

TL;DR
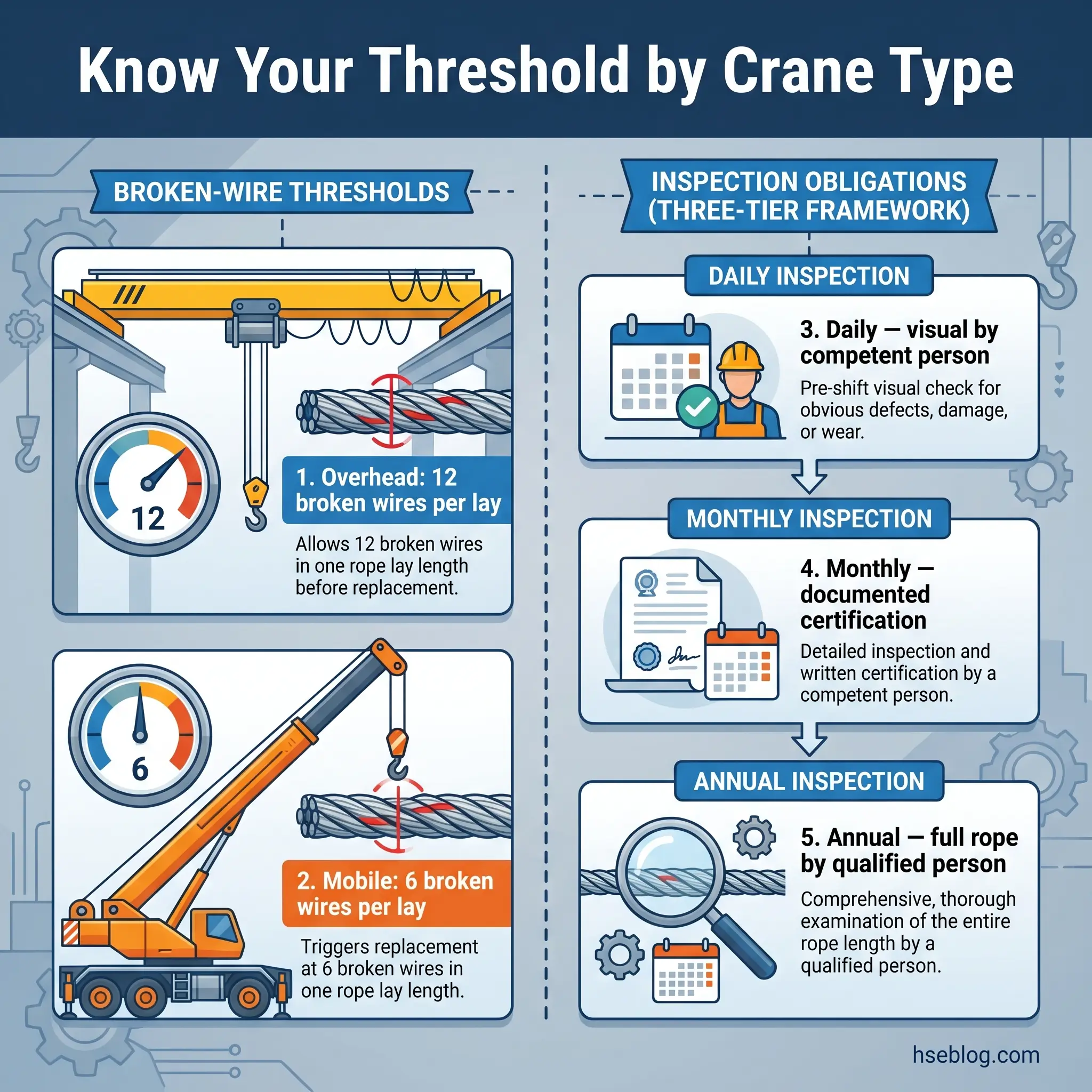
- If broken wires exceed the threshold for your crane type and standard — the rope must come out of service immediately; the threshold is 12 in one lay for overhead cranes (ASME B30.2, US) but only 6 for mobile cranes (ASME B30.5, US).
- If you find two or more valley breaks in one rope lay — replace the rope regardless of total broken-wire count; valley breaks signal internal fatigue far worse than what the surface shows.
- If rope diameter has reduced by more than 5% from nominal — this triggers Category II removal under OSHA 1926.1413 (US, construction cranes) and warrants replacement under ASME standards.
- If any structural distortion is present — kinking, birdcaging, crushing, or core protrusion — the rope is removed from service immediately, no threshold counting required.
Crane wire rope must be replaced when inspection reveals broken wires exceeding the threshold for the specific crane type and governing standard — 12 randomly distributed broken wires in one rope lay for overhead cranes under ASME B30.2 (US), or 6 in one lay for mobile cranes under ASME B30.5 (US). Immediate replacement is also required for structural distortion, severe corrosion, heat damage, valley breaks exceeding two in one lay, or any evidence of core failure.
What Is Crane Wire Rope Inspection and Why Does It Matter?
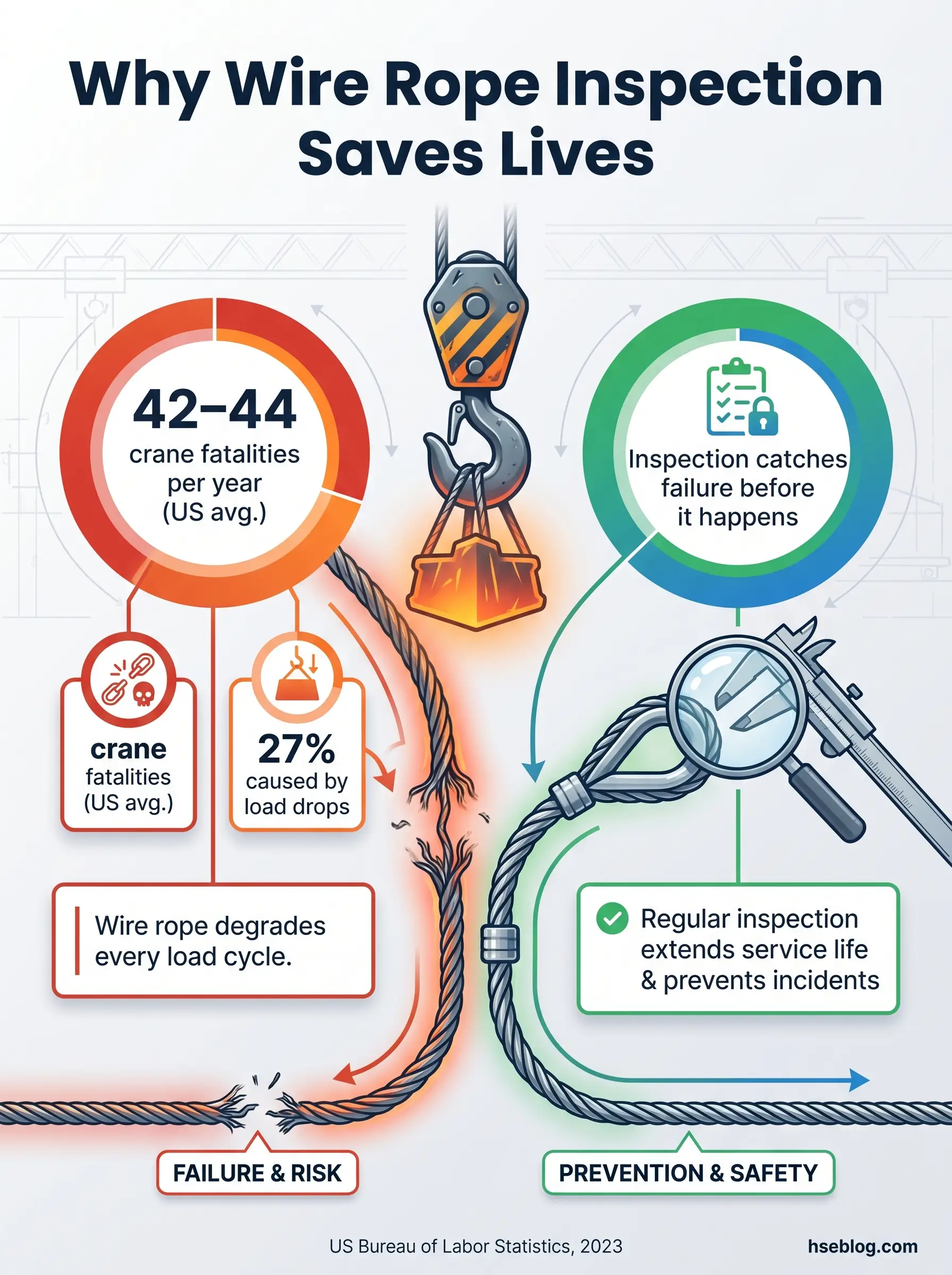
Roughly 27% of crane fatality incidents result from load drops attributed to rigging and cable failure (US Bureau of Labor Statistics, 2023, reporting 2011–2017 data). That statistic carries a specific implication: the wire rope holding the load failed, and the inspection program — if one existed — did not catch the degradation in time. Between 2011 and 2017, an average of 42–44 crane-related worker fatalities occurred annually across US industries (US Bureau of Labor Statistics, 2023). A meaningful share of those deaths trace back to wire rope that stayed in service past its safe working life.
Wire rope is not a permanent component. It is an expendable element that degrades with every load cycle, every pass over a sheave, and every hour of exposure to moisture, abrasive dust, or corrosive atmosphere. The purpose of a crane wire rope inspection program is to identify the specific point at which remaining rope strength drops below the engineered safety margin — and to act on that finding before a load drop occurs. Across the published incident record and OSHA citation data, wire rope deficiencies rank among the most commonly cited crane violations precisely because the condition is objectively verifiable: the rope either meets the discard threshold or it does not, and the documentation either exists or it does not. This article consolidates the inspection methods, replacement criteria, and documentation requirements across US, international, and UK standards into a single practitioner reference — covering overhead, mobile, tower, and construction cranes.
This article provides general HSE knowledge. Life-critical work such as crane wire rope inspection and replacement must be planned and executed by a competent or qualified person with relevant training, jurisdiction-specific authorization, and site-specific risk assessment. The information here does not replace that professional judgment.
Inspection Frequency: How Often Must Crane Wire Rope Be Inspected?
The answer depends on which standard governs the operation — and this is where many facilities get it wrong. OSHA general-industry requirements under 29 CFR 1910.179 (US) and construction-crane requirements under 29 CFR 1926.1413 (US) impose different inspection frameworks, and ASME B30.30 (US, 2019 edition) adds an hours-based trigger that catches high-cycle operations calendar inspections miss.
The inspection framework operates across three tiers, each with distinct scope and documentation requirements:
| Inspection Tier | Frequency | Who Performs | Scope | Documentation |
|---|---|---|---|---|
| Pre-shift / Daily | Before each shift or daily use | Competent person (1926.1413, US) or Designated person (1910.179, US) | Visual observation of accessible rope — no untwisting, no booming down required | Not formally required by OSHA, but recommended as a log entry |
| Monthly / Periodic | At least monthly during active use | Competent person | All rope sections that can be inspected; checks for broken wires, wear, corrosion, distortion | Signed and dated certification record with rope identifier — must be retained 3 months |
| Annual / Comprehensive | At least annually | Qualified person | Full rope length including normally hidden sections (equalizer sheaves, drum crossover points, pickup points) | Complete written report retained at least 12 months |
ASME B30.30 (US, 2019) introduces hours-based intervals that override the calendar schedule when operating intensity demands it: 2,000 hours for normal service, 1,000 hours for heavy service, and 500 hours for severe service — whichever trigger is reached first against the annual calendar. A crane running double shifts in a steel mill can accumulate 2,000 hours in under six months. Calendar-only programs miss this entirely.
One additional trigger applies across both general-industry and construction standards: equipment idle for more than one month requires inspection before returning to service. Under 29 CFR 1910.179 (US), this is explicitly stated; under 1926.1413 (US), a competent person must determine whether the rope is safe for use after extended inactivity.
Who Is Qualified to Inspect Crane Wire Rope?
The terms “competent person,” “designated person,” and “qualified person” are not interchangeable — they carry different definitions under OSHA and ASME, and mixing them up creates compliance gaps.
A competent person under OSHA 29 CFR 1926.1413 (US) is someone capable of identifying existing and predictable hazards and authorized to take corrective action. This person performs shift and monthly inspections. A designated person under OSHA 29 CFR 1910.179 (US) is selected or assigned by the employer to perform specific duties — the general-industry counterpart for routine inspections. A qualified person performs the annual comprehensive inspection and must demonstrate, through education, training, experience, and skill, the ability to resolve problems related to the subject matter. The practical difference matters: a competent person recognizes visible broken wires and distortion; a qualified person evaluates the rope’s remaining service life, interprets diameter reduction trends, and determines whether internal degradation warrants magnetic rope testing.
How to Inspect Crane Wire Rope: Methods and Techniques
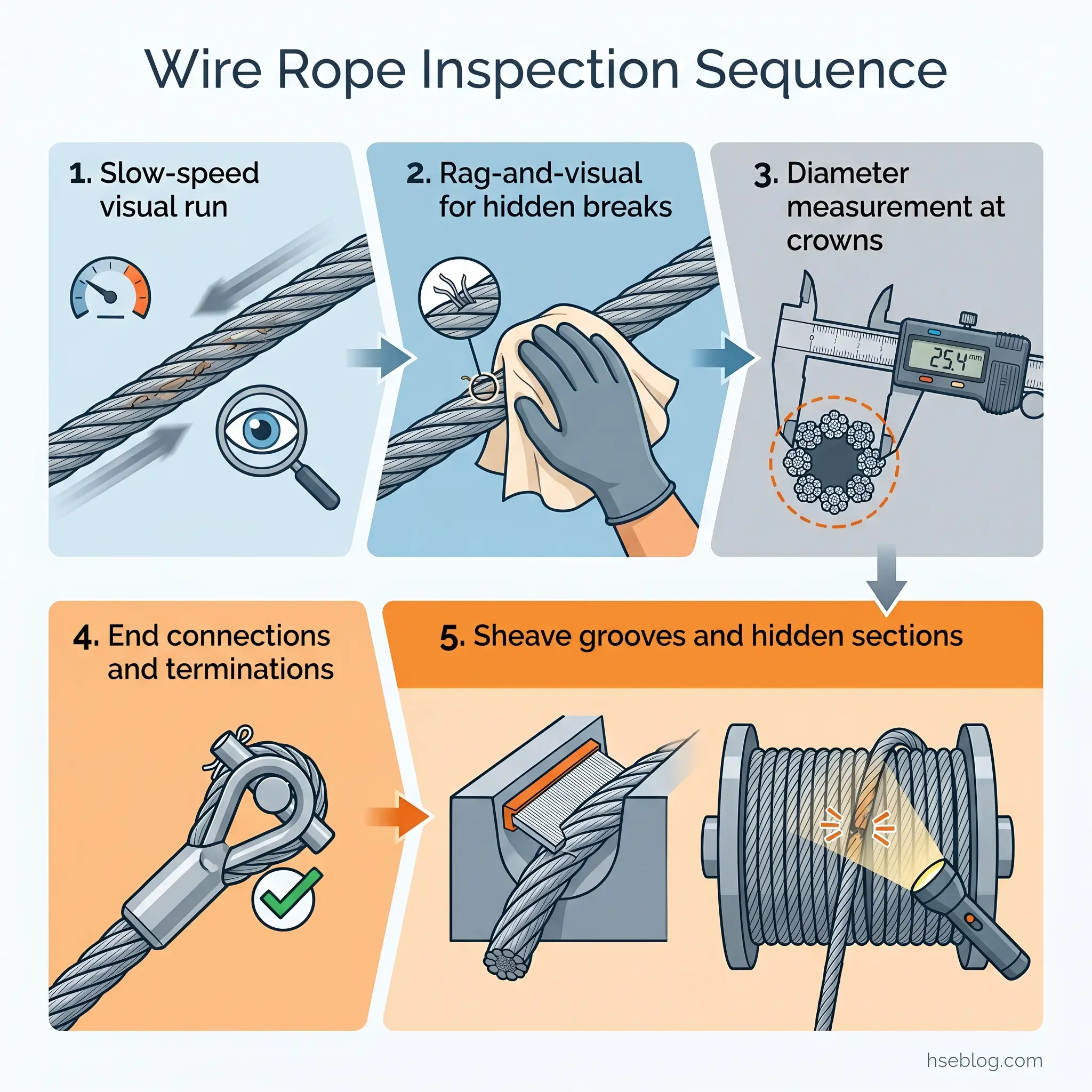
The inspection itself follows a logical sequence — moving from general observation to specific measurement, and from accessible rope sections to hidden ones. Each step serves a different detection purpose.
- Run the rope at slow speed over sheaves. Observe crown wires at sheave contact points — this is where fatigue breaks concentrate. Watch for broken wire ends protruding from the rope body. A steady, slow traverse gives the inspector time to detect irregularities the eye misses at operating speed.
- Apply the rag-and-visual method. Pull a clean cloth loosely along the rope under controlled tension. Broken wire ends snag the fabric, identifying breaks that lie too flat against the rope surface to see visually. This simple technique catches breaks that visual-only inspection overlooks — particularly on dirty or greased ropes.
- Measure rope diameter with machinist’s calipers. Measure at the widest point across the crowns — not in the valley between strands. Compare the measurement to both the nominal diameter and a baseline reading taken under equivalent load conditions when the rope was new or recently installed. A common measurement error among field inspectors is reading at the narrowest cross-section between strands rather than the true crown-to-crown diameter, which understates actual wear and gives a false sense of remaining strength.
- Inspect end connections and terminations. Examine clips, sockets, thimbles, and hook attachments for cracks, deformation, slipped hardware, and broken wires concentrated near fittings. Wire breaks cluster at termination points because of stress concentration at these locations.
- Examine sheaves and drums as part of the rope inspection. Worn sheave grooves accelerate rope wear — a sheave that has worn to match the old rope’s reduced diameter will pinch and damage a new rope. Use a sheave-groove gauge to verify groove size and contour.
- Inspect normally hidden rope sections. These include rope at equalizer sheaves, crossover and flange points on drums, and pickup points where the rope contacts the drum under load. These sections experience the highest fatigue loads and the least visual scrutiny during routine checks. OSHA’s wire rope inspection quick reference guide highlights these hidden sections as critical inspection zones.
Watch For: Lubricants that obscure the rope surface. Both OSHA (US) and ASME (US) prohibit lubricants that hinder visual inspection. If the rope cannot be visually examined because the lubricant coating obscures the wire surface, the lubrication program must be adjusted before the inspection is valid.
Magnetic Rope Testing (MRT): Detecting Internal Defects
Visual inspection — even thorough visual inspection — cannot detect internal broken wires or loss of metallic cross-section hidden within the rope’s core. Magnetic rope testing addresses this blind spot. MRT works by magnetizing a section of the rope and measuring flux leakage caused by broken wires and metallic area loss. It detects degradation that has zero surface expression.
ISO 4309:2017 (international) codifies MRT as an assessment method within its discard-criteria framework — making it the first major wire rope standard to formally integrate electromagnetic inspection alongside visual methods. The MRT device market reached an estimated value of $58 million in 2025, with projected growth at 8.1% CAGR through 2032 (GlobalInfoResearch, 2025), signaling accelerating adoption across offshore, mining, and heavy-cycle industrial crane operations.
MRT does not replace visual inspection. It complements it — particularly for ropes operating in fatigue-dominated or corrosion-prone environments where internal degradation outpaces surface indicators. For high-criticality applications, the judgment call between visual-only and visual-plus-MRT programs increasingly favors the combined approach, especially where the cost of an unplanned failure — in human and operational terms — vastly exceeds the cost of periodic electromagnetic testing.
When Should You Replace Wire Rope on a Crane?
This is the core question the entire inspection program exists to answer — and the answer varies by crane type, rope type, and governing standard. The most searched criterion is broken-wire count, but it is far from the only discard trigger.
Broken Wire Thresholds: Cross-Standard Comparison
The table below consolidates the broken-wire replacement thresholds across the primary US and international standards. No single number applies universally — applying overhead crane thresholds to a mobile crane, or vice versa, is a compliance failure and a safety risk.
| Standard | Equipment Type | Running Rope: Per Lay (Random) | Running Rope: Per Strand | Standing Rope / Pendant | Rotation-Resistant Rope |
|---|---|---|---|---|---|
| ASME B30.2 (US) | Overhead / Gantry | 12 | 4 in one strand | >2 in one lay beyond end connections; >1 at end connection | — |
| ASME B30.5 (US) | Mobile / General | 6 | 3 in one strand | >2 in one lay beyond end connections; >1 at end connection | — |
| OSHA 1926.1413 (US) | Construction Cranes | Category II thresholds apply (see below) | Category II | Category II | 2 in 6 diameters OR 4 in 30 diameters |
| ASME B30.30 (US) | All crane types (ropes standard) | Counts over 6 and 30 rope diameters | Per methodology | Per methodology | 2 in 6 diameters OR 4 in 30 diameters |
| ISO 4309:2017 (International) | All cranes | Based on Rope Category Number and crane classification (M1–M8) | Combined assessment | Combined assessment | Separate criteria per rope category |
Two critical details trip up inspectors applying these thresholds in the field:
Lay length measurement. Every broken-wire threshold references “one rope lay” — but many inspectors cannot accurately identify that distance. One rope lay is the distance one strand takes to complete a full helical revolution around the rope core. Pick a reference strand at the 12 o’clock position, follow it along the rope until it returns to 12 o’clock — that measured distance is one lay. For common rope diameters, lay length runs approximately 6 to 8 times the nominal rope diameter. A ¾-inch (19 mm) rope typically has a lay length of roughly 4.5 to 6 inches (115–150 mm). Miscounting the lay length inflates or deflates the broken-wire count per lay — both errors are dangerous.
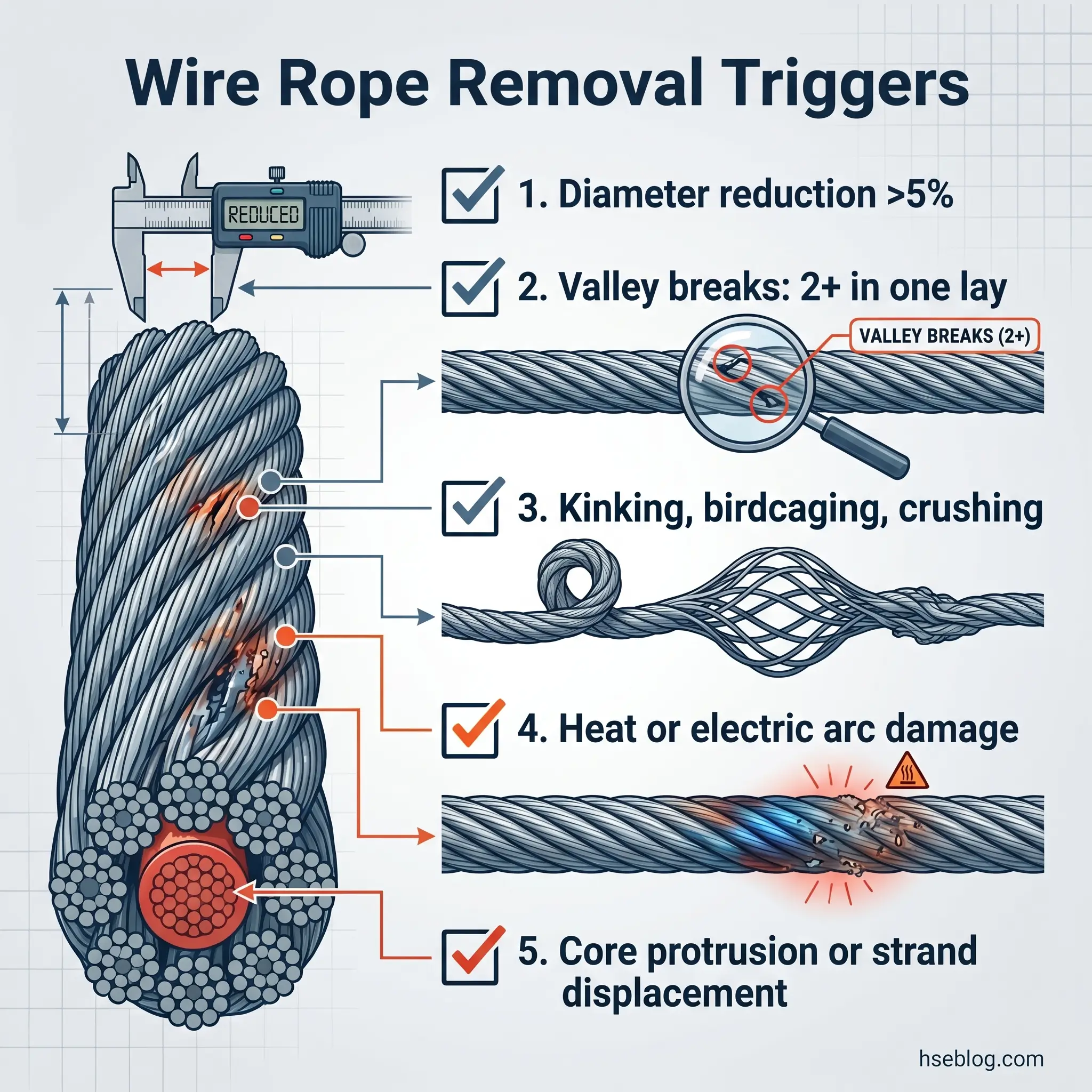
Valley breaks versus crown breaks. A valley break occurs between strands, in the valley where adjacent strands meet, rather than on the exposed crown of a strand. Valley breaks are far more serious than crown breaks for two reasons: they indicate advanced internal fatigue that has progressed past the rope’s outer layer, and they almost always hide additional breaks nearby that cannot be seen. Two or more valley breaks in one rope lay length require immediate replacement — regardless of whether the total broken-wire count has reached the standard’s general threshold.
Audit Point: When reviewing a wire rope inspection report, verify that the inspector recorded the lay length used for broken-wire counting. If the report lists a broken-wire count without specifying the lay length measured, the count cannot be validated.
Non-Wire-Count Removal Criteria
Broken wires are not the only reason to remove wire rope from service. The following conditions require immediate replacement regardless of broken-wire count:
- Diameter reduction exceeding 5% from nominal — this threshold triggers Category II removal under OSHA 1926.1413 (US, construction cranes) and serves as a general discard indicator under ASME standards (US). Diameter loss reflects wear of outer wires and internal structural degradation.
- Outer wire wear exceeding one-third of original wire diameter — measured at the crown of the most worn strand.
- Structural distortion — kinking, crushing, birdcaging, or unstranding. Any of these conditions is an immediate removal trigger. Structural distortion cannot be corrected; the rope’s load-bearing geometry is permanently compromised.
- Heat damage or electric arc damage — from any source, including contact with energized conductors or exposure to fire. Heat alters the metallurgical properties of the wire, reducing its strength in ways that cannot be assessed visually.
- Core failure indicators — core protrusion between strands, strand displacement, or visible gap indicating the core no longer supports the strands symmetrically.
- Severe corrosion — particularly internal corrosion that pits individual wires and reduces their effective cross-section. Corrosion-induced breaks are brittle failures with no warning deformation.
- Corroded, cracked, or deformed end connections — socket cracks, clip slippage, thimble distortion, or hook deformation at termination points.
One prohibition applies universally: splicing wire rope on a crane is explicitly prohibited under both OSHA 29 CFR 1926.1413 (US) and 29 CFR 1910.179 (US). If a damaged section is severed and removed, the undamaged portion may continue in use — but only if a minimum of two wraps remain on the drum when the load block or boom is at its lowest point.
OSHA Deficiency Categories for Construction Crane Wire Rope
A consistent pattern across published OSHA citations reveals that inspectors trained under general-industry standards (29 CFR 1910.179, US) frequently apply those criteria on construction sites — overlooking the entirely different deficiency classification framework in 29 CFR 1926.1413 (US). The construction crane standard organizes wire rope deficiencies into three categories, each demanding a different response.
Category I covers deficiencies that require immediate determination of whether a safety hazard exists. These include significant distortion of the rope structure (kinking, crushing, unstranding, birdcaging, main-strand displacement, core protrusion), significant corrosion, and electric arc or heat damage from any source. When a competent person identifies a Category I deficiency, operations must stop until that person determines whether continued use constitutes a safety hazard.
Category II addresses measurable degradation thresholds — the broken-wire counts and diameter-reduction percentages discussed in the replacement-criteria section above. When a Category II deficiency is confirmed, the equipment or hoist line must not be used until the wire rope is replaced or the deficiency is corrected. The equipment must be tagged out under 29 CFR 1926.1417(f)(1) (US).
Category III applies specifically to rotation-resistant wire rope and targets core protrusion or other distortion indicating core failure. This triggers immediate removal from service — no further assessment, no monitoring period.
The practical distinction matters because the response protocols differ. A Category I deficiency allows a competent person to evaluate and potentially authorize continued use if the deficiency is localized and non-hazardous. A Category II deficiency is a hard stop — the rope must be replaced. Applying general-industry criteria to construction sites risks treating a Category I condition (which demands immediate assessment) as acceptable, or treating a Category II condition with the leniency appropriate only to general industry’s higher broken-wire thresholds.
Wire Rope Inspection Documentation: What Records Are Required?
In enforcement terms, the inspection record is the inspection. OSHA does not distinguish between a rope that was never inspected and a rope that was inspected but not documented. This makes documentation failures among the easiest violations for an inspector to cite — and among the most common.
Monthly inspection certifications must include the date of the inspection, the signature of the person who performed it, and a rope identifier sufficient to distinguish which rope on which hoist was inspected. These records must be kept on file and readily available — not locked in an office cabinet that requires a supervisor to locate the key. Under 29 CFR 1910.179 (US), monthly records must be retained for at least three months.
Annual comprehensive inspections carry heavier documentation obligations. Under 29 CFR 1926.1413(c)(3) (US), the qualified person must produce a written report covering the full rope length, including normally hidden sections. This report must be retained for at least 12 months. Where deficiencies are identified as non-hazardous but warrant ongoing monitoring — a developing wear pattern, early-stage corrosion, a broken-wire count approaching the threshold — a monitoring log tracks the condition at each subsequent inspection until replacement occurs.
The Fix That Works: Digital inspection records with timestamped photographs of each rope section eliminate the ambiguity that paper records introduce. A photograph of a broken-wire cluster with a caliper in frame, dated and geotagged, is the strongest audit defense available — it proves the inspection happened, proves what was found, and proves the inspector’s measurement methodology.
A consistent failure pattern across published enforcement actions involves facilities that maintain an inspection program on paper — written procedures, assigned personnel, scheduled frequencies — but produce documentation trails with unexplained gaps. Missing months. Unsigned records. Rope identifiers that do not match the equipment inventory. Each gap is a separate potential citation.
Extending Wire Rope Service Life: Maintenance Best Practices
Replacing wire rope is expensive — not just the rope itself, but the crane downtime, the rigger labor, and the production disruption. Sound maintenance practices extend service life without compromising the safety margin, which makes maintenance a cost-avoidance measure, not an optional extra.
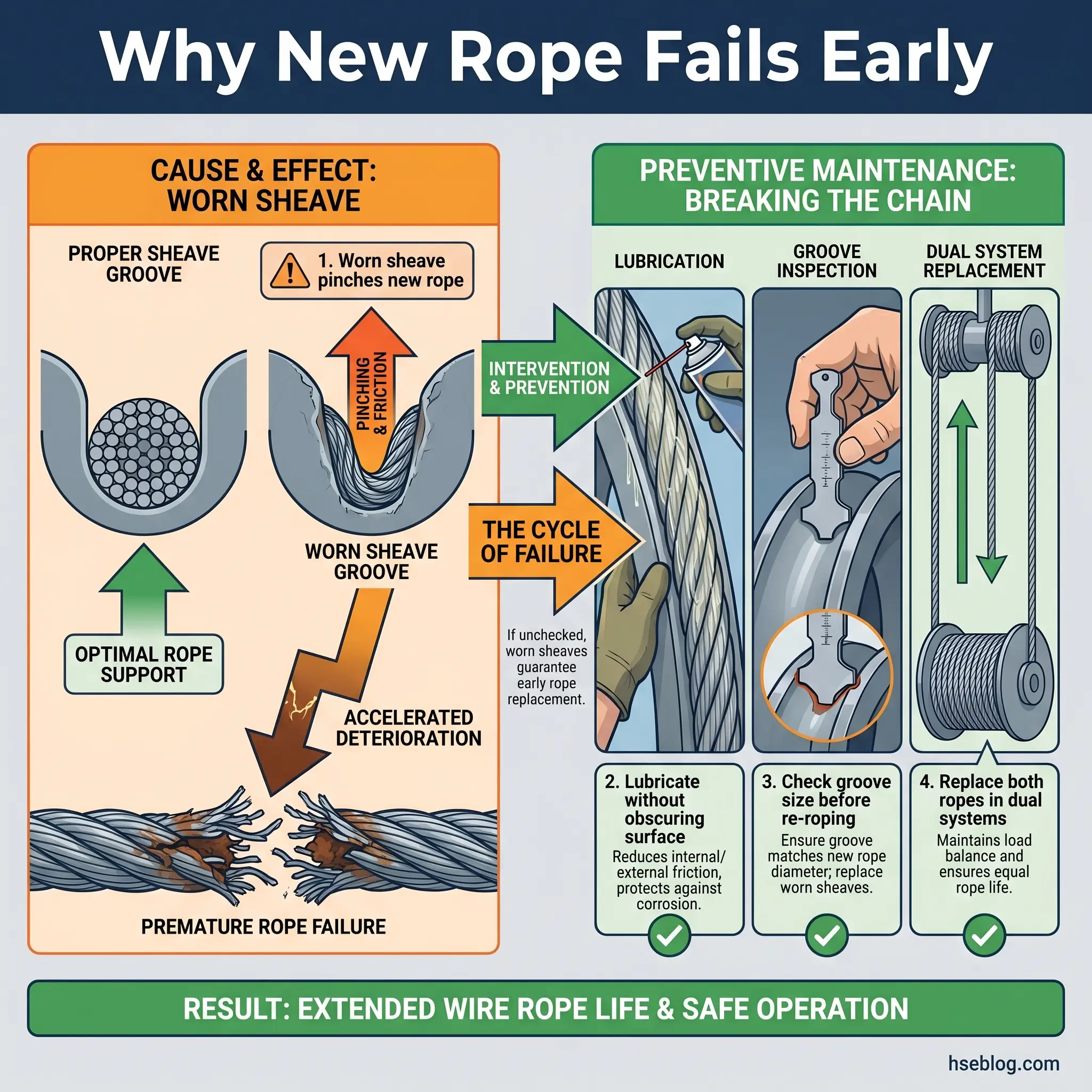
Lubrication is the single most impactful maintenance practice. Wire rope requires regular application of a compatible lubricant — compatible meaning appropriate for the rope construction, the operating environment, and critically, one that does not hinder visual inspection. Manufacturer recommendations govern lubricant type and frequency. New ropes need ample lubrication during the break-in period, when the rope’s internal strands are seating under load and generating friction that accelerates wear.
Proper installation and break-in prevent premature damage that shortens rope life before the first operational lift. The first layer on the drum must be wound tightly and evenly. Correct spooling direction matters — reverse-wound rope on a drum creates crossover points that crush the rope under load. Seizing must remain intact during installation to prevent unstranding.
A frequently observed false economy undermines even the best rope replacement program: facilities replace the wire rope but do not address the sheave or drum condition that caused premature failure. A sheave groove worn to match the old rope’s reduced diameter will pinch and abrade the new rope from its first pass. The new rope inherits the old problem and fails ahead of schedule. Sheave groove inspection with a gauge — checking both size and contour — should be a mandatory step before any new rope is installed.
For dual-rope lifting systems, if one rope must be replaced, both ropes should be replaced simultaneously. A new rope differs from a used rope in diameter and elongation characteristics. Running one new and one used rope on the same drum creates uneven load distribution — the stiffer new rope carries a disproportionate share of the load until it stretches to match, and that initial overloading accelerates its degradation.
Replacement rope must carry a strength rating at least equal to the original manufacturer specification. Substituting a lower-grade rope — even temporarily — violates both OSHA requirements and basic engineering practice.
What Are the Penalties for Wire Rope Inspection Violations?
Wire rope deficiencies occupy a particular position in the enforcement landscape: they are among the easiest violations for an OSHA compliance officer to verify on site. The rope is either within the discard threshold or it is not. The inspection record either exists or it does not. There is no subjective interpretation — no “professional judgment” defense for a rope with 15 broken wires in one lay on an overhead crane. This makes wire rope one of the highest-citation-probability items in any crane inspection.
Under current OSHA penalty levels, effective January 15, 2025, a serious violation carries a maximum penalty of $16,550 per violation (OSHA, 2025). A willful or repeated violation reaches up to $165,514 per violation (OSHA, 2025). Citations routinely stack: a single site visit can generate separate violations for deficient rope condition, missing monthly inspection records, failure to tag out equipment, and failure to have a qualified person conduct the annual comprehensive inspection. Four violations at serious-level penalties approach $66,000 before considering any willful designation.
Beyond the direct penalty, equipment tagged out for wire rope deficiencies stays out of service until the rope is replaced and the deficiency documented as corrected. In operations where crane availability drives production throughput, the downtime cost can exceed the fine by an order of magnitude.
For operations under UK jurisdiction, the Lifting Operations and Lifting Equipment Regulations 1998 (LOLER) requires thorough examination by a competent person every 12 months for cranes and every 6 months for lifting accessories including wire rope slings. Since the 2016 sentencing guideline changes in the UK, fines for LOLER violations are unlimited in Crown Court, and custodial sentences are available for individual duty holders whose failures contribute to serious injury or death.
Jurisdiction Note: US operations are governed by OSHA and ASME standards. UK operations fall under LOLER 1998 and PUWER 1998. International operations — particularly offshore — may be governed by ISO 4309:2017 or flag-state regulations. Determine your applicable jurisdiction before applying any threshold from this article.
Frequently Asked Questions
Conclusion
The industry’s most persistent failure with crane wire rope inspection is not technical — it is conceptual. Too many operations treat rope replacement as a reactive event triggered by visible failure rather than a proactive decision triggered by documented inspection against defined thresholds. That mindset gap is where fatalities concentrate. The rope that drops a load rarely snaps without warning; it deteriorates through broken wires, diameter loss, and internal fatigue that a competent inspection program would have caught — if the program existed, if the inspections were documented, and if the person performing them understood which standard’s thresholds governed their equipment.
The highest-impact change any facility can make is straightforward: confirm which specific standard governs each crane in the fleet, train inspectors to apply that standard’s exact thresholds — not a generalized number borrowed from a different crane type — and enforce the documentation trail as if it were the inspection itself. Because in enforcement terms, it is.
Wire rope does not owe anyone a predictable service life. It degrades at the rate its operating conditions dictate — load cycles, sheave condition, corrosion, heat exposure, and maintenance quality all write the timeline. The inspection program exists to read that timeline before the rope reaches its last chapter.