew applies the same snugging routine they use for shear-bearing joints because nothing in the daily workflow visually distinguishes one connection from the next.
Structural Bolt Types and Grades
The fasteners actually delivered to site fall into two parallel systems — North American (ASTM F3125) and European (EN 14399) — with twist-off variants in each. Procurement and inspection paperwork still routinely uses superseded standard numbers (the pre-2016 A325, A490, F1852, F2280 callouts), which is the source of many lot-mixing errors.
ASTM F3125 (US, Consolidated in 2016)
- Grade A325 and F1852 — minimum tensile strength 120 ksi; A325 is heavy hex, F1852 is the twist-off (TC) variant.
- Grade A490 and F2280 — minimum tensile strength 150 ksi; A490 is heavy hex, F2280 is the TC variant.
- Galvanising rule — permitted on A325 and F1852, prohibited on A490 and F2280 because of hydrogen embrittlement risk under ASTM F3125.
EN 14399 (EU/UK)
- HR set — high-strength friction grip, property classes 8.8 and 10.9.
- HV set — high-strength preloaded with shorter, harder nut designed for plastic deformation.
- HRC set — tension-control (twist-off) bolts.
- HRD set — round-head variant for specific applications, with EN 14399-9 DTI washers commonly paired with HR or HV.
Identifying Bolts on Site
Head markings are the field’s only defence against grade and lot confusion. Every bolt assembly should carry the manufacturer’s mark, the grade designation, and lot traceability that links to the mill certificate.
The mismatched-lot problem is non-trivial. Mixing bolts from two different lots in a single connection — even of the same grade — invalidates pre-installation verification, because the calibration was performed on one lot and the torque-tension relationship of the other lot is measurably different. A bolt that has been fully tightened and then backed off cannot be reused under RCSC §2.3.3; one that fell out of a pouch before installation typically can.
The Four (and a Half) Recognised Tightening Methods
Five methods are codified across RCSC §8 (US) and EN 1090-2 §8 (EU/UK), each with its own verification step and a characteristic field-failure mode auditors should recognise. ISO 17607-6:2023 aligns the international position with the European framing of the same five methods.
| Method | Tool | Verification step | Typical field-failure mode |
|---|---|---|---|
| Turn-of-nut | Impact wrench, then measured rotation | Matchmark verification of rotation amount per RCSC Table 8.2 | Snug pattern incomplete before pretensioning begins |
| Calibrated wrench | Torque wrench or impact set to PIV-derived value | Torque setting confirmed against Skidmore reading | Torque value from one lot reused after weather change |
| Twist-off (TC) | Shear-wrench with inner and outer sockets | Spline shears off at design tension | Spline still attached after installation; inspector accepts visually-present bolt |
| Direct tension indicator (DTI) | Standard wrench with compressible washer | Feeler-gauge gap per ASTM F959 or EN 14399-9 | DTI installed under wrong face; gap not measured |
| Combined method | Snug pass plus measured rotation | Codified in EN 1090-2 and ISO 17607-6 | Snug pass effectively skipped; rotation from a loose start |
The judgment call between methods is rarely the crew’s. Most projects specify the method on the connection drawing, and the bolting coordinator qualifies the crew on whichever method is specified.
Two persistent field-failure patterns are worth naming because both produce a wrench reading that says “correct” over a bolt that is not. The first is calibrated-wrench torque values established under one lubrication condition reused on bolts that have been stored outdoors — light rain, condensation, or the difference between an oiled bolt and a wiped-dry one shifts the torque-tension relationship enough to deliver substantially less tension at the same torque reading.
The second is torque wrenches applied to twist-off bolts. RCSC does not permit torque control as the verification method for TC bolts — the spline departure is the verification — but inspectors sometimes apply torque to TC bolts that retained their spline, reasoning that any check is better than none. The reverse is true: applying torque to a TC bolt that should have sheared at the spline can over-tension the bolt while still leaving the spline attached, producing a bolt that is both wrong and accepted.
What Snug-Tight Actually Means (and Why It’s Almost Always Wrong on Site)
Snug-tight is the most misunderstood requirement in structural bolting and the precondition for every pretensioning method that follows. RCSC §8.1 defines it as the condition where all plies of the joint are in firm contact, achieved by the full effort of an ironworker on a spud wrench or a few impacts of an impact wrench — it is not a torque value, and specifying one is itself a common error in project specifications.
The correct snug-tight sequence on a multi-bolt connection:
- Install all bolts in the pattern finger-tight. Every bolt is in place before any bolt is snugged.
- Snug from the most rigid part of the joint outward. On a typical beam-to-column connection that is the stiffest bolt group, often near the web, moving toward the most flexible.
- Make one full pass, then a second pass. Each bolt that was snugged early loses some clamp force as adjacent bolts pull the plies further together; the second pass recovers that loss.
- Confirm visually before pretensioning. No daylight at the faying surface, and no nut on any bolt can be turned by hand.
- Only then begin the pretensioning method. Pretensioning a bolt while adjacent bolts are still loose produces the same preload loss the snug pass is supposed to prevent.
What goes wrong on site is rarely a missing step in the written procedure. It is the time pressure that collapses snug and pretension into one motion, with the crew snugging and then turn-of-nut’ing each bolt before moving on to the next.
The result is a connection in which the first bolts have lost meaningful pretension by the time the last bolt is tightened. Every matchmark shows the right rotation, the tightening record looks complete, and the joint is under-tensioned across most of its bolts.
Pre-Installation Verification (PIV) and the Skidmore-Wilhelm Calibrator
PIV is the engineering control that converts a bolt specification into a confirmed site procedure, and it is one of the first documents a forensic engineer requests after a bolt-related failure. RCSC §7 makes it mandatory for pretensioned joints, and EN 1090-2 Annex H requires equivalent calibration testing under site conditions for preloaded bolting.
The procedure tests a minimum of three fastener assemblies per combination of diameter, length, grade, and lot at ≥1.05× required pretension on a Skidmore-Wilhelm bolt tension calibrator (Research Council on Structural Connections, RCSC Specification §7, 2020). That recorded torque or rotation value becomes the site procedure for that specific combination — and only that combination.
Absent PIV records, liability for a bolt-related connection failure shifts decisively onto the steel erector. Forensic investigations consistently identify the PIV file as the document that either anchors the contractor’s defence or removes it.
Re-verification is triggered by any of the following:
| Trigger | Why it matters |
|---|---|
| New lot of bolts | Torque-tension relationship varies between lots, even within the same grade |
| Weather exposure of stored fasteners | Surface lubrication changes with rain, condensation, and dust |
| Different operator | Wrench technique influences delivered torque on calibrated-wrench installation |
| Different tool | Impact wrenches and torque wrenches do not interchange without re-verification |
| Shift break or end of day | Tool drift and operator fatigue shift outcomes measurably |
In the field the gap is rarely the existence of a PIV record — it is the staleness of the record. A verification performed Monday morning gets reused through Friday afternoon on bolts that have weathered four days of site exposure and been handled by three different operators.
The clause language requiring re-verification is read narrowly when the project is behind schedule, and that interpretive narrowing is the single most common contributor to population under-tensioning in the published forensic record.
OSHA, RCSC, EN 1090-2 and ISO 17607-6: What Each Standard Requires
No single standard covers both the engineering and the worker-safety dimensions of bolting. The four primary documents divide the work, and international projects routinely require synthesis across all of them.
- OSHA 29 CFR 1926 Subpart R governs worker safety during steel erection in the US: column anchorage (minimum four anchor rods, §1926.755), connection minimums (two bolts wrench-tight before crane release, §1926.756(c)(1)), and unfinished bolting limits (no more than 4 floors or 48 ft, §1926.754(b)(2)). It is silent on tightening method.
- RCSC Specification (June 2020) governs structural design, installation, and inspection of high-strength bolting in the US. Adopted by reference in AISC 360-22, it defines the three joint types and mandates PIV for pretensioned and slip-critical joints.
- EN 1090-2:2018 governs execution of steel structures in the EU and UK, including preloaded bolting and the four codified tightening methods (torque, combined, HRC, DTI). Annex H sets the calibration-testing requirement.
- ISO 17607-6:2023 is the international companion standard, used as a normative reference globally and the basis for the Bolt Tightening Qualification Procedure (BTQP) for preloaded stainless-steel assemblies — a previously under-served area now covered for the first time.
- HSE UK construction guidance and the BCSA Code of Practice provide the UK execution layer, including the bolting coordinator role required under NHSS 20.
Jurisdictional Conflicts and How to Resolve Them
When a project is designed to one standard and inspected against another — common on EPCM contracts crossing borders — the differences become real disputes. The most frequent points of conflict appear in how snug-tight is defined, how preload is qualified, and what the re-tightening rules permit.
| Topic | RCSC (US) | EN 1090-2 (EU/UK) | ISO 17607-6 (International) |
|---|---|---|---|
| Snug-tight definition | Effort-based — full ironworker effort or a few impacts | Defined through preload qualification methodology | Aligns with EN methodology |
| Pretension target | 70% of minimum tensile strength | Per qualified fastener system (HV, HR, HRC) | Per qualified system |
| Re-tightening of preloaded bolts | Not permitted once fully tightened | Not permitted | Not permitted |
| Verification basis | PIV at ≥1.05× target | Calibration testing per Annex H | BTQP procedure |
The conservative resolution when standards disagree: the engineer of record specifies which governs, the project record cites both, and where they diverge the more verifiable requirement controls. RCSC’s PIV combined with EN 1090-2’s calibration testing is the approach most international projects converge on.
Regulatory currency note. The regulatory content in this article reflects general HSE professional understanding of the cited US, EU/UK, and international requirements as of November 2025. It is not legal advice. Specific compliance questions, enforcement situations, or prosecution risk should be directed to qualified legal counsel and the project’s engineer of record in the applicable jurisdiction.
Worker Safety Hazards During the Bolt-Up Activity
The hazards that injure or kill workers while tightening is happening are typically under-treated in structural-engineering guidance and superficially covered in generic HSE method statements. This is the largest practitioner gap in current top-ranking content on bolt tightening structural steel connections, and it is the gap this section closes.
| Hazard | Mechanism | Primary control | Regulatory anchor |
|---|---|---|---|
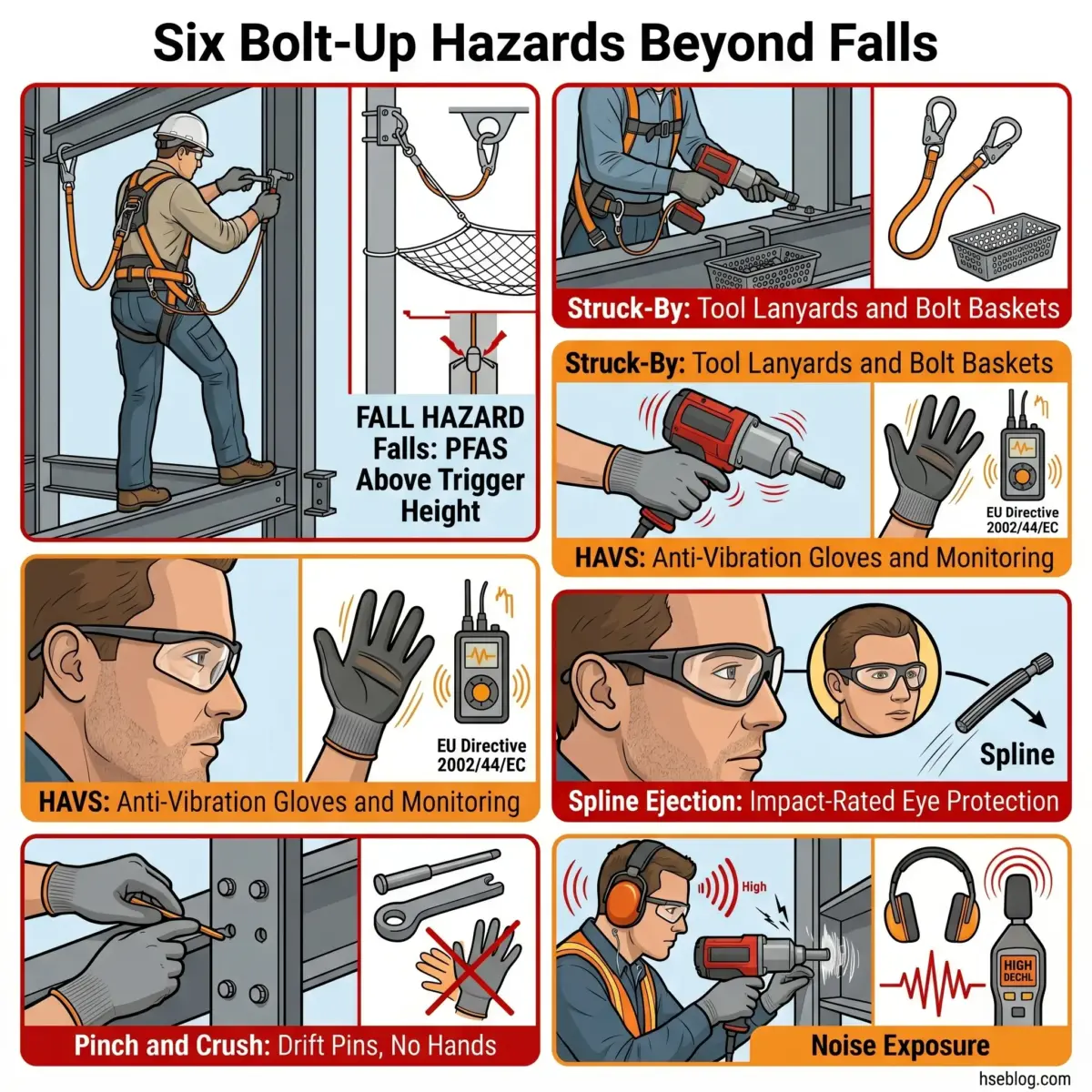
| Falls from height | Connector at exposure during bolt-up | PFAS above trigger height; collective protection where feasible | OSHA 1926 Subpart M / R (US); Work at Height Regulations 2005 (UK) |
| Struck-by from falling tools or bolts | Tool dropped from height; bolt or spline ejected during installation | Tool lanyards, bolt baskets, exclusion zones below | OSHA 1926.759 (US); PUWER 1998 (UK) |
| Hand-arm vibration (HAVS) | Continuous impact-wrench exposure | Anti-vibration gloves, tool rotation, exposure monitoring | EU Directive 2002/44/EC (2.5 m/s² A(8) action; 5 m/s² A(8) limit); ISO 5349-1 |
| Eye injury from spline ejection | TC spline shears off and is ejected at speed | ANSI Z87.1 / EN 166 impact-rated eye protection | OSHA 1910.133 (US); EN 166 |
| Pinch and crush injuries | Fingers caught between mating plies during alignment | Drift pins, no-hands alignment, impact gloves | OSHA 1926.760 (US); BCSA guidance |
| Noise exposure | Impact wrenches commonly exceed 100 dB(A) | Hearing protection above 85 dB(A) TWA; tool selection | OSHA 1910.95 (US); EU Directive 2003/10/EC |
Two of these are routinely under-managed because they are chronic rather than acute. Hand-arm vibration syndrome and noise-induced hearing loss do not appear on the daily near-miss board, and the EU action value of 2.5 m/s² A(8) under Directive 2002/44/EC is exceeded by most impact wrenches in continuous use before the first lunch break.
The fall protection question dominates the toolbox talk because it is visible, regulated to named trigger heights, and verifiable in the field. The vibration and noise questions, which produce more long-term disability claims across a steel-erection career than the acute injuries do, typically get a single bullet on the safety briefing and no continuing exposure monitoring.
Inspection and Acceptance of Tightened Connections
Inspection method must match installation method. Most field disputes about acceptance arise from inspectors applying the wrong test — torque-checking a TC bolt, or running calibrated-wrench arbitration on a turn-of-nut joint.
Method-by-method acceptance:
- Snug-tight joints. Visual confirmation of ply contact across the full faying area, plus the nut-cannot-be-turned-by-hand check on each bolt (RCSC §9.1). No torque or rotation measurement applies.
- Turn-of-nut joints. Matchmark inspection. The bolt and the work were marked at snug, and the inspector confirms the marks have moved by the specified rotation per RCSC Table 8.2 (1/3, 1/2, or 2/3 turn depending on bolt length and ply count).
- Calibrated-wrench joints. Arbitration torque applied to 10% of bolts in each connection per RCSC §9.2.4, at 105% of the PIV value. Bolts that turn under the arbitration torque are rejected and re-tested.
- Twist-off (TC) bolts. Confirm spline shear-off on every bolt. A TC bolt with the spline still attached has not reached design tension regardless of how seated it appears — this is the most-missed inspection failure in the field.
- DTI joints. Feeler-gauge gap measurement per ASTM F959 or EN 14399-9. Required gap depends on the DTI type and bolt grade.
Project record minimum per RCSC and EN 1090-2:
- Bolt lot certificates with traceability to mill test reports
- Dated PIV records for every combination and re-verification trigger
- Tightening method actually used on each connection (not just the spec-called method)
- Inspector identification and sign-off date for each accepted connection
- Photographic record where dispute is likely — TC spline departure, matchmark position, faying-surface preparation
The TC inspection failure deserves repeating because it is so simple to detect and so frequently accepted. A TC bolt is installed using a shear wrench that grips the spline on the inner socket and the nut on the outer; when the bolt reaches design tension the spline shears off and is captured in the inner socket. If the spline is still on the bolt when the inspector arrives, the bolt did not reach tension — “all bolts present and visible” is not the acceptance criterion.
Why Bolts Loosen and How to Prevent It
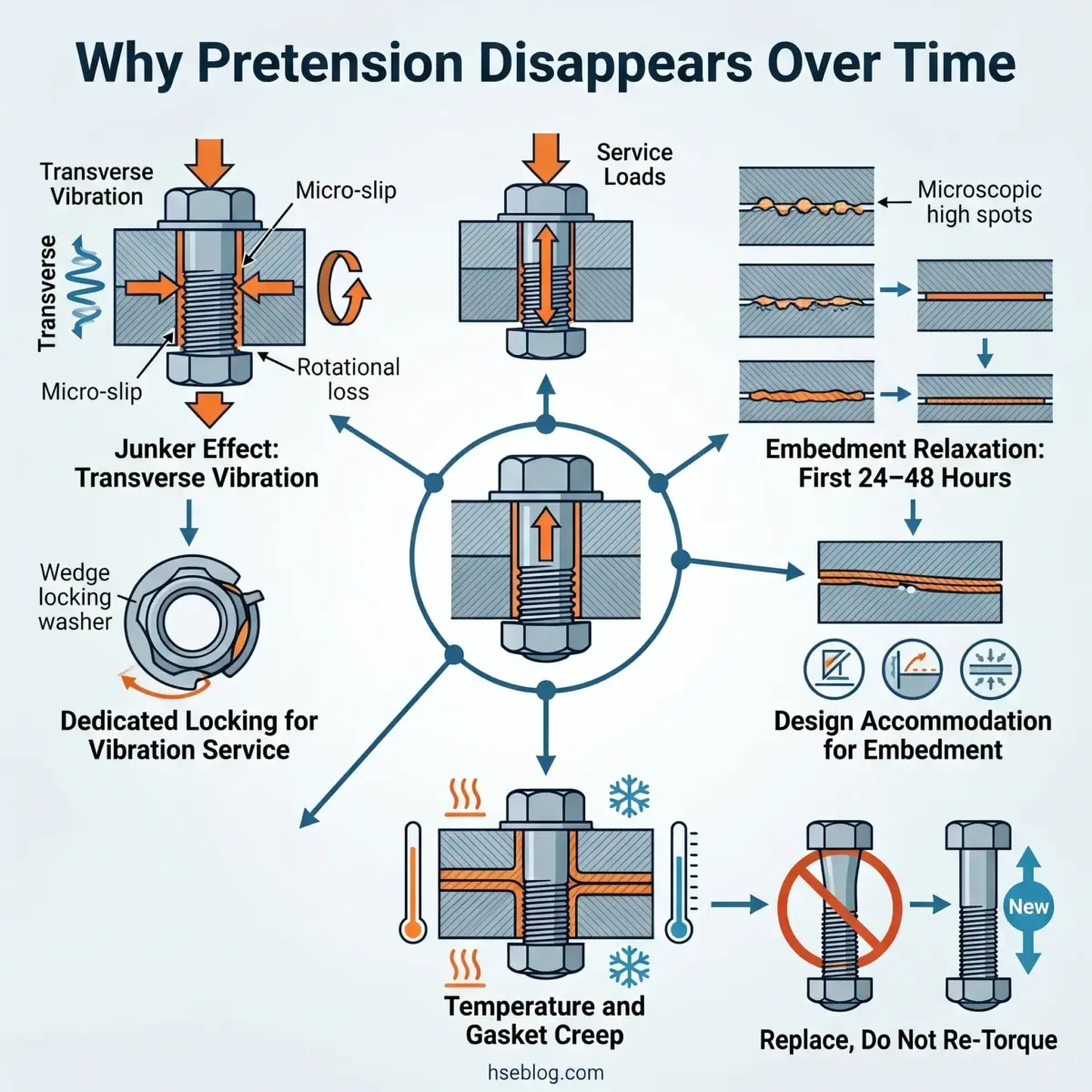
Pretension is not permanent. A correctly installed pretensioned bolt loses some clamp force over the first 24–48 hours through embedment relaxation, and structures in cyclic or transverse-vibration service can lose substantially more over their operating life.
The Junker mechanism — transverse vibration causing localised slip at the thread and progressive rotational loss — is the dominant long-term loosening driver for connections in machinery or crane-runway service, drawn from the published vibration-loosening literature. Embedment relaxation, by contrast, is brief and largely complete within two days; the design typically accommodates it.
Prevention controls vary in effectiveness, and several common ones do not survive close evaluation:
- Dedicated wedge-locking and prevailing-torque systems. Nord-Lock and similar wedge-locking washers, prevailing-torque nuts, and EN 14399-compliant locking arrangements have documented effectiveness on transverse-vibration assemblies.
- Standard split lock washers. Limited evidence for high-strength structural assemblies. EN 14399 does not permit standard split washers for preloaded bolts, and the dominant view in the published literature is that they offer little benefit at structural pretensions.
- Serrated washers. Useful in some applications but not a substitute for dedicated locking on preloaded structural joints.
- Scheduled re-tightening. Acceptable on snug-tight bearing joints, problematic on pretensioned joints — a bolt that has yielded once cannot be re-pretensioned and must be replaced under RCSC §2.3.3.
- Structural health monitoring (SHM). Ultrasonic preload measurement, piezoelectric thin-film smart bolts, wireless tension sensors, and image-registration-based loosening detection have moved from research to commercial deployment in the past five years and are now specified on critical bridges and offshore structures.
The maintenance-side pattern observation worth flagging: crews on existing structures often retighten loose bolts to a torque approximating the original specification, ignoring that the bolt has been in service. A bolt loose enough to detect has either yielded or backed out — re-torquing returns it to the same condition that produced the loosening, and replacement is the correct response.
Common Field Failures and How They Get Caught (or Don’t)
Forensic engineering literature consistently identifies the same handful of installation failures behind bolt-related connection problems. Each is a population failure rather than a single-bolt event — by the time a fatigue crack appears or a connection visibly slips, most bolts in the joint were under-tensioned and the few correctly installed were doing all the work.
The recurring failure modes drawn from the published forensic record:
- Mismatched lubrication. Calibrated-wrench torque established on a freshly oiled lot is applied to bolts that have weathered, and delivered tension drops substantially at the same torque reading.
- Mixed lots in one connection. Procurement consolidates remnant boxes; PIV was performed on one lot only, leaving the other lot’s torque-tension relationship unverified.
- Reuse of fully tightened high-strength bolts. Prohibited under RCSC §2.3.3 and EN 1090-2 — the bolt has yielded and will not deliver target pretension on a second installation.
- Galvanised A490 or F2280 in the field. Prohibited by ASTM F3125 due to hydrogen embrittlement risk; surface inspection at the connection rarely catches this and the mill paperwork must.
- Plies not fully drawn together. Visible daylight at the faying surface after final tightening, almost always tracing to a skipped or incomplete snug-pass.
- Missing hardened washers in oversized or slotted holes. Required under RCSC §6 and AISC 360-22 — the plate edge gouges into the bolt head or nut and preload disappears into permanent deformation.
- Tightening from one end of the bolt pattern. Bolts at the closed end lose meaningful preload as the plies are drawn together at the open end during sequential tightening.
The pattern hardest to catch in standard inspection is the population under-tensioning that follows a stale or wrong-condition PIV. Each individual bolt looks correctly installed — the matchmark is right, the torque reading hit target, the TC spline departed. The collective tension is short of design because the verification step that converts the specification into a site procedure was performed under conditions that no longer match the bolts being installed.
Roles, Competency, and Documentation Requirements
Bolting is one of the few construction activities where the engineer of record, the steelwork contractor’s bolting coordinator, the ironworker installing the bolt, and the third-party inspector all carry distinct legal exposure. The handoffs between them are where most disputed defects originate.
| Role | Scope | Regulatory anchor | Typical sign-off document |
|---|---|---|---|
| Engineer of record | Specifies joint type, faying-surface class, tightening method on connection drawing | AISC 360-22 (US); EN 1990 + EN 1993 (EU/UK) | Stamped connection drawing |
| Bolting coordinator | Writes installation procedure, supervises PIV, qualifies crew | BCSA NHSS 20 (UK); competent person under OSHA 1926 (US); BTQP under ISO 17607-6 | Site-specific bolting procedure and PIV records |
| Bolt installer (ironworker / fitter) | Executes installation per qualified procedure | Qualified-installer certification per method | Daily bolting log |
| Third-party inspector / QA-QC | Verifies installation against specification | Project-specific quality plan | Inspection records, NCRs, joint acceptance log |
| HSE supervisor | Manages worker-safety hazards during bolt-up | OSHA 1926 Subpart R (US); Work at Height Regulations 2005 (UK) | Daily briefing and permit-to-work where applicable |
The documentation pattern most often challenged in a forensic investigation: the procedure exists, the PIV exists, the inspection records exist — but the chain of custody linking a specific connection on a specific date to a specific PIV record and a specific inspector signature is broken. Project records that survive forensic review treat the connection as the primary unit and tag every bolt-up event back to it.
Frequently Asked Questions
Conclusion
The industry-wide error in bolt tightening structural steel connections is treating the activity as craft work governed by experience rather than as a controlled engineering process with verification. Pre-installation verification, written procedure, snug-pattern discipline, method-specific inspection, dated chain of custody — these are not the bureaucratic overhead on top of the real work. They are the controls that convert the engineer of record’s specification into a connection that actually achieves it.
The single highest-impact change available to most projects is treating PIV as a per-condition document, not a per-project document. Lot change, weather, operator, tool, shift break — each triggers a fresh test in the Skidmore. The clause language under RCSC §7 is unambiguous; the gap is the schedule pressure that collapses the trigger. Closing that gap eliminates the most common cause of population under-tensioning behind the published forensic record.
The worker-safety layer deserves the same discipline. Falls are visible and regulated to specific trigger heights, while vibration, noise, and spline ejection are chronic and routinely missed on the briefing board. ISO 17607-6:2023 and the 2026 AISC/RCSC stainless-steel design guide indicate where the engineering standards are moving — monitoring, qualified-installer competency, jurisdictional convergence — and the HSE side should move with them, or the long-term disability record of the trade will continue to outpace the acute-injury record that gets the attention.