

A 12,000-liter reactor vessel holding a reactive intermediate at elevated temperature and pressure is not dangerous because it lacks safety instrumented systems. It is dangerous because 12,000 liters of a reactive intermediate exist in one place at elevated temperature and pressure. Every alarm, interlock, and emergency relief device bolted onto that reactor exists to manage consequences that would shrink — or vanish — if the vessel held less material, used a milder chemistry, or operated at atmospheric conditions. That single distinction between removing a hazard and controlling it is the foundation of inherently safer design.
Inherently safer design (ISD) changes how process safety professionals think about risk reduction at the source. In specialty chemical manufacturing, where I’ve spent years reviewing reactor designs, HAZOP nodes, and post-incident timelines, the difference between a plant that designed out its worst-case scenario and one that relies on six layers of add-on protection is not academic — it determines whether a loss-of-containment event is a manageable drip or a catastrophic release. This article covers the four core principles of inherently safer design, practical examples across process industries, how ISD fits into process hazard analysis and regulatory frameworks, and where its limits lie.
What Is Inherently Safer Design in Process Safety?
The concept traces directly to Trevor Kletz, who spent decades arguing that the chemical industry’s instinct to control hazards should be secondary to an older, simpler question: can we avoid the hazard altogether? Inherently safer design means changing the process itself — its materials, inventories, conditions, or complexity — so that the hazard is eliminated or fundamentally reduced, not merely managed by protective systems.
In practical terms, ISD asks whether a facility can use a less toxic raw material, hold a smaller inventory, operate at lower pressure, or simplify piping arrangements so that the worst credible event becomes physically less severe. The American Institute of Chemical Engineers (AIChE) and its Center for Chemical Process Safety (CCPS) have formalized this thinking into a structured framework used across major-hazard industries worldwide.
Field Test: If you removed every alarm, interlock, and emergency procedure from your unit, how bad would the worst-case release be? If the answer terrifies you, ISD has not been applied far enough.
The most powerful window for inherently safer design is early — during concept selection and front-end engineering. Changing a solvent choice on paper costs hours. Changing it after construction costs months and millions. But ISD is not exclusively a greenfield exercise; existing plants revisit it during PHA revalidations, management-of-change reviews, and turnaround planning.
Why Inherently Safer Design Matters More Than Add-On Safeguards
During a HAZOP review on a nitration unit, our team identified a runaway reaction scenario that required three independent protection layers: a high-temperature alarm, an automated quench system, and an emergency relief valve discharging to a scrubber. All three were well-engineered. All three could fail — the alarm through sensor drift, the quench through valve seizure, the relief through fouling. The question nobody had asked in the original design was whether a semi-batch dosing regime could limit the reactive inventory so the runaway energy itself dropped below the threshold where any of those systems mattered.
That is the difference inherently safer design makes. It does not replace protective systems. It reduces the demand placed on them.
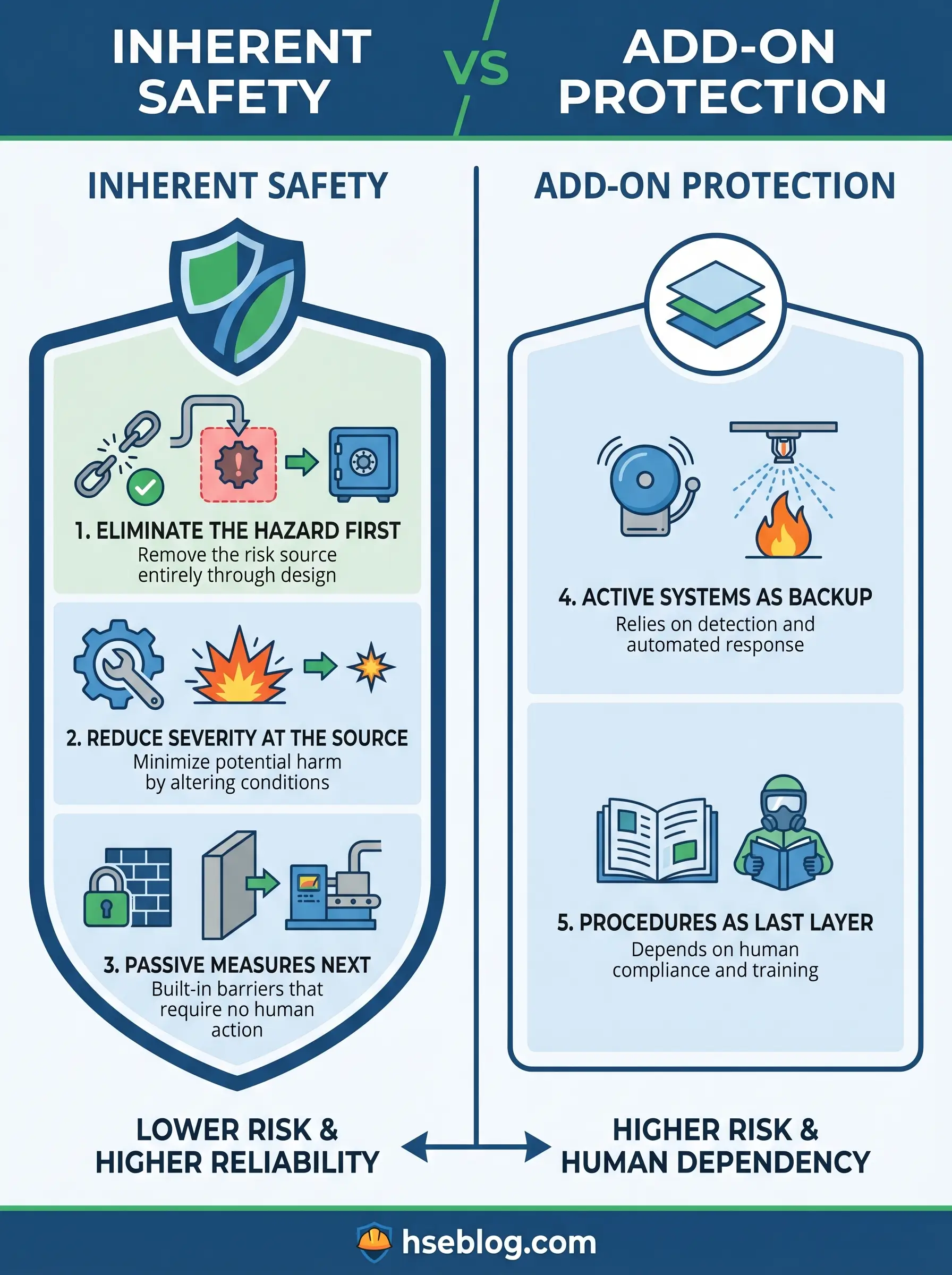
Process safety professionals often reference a hierarchy of risk-reduction measures. OSHA’s hazard prevention and control guidance positions this hierarchy with elimination and substitution at the top. In process safety terms, this hierarchy extends into four distinct layers below ISD:
- Inherent measures remove or reduce the hazard through process design changes. They do not rely on any device or action to function.
- Passive measures reduce consequence without active intervention — dikes, blast walls, fireproofing — but the hazard still exists in full.
- Active measures detect and respond — alarms, interlocks, safety instrumented systems. They require energy, maintenance, and correct calibration.
- Procedural measures depend on human action — permits, emergency response, operating procedures. They are the most vulnerable to error, fatigue, and organizational drift.
Each layer has value. But inherently safer design is the only layer that reduces both the likelihood and the consequence of a release simultaneously, because it changes the source condition rather than adding barriers around it.
The 4 Core Principles of Inherently Safer Design
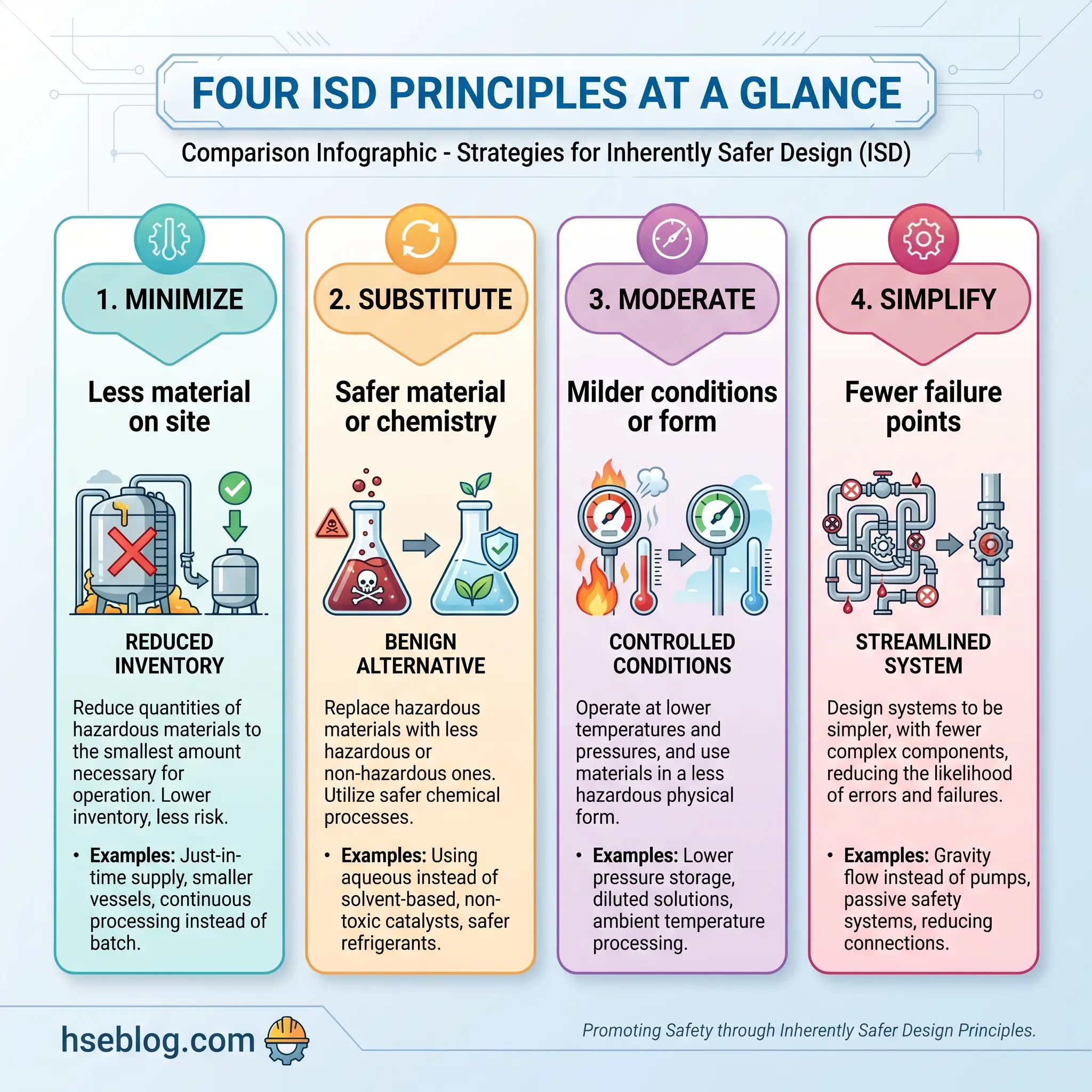
These four principles — minimization, substitution, moderation, and simplification — form the vocabulary used across EPA’s regulatory definitions, CCPS guidance, and HSE expectations. Each targets a different dimension of hazard reduction. In practice, a single design change often invokes more than one principle simultaneously.
Minimization
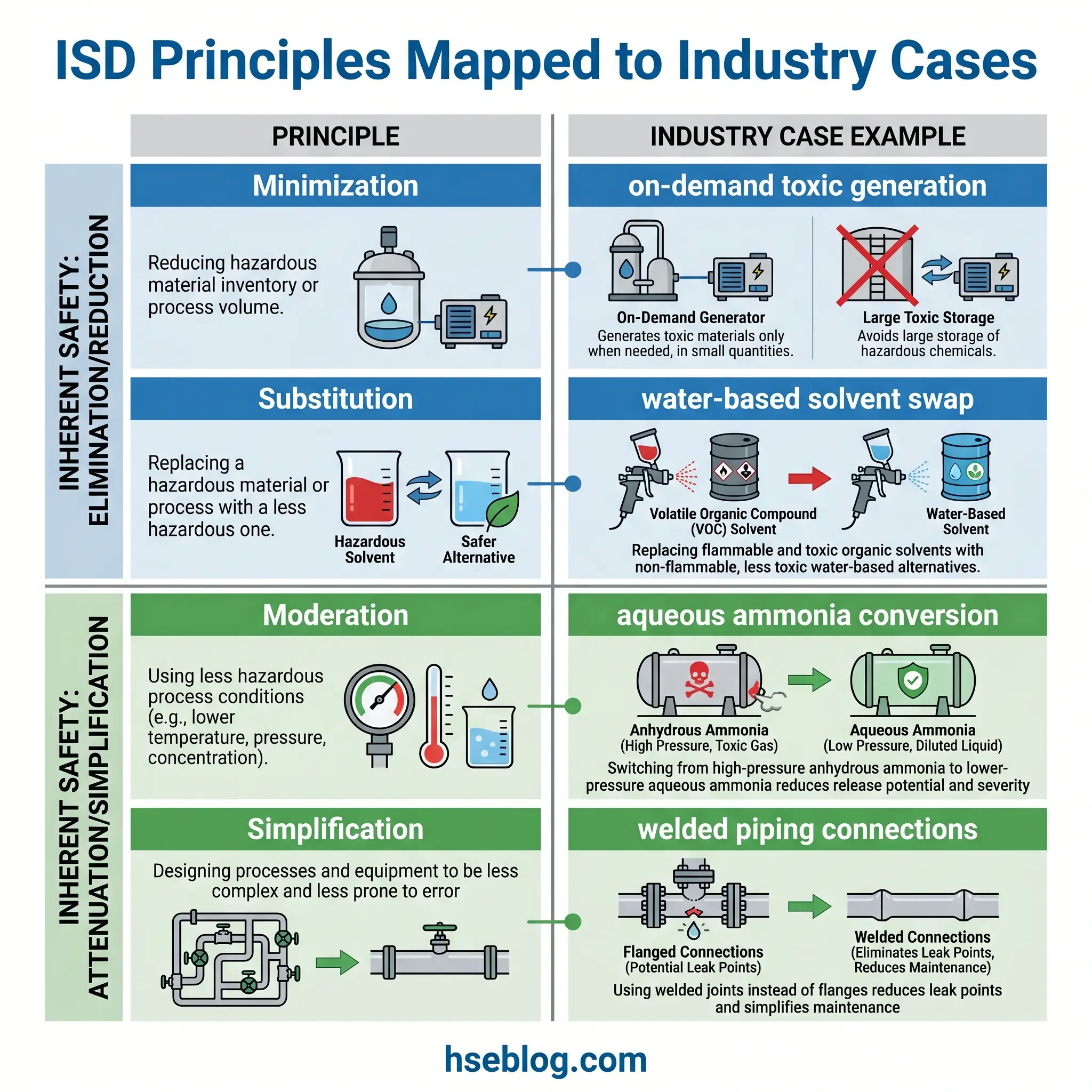
What you don’t have in your plant can’t leak, ignite, or explode. Minimization reduces the quantity of hazardous material present at any point in the process — smaller reactors, shorter residence times, reduced intermediate storage, and just-in-time generation of highly toxic or reactive substances.
On a chlorination unit I supported, the original design specified a 20-tonne chlorine storage facility to buffer supply interruptions. A redesign reduced that to a 2-tonne day tank fed by scheduled deliveries. The worst-case toxic release scenario dropped by an order of magnitude. No new instrumentation was required. The risk reduction came from having less chlorine on site.
Minimization also applies to equipment scale. Microreactors and continuous-flow reactors can achieve the same throughput as large batch vessels while holding a fraction of the reactive inventory at any moment. The hold-up volume — the amount of material physically inside the equipment during operation — becomes the critical design parameter.
Substitution
Substitution replaces a hazardous material, reaction chemistry, or utility medium with a less hazardous alternative. The classic example is replacing a flammable organic solvent with a water-based system where the process chemistry permits it. But substitution demands careful scrutiny: a replacement that reduces toxicity but increases flammability, or one that eliminates a vapor hazard but introduces a dust explosion risk, has transferred the problem rather than solved it.
A colleague in a coatings plant led a project to replace a toluene-based cleaning solvent with a high-flash-point, low-toxicity alternative. The fire risk dropped sharply. But the replacement solvent had a higher viscosity, which increased cleaning cycle times and created a new ergonomic exposure for operators manually scrubbing equipment. Substitution worked — but only after the secondary hazard was identified and addressed through equipment redesign.
Utility substitutions matter as well. Replacing a flammable blanketing gas with nitrogen, or substituting steam tracing for electrical heat tracing in a classified hazardous area, reduces ignition sources through material choice rather than procedural controls.
Moderation
Moderation uses hazardous materials in a less severe form or under less extreme conditions. This includes dilution, lower operating temperatures, lower pressures, and choosing atmospheric-pressure storage over pressurized containment.
The textbook case is ammonia. Anhydrous ammonia stored under pressure presents a massive toxic vapor cloud risk on release. Aqueous ammonia at moderate concentration — while still hazardous — releases far less vapor to atmosphere for the same breach size. Where process requirements allow it, switching to the aqueous form is moderation in action.
Watch For: Moderation decisions that look straightforward on paper but shift risk to another phase of operation. Lower reactor pressure may reduce vessel rupture severity but extend batch cycle times, increasing operator exposure duration. Always evaluate the full operating envelope.
Temperature and pressure choices during early design lock in the inherent hazard level of a unit for its entire operational life. A distillation column designed to operate at atmospheric pressure rather than under vacuum or elevated pressure eliminates an entire category of mechanical integrity concerns.
Simplification
Simpler systems have fewer failure modes, fewer maintenance demands, and fewer opportunities for operator error. Simplification in inherently safer design means reducing unnecessary complexity in equipment, controls, piping arrangements, and operating procedures.
Welded piping connections instead of flanged joints reduce potential leak points. Equipment designed to physically tolerate the full range of credible process deviations — a vessel rated for full vacuum and maximum exotherm pressure rather than relying on relief devices to prevent overpressure — is inherently more forgiving.
I once walked a graduate engineer through two P&IDs for the same unit. The first had 14 control loops, 6 interlocks, and a complex cascade arrangement. The second achieved the same function with 8 control loops, 3 interlocks, and a simpler gravity-fed arrangement that eliminated two pumps. “Which one would you rather operate at 3 a.m. during a thunderstorm?” I asked. The answer was obvious, and so was the inherently safer choice.
Simplification also extends to plant layout. HSE’s guidance on plant layout for COMAH sites specifically links inherent safety to spacing, segregation, and reducing domino-effect pathways. A layout that physically separates incompatible inventories by distance is simpler to manage than one relying on blast walls and detection systems to contain an escalation.
Inherently Safer Design Examples by Principle
Competing resources often list the four principles with one generic example each. The table below connects each principle to specific, recognizable process industry applications — and critically, notes the limitations that prevent ISD from being a universal solution.
| Principle | Example | Hazard Reduced | Limitation |
|---|---|---|---|
| Minimization | On-demand generation of phosgene instead of bulk storage | Toxic release quantity | Requires reliable on-site generation; throughput constraints |
| Minimization | Continuous-flow microreactor replacing large batch vessel | Reactive inventory and runaway energy | Capital cost; not suitable for all chemistries |
| Substitution | Water-based coating solvent replacing toluene-based system | Flammable vapor exposure | May affect product quality or cycle time |
| Substitution | Nitrogen blanketing instead of flammable gas | Ignition source and flammable atmosphere | Asphyxiation risk in confined spaces remains |
| Moderation | Aqueous ammonia replacing anhydrous ammonia | Toxic vapor cloud magnitude | Lower concentration may require larger storage volume |
| Moderation | Atmospheric-pressure storage instead of pressurized vessel | Vessel rupture consequence and mechanical integrity scope | Refrigeration energy cost; larger footprint |
| Simplification | Welded piping replacing flanged connections | Fugitive emissions and leak frequency | Maintenance access becomes harder; cutting required for inspection |
| Simplification | Equipment rated for full deviation range | Dependence on relief devices and interlocks | Higher initial fabrication cost |
Every example in this table has been debated in real design reviews. The “limitation” column exists because inherently safer design is an engineering discipline, not a slogan — every option carries trade-offs that must be evaluated honestly.
What Inherently Safer Design Is Not
This distinction trips up experienced professionals and students alike. Several measures commonly cited as “inherently safer” are actually passive or active controls — valuable, but fundamentally different.
- A containment dike around a tank farm reduces the area affected by a spill. It does not reduce the quantity of material that can spill. That is passive mitigation, not inherent safety.
- A safety instrumented system that shuts a valve on high pressure prevents overpressure from reaching a vessel’s rupture point. The overpressure source still exists. That is an active safeguard.
- A permit-to-work system for hot work in a hazardous area controls ignition sources through human compliance. The flammable atmosphere remains. That is a procedural measure.
- A blast wall between two units limits escalation. The explosion energy on either side of the wall is unchanged. That is passive protection.
None of these are wrong. A well-designed plant uses all of these layers. But calling them “inherently safer” misrepresents what the concept means and weakens decision-making during PHA reviews. True inherently safer design changes the source condition: less material, different material, milder conditions, simpler arrangement.
Audit Point: During your next PHA revalidation, check whether recommendations labeled “inherent” actually eliminate or reduce the hazard — or whether they add another barrier around an unchanged hazard. Mislabeling erodes the value of the hierarchy.
How to Apply Inherently Safer Design in a PHA or Design Review
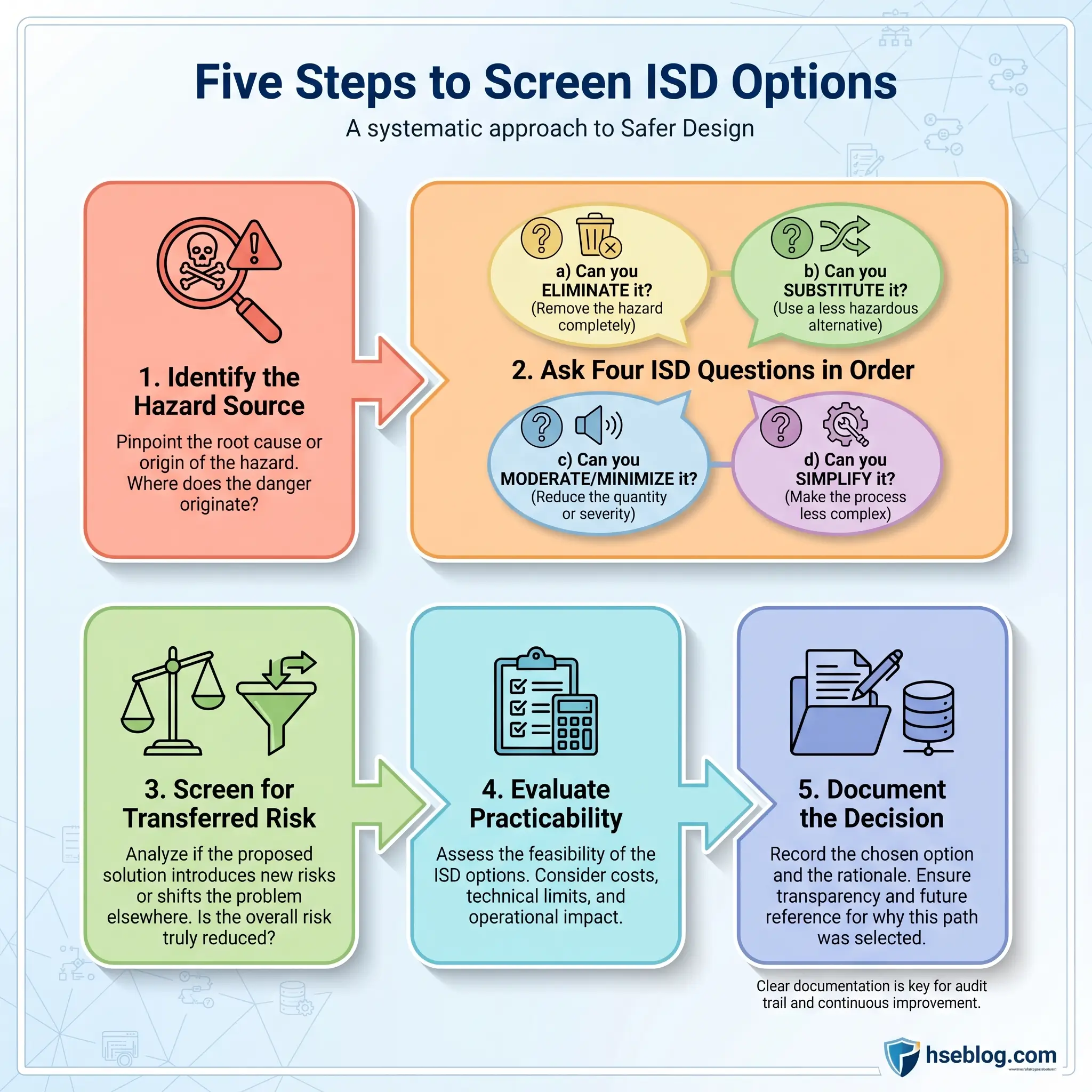
ISD does not happen by accident. It requires a structured team effort, ideally integrated into process hazard analysis from the earliest design stage. OSHA’s PSM guidance recognizes inherently safer approaches as potential safeguards identified through PHAs. The following workflow reflects how effective teams screen ISD options:
- Identify the hazard source. Before jumping to controls, name the material, the quantity, the condition, or the complexity creating the hazard. A HAZOP deviation or “what-if” scenario should trace back to a physical source.
- Ask the four ISD questions in order. Can we use less of it? Can we use something else? Can we use it in a milder form or under milder conditions? Can we simplify the system handling it? Each question targets a different principle and may yield different options.
- Screen for transferred risk. Every ISD option must be checked for secondary hazards. Substitution that trades toxicity for flammability has not reduced overall risk. The screening must involve operations, maintenance, and process engineering perspectives — not just the safety team.
- Evaluate practicability. Not every ISD option is feasible. Cost, product quality, throughput, regulatory constraints, and retrofit complexity all factor in. Under 40 CFR 68.67(h), facilities that do not implement a feasible inherently safer measure must document practicability reasons. This is not optional paperwork — it is auditable.
- Document the decision. Whether the team adopts or rejects an ISD option, the rationale must be recorded in the PHA documentation. This creates a defensible record for regulatory review, management of change, and future revalidations.
During a revalidation on an aging alkylation unit, our team applied this workflow and identified that a catalyst change could eliminate the need for large-volume hydrofluoric acid inventory — a minimization and substitution combination. The retrofit was expensive. But the documented analysis showed that the risk reduction justified the capital, and the facility proceeded. That decision started at step one: naming HF inventory as the hazard source, not the relief valve protecting the reactor.
How Regulations and Guidance Treat Inherently Safer Design
Regulatory treatment of inherently safer design has sharpened considerably in recent years. This section summarizes the key frameworks — it is not legal advice, but process safety professionals need to know where ISD sits in enforceable language.
EPA Risk Management Program (40 CFR Part 68) now defines “inherently safer technology or design” explicitly, using the four-category vocabulary: minimize, substitute, moderate, simplify. Under 40 CFR 68.67(c)(9), certain Program 3 covered processes must consider and document safer technology and alternatives analysis (STAA), following an order of preference that begins with inherently safer technology or design. For specified refinery and chemical-sector processes, 40 CFR 68.67(h) goes further: facilities must implement at least one passive measure, an inherently safer technology or design option, or an equivalent combination of active and procedural measures — with practicability documentation for options not implemented. EPA’s 2024 RMP final rule strengthened these STAA provisions, and EPA’s January 2026 fact sheet confirms these revisions remain a live compliance issue for regulated facilities.
OSHA’s PSM guidance recognizes that PHA safeguards may include inherently safer or passive approaches alongside engineering and administrative controls. While OSHA does not mandate a formal STAA, placing ISD options inside PHA recommendations aligns with the hierarchy of controls and strengthens the quality of safeguard analysis.
Under the COMAH framework, HSE expects inherently safer design to be considered at the design stage and reflected in safety reports. HSE’s plant layout guidance links inherent safety to inventory reduction, substitution, attenuation, simpler systems, and domino-effect reduction through spacing. For operators preparing COMAH safety reports, demonstrating that ISD was considered — and explaining why specific options were or were not adopted — is a regulatory expectation, not a best-practice suggestion.
The Fix That Works: When preparing STAA documentation, use EPA’s own four-category vocabulary. Framing your analysis around “minimize, substitute, moderate, simplify” directly mirrors the regulatory definition and streamlines auditor review.
What Are the Limits of Inherently Safer Design?
Engineering realism demands acknowledging that ISD cannot eliminate every hazard. Some processes require highly toxic or reactive materials because no viable substitute exists. Some facilities cannot retrofit a continuous-flow system into a plant built around batch reactors without a full rebuild. And some ISD options that reduce one risk category introduce another.
The 2008 explosion at the Bayer CropScience facility in Institute, West Virginia — which killed two workers and injured eight — became a landmark case for the Chemical Safety Board (CSB) in advocating for inherently safer alternatives to large methyl isocyanate (MIC) inventories. The CSB investigation highlighted that the facility stored far more MIC than operationally necessary. But the broader lesson was equally important: even after reducing inventory, residual risk from the remaining MIC required robust active and procedural safeguards. ISD reduced the scale of the hazard; it did not make the plant risk-free.
Existing plants face the steepest constraints. Greenfield design allows ISD principles to shape the entire facility from concept through commissioning. Brownfield retrofits must work within existing plot plans, utility systems, and regulatory timelines. The cost-benefit calculus changes, but the obligation to consider ISD does not.
The honest position is this: inherently safer design is the most powerful first step in risk reduction. It is not the only step. Every facility still needs its passive barriers, active safeguards, and well-trained operators. What ISD changes is how much those downstream layers are asked to do.
Frequently Asked Questions About Inherently Safer Design
Conclusion
The chemical and process industries have spent decades adding layers of protection — more interlocks, more alarms, more procedures, more emergency systems. Much of that engineering is excellent. But the recurring lesson from major incidents, from Bhopal to Institute to countless near-misses that never made the news, is that the most reliable protection layer is the one that was never needed because the hazard was designed out at the source.
Inherently safer design is not a guarantee of a risk-free plant. It is a discipline that forces design teams to confront the most uncomfortable question in process safety: does this hazard need to exist at this scale, in this form, under these conditions? When the answer is no, and the team acts on it, every downstream safeguard becomes more effective because it is protecting against a smaller, more manageable residual risk.
The facilities I trust most are not the ones with the thickest safety manuals or the most sophisticated instrumented systems. They are the ones where someone, early in the design process, asked whether the 12,000-liter reactor really needed to be 12,000 liters — and had the engineering rigor and organizational courage to act on the answer.