

TL;DR — The Numbers That Define This Hazard
- < 30 psi dead-end static pressure — the OSHA cleaning limit under 29 CFR 1910.242(b), measured when the nozzle is blocked, not at line pressure.
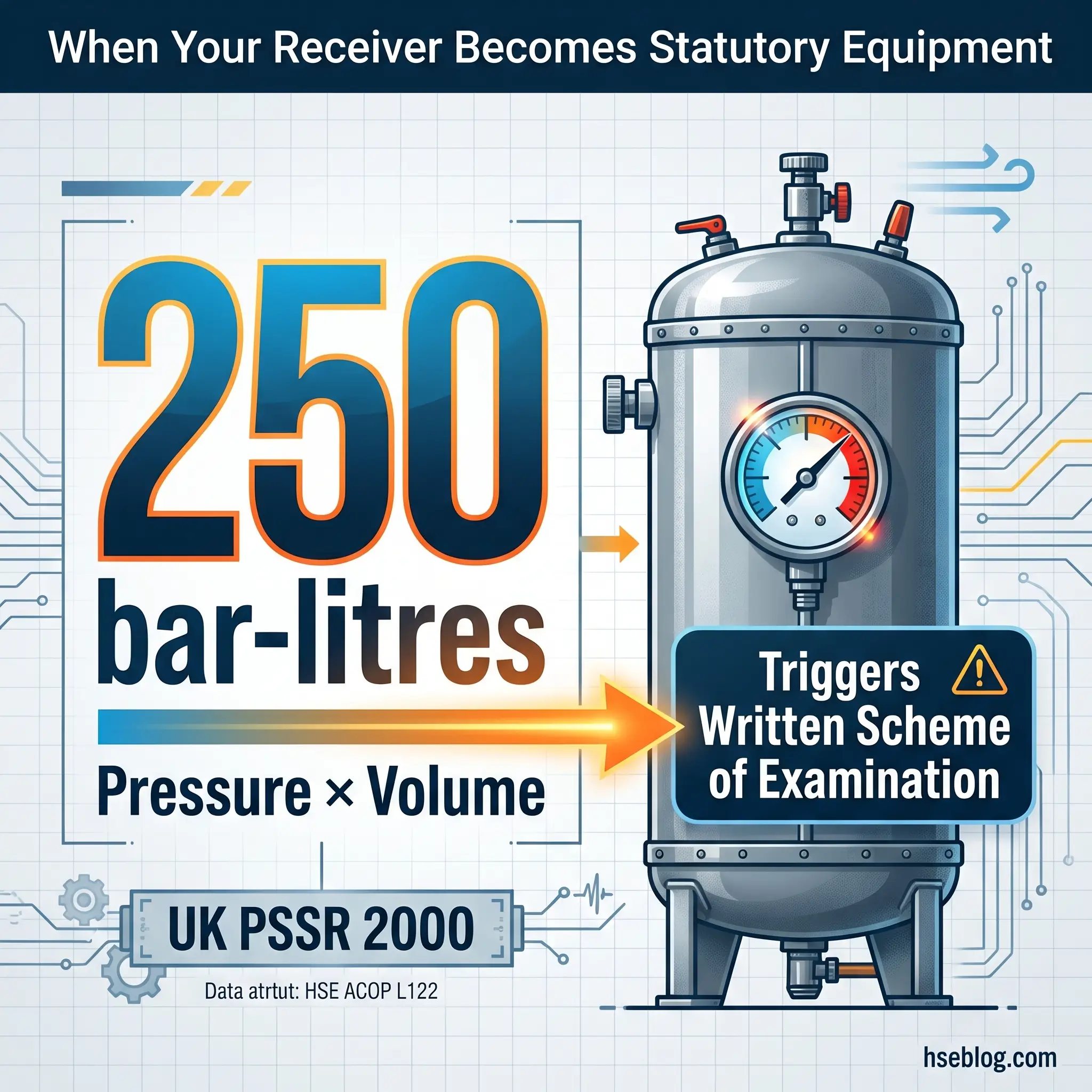
- 250 bar-litres — the stored-energy threshold above which a UK compressed-air system requires a Written Scheme of Examination under PSSR 2000 (HSE ACOP L122).
- CO ≤ 10 ppm — the maximum carbon monoxide content for breathing air under CGA G-7.1-2018 Grade D, referenced by 29 CFR 1910.134(i).
- 53+ peer-reviewed cases — compressed-air rectal and colonic perforations documented through 2020, including injuries from nozzles held 15 cm away, over clothing (NCBI/PMC, 2024).
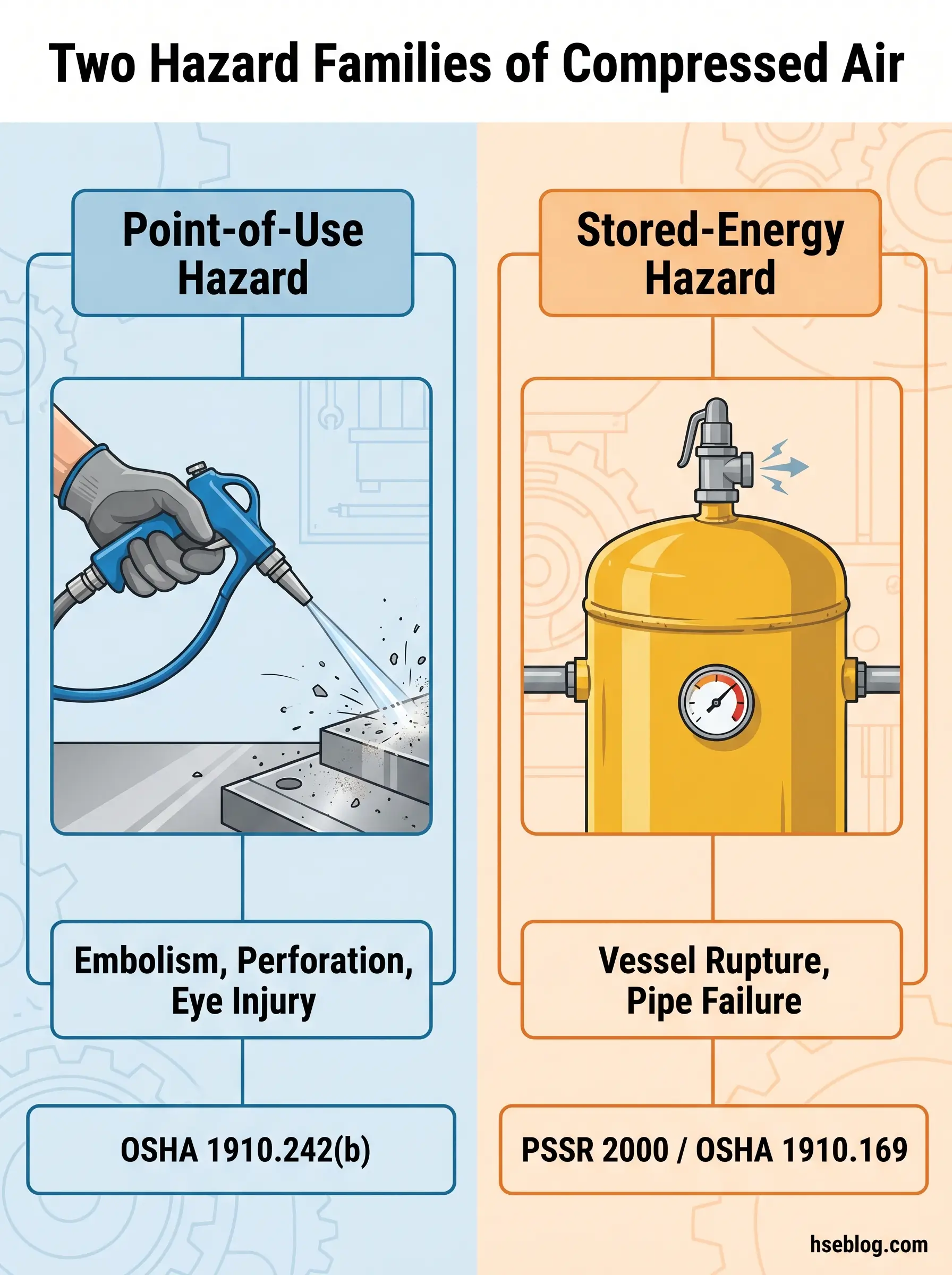
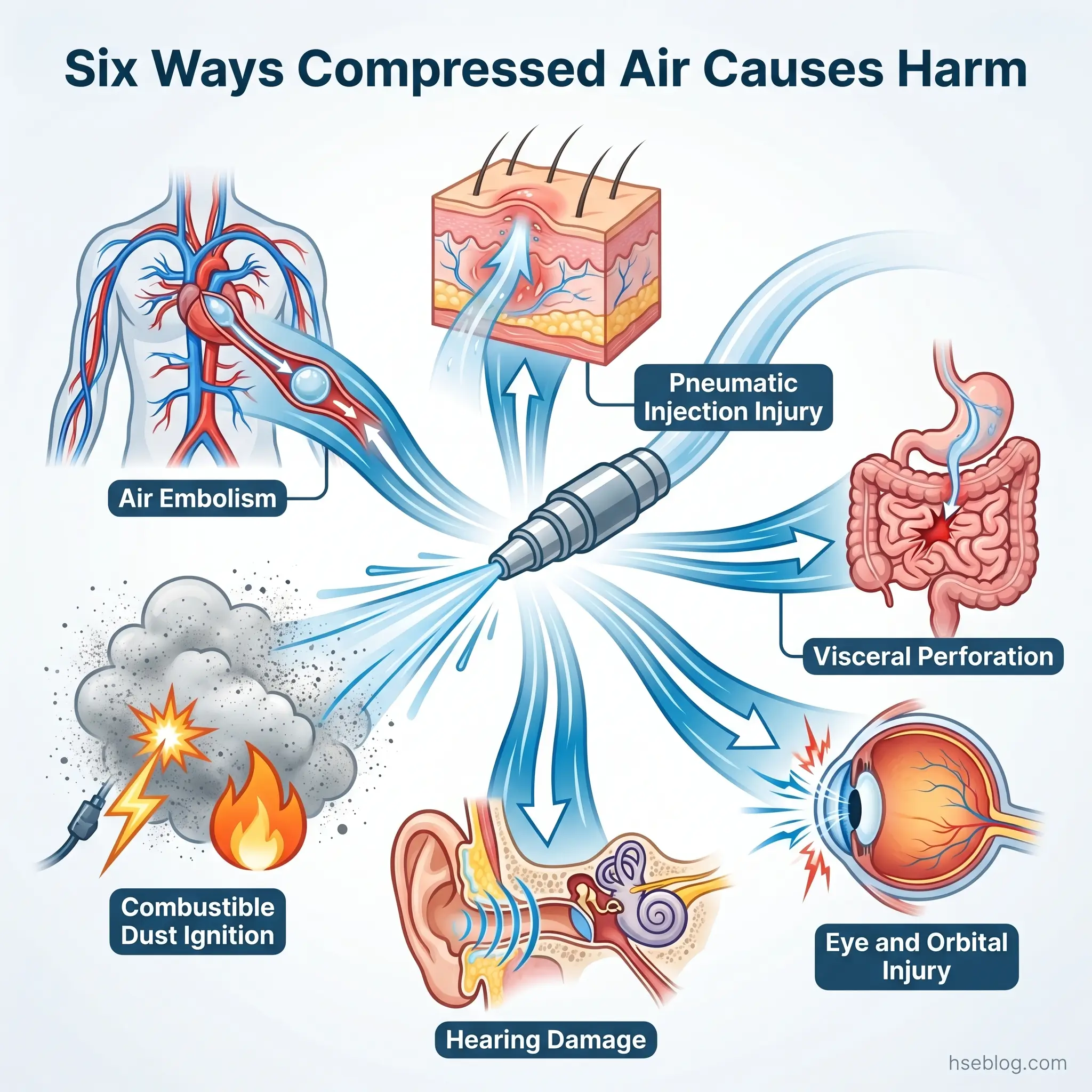
Compressed air kills through four distinct mechanisms — air embolism into the bloodstream, visceral perforation, carbon monoxide poisoning of supplied-air respirators, and catastrophic vessel rupture. The OSHA cleaning limit of 30 psi dead-end static pressure addresses only the first family; stored-energy and breathing-air contamination demand separate regulatory controls under 1910.169 and 1910.134(i).
A peer-reviewed case series published in 2024 (NCBI/PMC) catalogued 53 medically reported instances of rectal and colonic perforations caused by industrial compressed air through 2020 — several occurring with the nozzle held 15 centimetres from the body, over clothing. The same literature documents arterial gas embolism cases where compressed air entered the bloodstream through skin breaks the size of a needle puncture. The recurring detail across these reports is unsettling: the user was almost always trained, almost always experienced, almost always doing what they had done a thousand times before.
That pattern is what makes compressed air safety hazards a category problem rather than a worker-behaviour problem. Air at line pressure carries enough stored energy to kill, the regulations governing it are scattered across pressure-systems law, breathing-air standards, and substance-specific overlays, and every multinational site eventually discovers that its US procedure does not survive contact with Canadian or European thresholds. This article walks through the hazard mechanisms, the regulatory landscape across jurisdictions, the controls that actually work, and the audit failures that keep showing up regardless of company size.
Why Compressed Air Belongs on Every Site’s Top-Risk Register
Compressed air is treated on most sites as the fourth utility — alongside electricity, gas, and water — and that familiarity is precisely the cultural problem. Workers will not casually walk past a 415-volt panel, but they will routinely hold a compressed-air gun at chest height to dust off their overalls. The ranking of hazard respect rarely matches the ranking of actual harm potential.
There are two hazard families, and most published material on the dangers of compressed air treats only the first. The point-of-use hazard is the air leaving the nozzle, hose, or pneumatic tool — the family that drives the OSHA 30 psi cleaning rule and the case literature on embolism and perforation. The stored-energy hazard is the receiver, distribution pipework, and pressure envelope as a whole — the family that drives PSSR 2000 in the UK and 29 CFR 1910.169 in the US.
A 50-litre receiver charged to 7 bar holds 350 bar-litres of stored energy. That is the same order of magnitude as the threshold (250 bar-litres) that triggers a statutory Written Scheme of Examination under UK pressure-systems law. The same vessel that sits unremarkably in a workshop corner is, in regulatory terms, treated as a hazardous installation. A pattern that recurs across audits: sites have a robust LOTO programme for electrical isolation, but no equivalent procedure for residual pneumatic energy. Pneumatic isolation and bleed-down is consistently the weaker leg of energy control, and it is often the leg that fails first.
What Compressed Air Actually Does to the Human Body
The injury mechanisms are not equivalent — they differ in route of entry, target tissue, and dose-response — so the inventory is grouped rather than flat-listed.
Air embolism through skin penetration. Compressed air entering the bloodstream through a small skin break or body opening can travel as a gas bubble into arterial circulation. An arterial gas embolism can occlude perfusion to the brain or coronary arteries; outcomes depend on bubble size, location, and dwell time. The dose-response is poorly characterised in controlled human studies for ethical reasons, but the case-report record is unambiguous: punctures from compressed air at industrial line pressures (7–10 bar) have produced strokes and fatalities.
Pneumatic injection injury. When compressed air is directed at a small skin defect, it can drive surface debris, oil, or solvent under the skin into deep tissue planes. The presenting wound is often deceptively small — a pinprick — while the underlying damage extends along fascial planes. Surgical literature describes cases requiring extensive debridement, and outcomes worsen sharply when initial presentation is treated as a superficial puncture.
Visceral perforation. The 2024 NCBI/PMC case-series review identified 53 accurately reported cases of rectal and colonic injury from compressed air in the medical literature through 2020, including injuries where the nozzle was held 15 cm away from the body, over clothing. Mechanism: the gas column expands rapidly inside the colon, exceeding the rupture pressure of the bowel wall. Mortality in the published series is non-trivial.
Eye and orbital injury. Two distinct mechanisms — particle ejection (a chip of metal, a fleck of paint) and direct pressure causing palpebral, orbital, facial, and in published cases mediastinal emphysema. The eye and orbit are unforgiving targets; injuries documented in BMC Ophthalmology case series include permanent vision loss from particles smaller than 1 mm.
Hearing damage. Pneumatic tools and unmuffled exhaust ports commonly generate 100–130 dB sound pressure levels at the operator’s ear. Both peak impulse and time-weighted exposure damage the cochlea; the impulse component is often missed by sites that monitor only continuous noise.
Combustible dust ignition. Using compressed air to clean dust off surfaces aerosolises that dust into the explosive concentration band. The Ontario Fire Code and NFPA combustible-dust guidance both treat this as a high-risk practice. Where dust is the primary hazard, compressed air for cleaning is the wrong tool category — vacuum or wet methods belong here.
A consistent pattern across published incident reports: the user is almost always described as experienced. The injury mechanism does not care about competence with the tool — it cares about the geometry of where the nozzle was pointed and the dwell time at release. This is why “experience” is the wrong control. Engineering controls that prevent the geometry are the right control.
Why Even “Low” Pressure Can Cause Fatal Injuries
A persistent misconception is that 30 psi or below is inherently safe. The OSHA 30 psi cleaning limit is a cleaning-application threshold, not a no-injury threshold. Documented arterial gas embolism cases exist from very modest pressure differentials — including a published case of arterial gas embolism in a swimmer surfacing from 1.2 metres of fresh water (a differential pressure equivalent to roughly 1.7 psi). The lesson is geometric, not numeric: pressure alone does not tell you the risk. The variables that matter are dwell time, target tissue, geometry of nozzle to body, and whether a body opening or skin defect provides a route of gas entry.
The often-cited industry rules of thumb — that 12 psi can blow an eye from its socket, or that 5 psi can rupture the oesophagus — appear widely in safety literature. I have not located a primary controlled-experimental source for either figure, and they should be treated as field rules of thumb attributed to industry safety guidance rather than as cited clinical fact. The case literature is clear enough on its own: low pressure with the wrong geometry is fatal.
What Does OSHA Say About Compressed Air for Cleaning?
OSHA 29 CFR 1910.242(b) requires that compressed air used for cleaning be reduced to less than 30 psi dead-end static pressure, with effective chip guarding and personal protective equipment in place. The most-misread word in that sentence is “reduced.” Reduced where, exactly?
The clarifying interpretation is in OSHA STD 01-13-001 and a 1994 letter of interpretation. The 30 psi limit refers to static pressure when the nozzle is dead-ended — that is, when the nozzle outlet is blocked against an object such as skin, a workpiece, or a glove. Dynamic flow pressure, while air is freely flowing, may be considerably higher provided the dead-end static pressure cannot exceed 30 psi. This is the engineering principle behind compliant safety nozzles: a side-port relief design dumps air to atmosphere when the main outlet is occluded, capping the dead-end pressure regardless of upstream line pressure.
Two compliant configurations follow from this. The first is to drop downstream supply pressure below 30 psi using a regulator — simple, but it limits useful airflow. The second is to use a properly designed safety nozzle on a higher-pressure line, where the nozzle’s relief geometry guarantees that dead-end static pressure stays below 30 psi. Both are compliant; the second is operationally more useful for most cleaning tasks.
A frequent misreading among site engineers is that the 30 psi limit applies to line pressure rather than dead-end static pressure. The result is over-engineered solutions — turning down the entire compressor — when a properly specified nozzle would have done it. Get this distinction right and the rest of the cleaning programme falls into place.
Two further points are worth flagging. First, “effective chip guarding” and PPE are not optional add-ons to the rule — they are part of the same standard. An OSHA letter of interpretation has confirmed that chip guards are required even where residue is tightly adhered and the user judges ejection unlikely. Second, OSHA’s substance-specific standards — beryllium (1910.1024), respirable crystalline silica (1910.1053) — restrict compressed air for cleaning entirely where those exposures are present, regardless of pressure. The cleaning-pressure rule does not create a route around the substance rule.
A note on vendor language: claims that a nozzle is “OSHA-approved” are not legitimate. OSHA does not approve equipment. A nozzle either meets the dead-end pressure requirement of 1910.242(b) when installed on a specific line, or it does not — and that has to be verified in service. The regulatory text is available directly via OSHA’s 1910.242(b) standard page.
The Stored-Energy Hazard: Pressure Vessels, Receivers, and Catastrophic Failure
Stored energy in a compressed-air system is pressure multiplied by volume. The convenient unit in UK pressure-systems law is bar-litres: a 50-litre receiver at 11 bar holds 550 bar-litres. The Pressure Systems Safety Regulations 2000 set a 250 bar-litre threshold for compressed-air systems above which the system falls under the full duty regime — meaning a Written Scheme of Examination prepared or certified by a competent person is mandatory, and the user (for installed systems) or owner (for mobile systems) cannot lawfully operate the system without a current WSE in place. The revised third edition of HSE ACOP L122 has moved the applicability decision tree to the front of the document, added a new appendix on small pressure vessels in schools, and removed the outdated legal-background section — although the underlying SI 2000/128 text is unchanged.
In the US, OSHA 29 CFR 1910.169 sets the baseline equipment requirements for air receivers: an ASME-coded receiver, a drain valve at the lowest point of the receiver to remove condensate, an indicating pressure gauge, and one or more spring-loaded safety valves with sufficient relieving capacity to prevent the pressure exceeding 110 percent of the maximum allowable working pressure. There must be no intervening valve between the receiver and the safety valve. This last requirement is one of the more consistently violated provisions on older sites, where a maintenance team has at some point added an isolation valve “for convenience” — and inadvertently removed the over-pressure protection.
Failure modes worth understanding:
- Corrosion-driven shell rupture — undrained condensate accumulates at the receiver’s lowest point and progressively thins the shell from the inside. The drain test is the canary for this whole failure mode.
- Safety valve seizure — a spring-loaded valve that has never been function-tested may have seized closed. In a 7-bar receiver, this converts the safety valve from a control to a decorative fitting.
- Isolation valve installed between receiver and safety valve — typically a maintenance-era addition; defeats the regulatory architecture entirely.
- Plastic distribution pipe — PVC is not rated for compressed-air service. Its failure mode under the cyclic loads of compressor duty is brittle fragmentation, not ductile leak. Oregon OSHA and authoritative compressed-air guidance prohibit it; the recurring near-miss pattern is plastic pipe added to extend a system without engineering review.
The most common stored-energy failure pattern in audits is not vessel rupture itself — it is a safety valve that has never been function-tested and a drain that has never been opened. Both are symptomatic of a “set and forget” mindset that treats the receiver as plumbing rather than as statutory pressure equipment. The full applicability rules and competent-person guidance sit in HSE’s revised ACOP L122.
Compressed Air for Breathing: A Different Class of Risk
General compressed-air safety articles rarely address supplied-air respirators, but it is the application where contaminated compressed air kills people most directly. The fatal mechanism is documented in NIOSH Fatality Assessment and Control Evaluation Program In-house Report 91-31: an overheated diesel-fueled compressor with inoperable safety relays produced carbon monoxide, which entered the supplied-air line, which fed the hood of a sandblaster who could not detect the contamination and continued to breathe.
There are two contamination routes. The first is compressor intake placement — the intake draws ambient air, and ambient air near a vehicle exhaust, generator, or HVAC discharge contains carbon monoxide. The second is the compressor itself: oil-lubricated compressors can produce CO from partial oxidation of lubricating oil if internal temperatures rise, particularly when cooling is impaired or maintenance has slipped.
The standards governing breathing air sit on top of these mechanisms:
- OSHA 29 CFR 1910.134(i) — breathing air must meet at minimum the Compressed Gas Association G-7.1 Grade D specification. Oil-lubricated compressors require either a high-temperature alarm or a carbon monoxide alarm, or both. SCBA cylinder air must have a dew point of −50°F or lower at one atmosphere. An OSHA 2023 letter of interpretation confirmed that employers using the updated CGA G-7.1-2018 standard rather than the 1989 edition referenced in the rule will be treated as a de minimis condition under the Field Operations Manual, provided the newer edition is at least as protective.
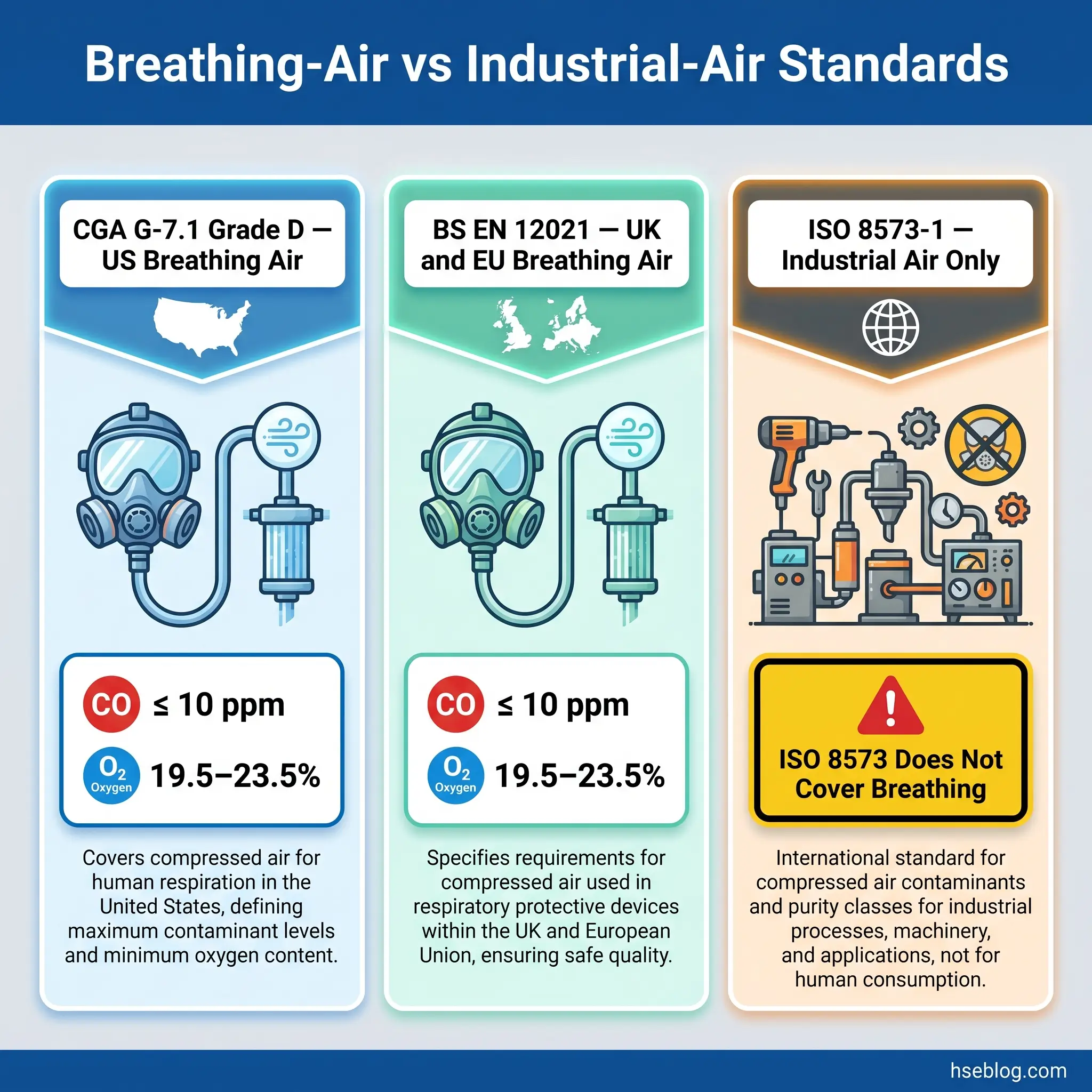
- CGA G-7.1-2018 Grade D — carbon monoxide ≤ 10 ppm, carbon dioxide ≤ 1,000 ppm, condensed hydrocarbons (oil mist) ≤ 5 mg/m³, oxygen 19.5–23.5 percent.
- BS EN 12021:2014 (UK and EU) — the equivalent breathing-air standard, with limits on oxygen, CO, CO₂, water content, oil, and freedom from taste and odour.
- ISO 8573-1:2010 — the industrial purity classification used to specify air for processes such as food, pharmaceutical, and electronics manufacturing. It explicitly does not cover breathable-air requirements. Procuring “ISO 8573-1 Class 1” air for a respirator does not satisfy the breathing-air rule.
Sites running supplied-air respirators often have rigorous fit-testing programmes and almost no programme rigour around the air feeding the respirator. The fit test is downstream of the actual hazard. Periodic Grade D or EN 12021 analytical testing on a defensible interval, combined with a working CO monitor at the manifold and high-temperature shutdown on the compressor, is what closes the gap. The full NIOSH FACE 91-31 investigation report remains the definitive case reference for this fatality mechanism.
How Pressure-Cleaning Rules Differ Across Jurisdictions
Cleaning-pressure thresholds do not converge across jurisdictions. A multinational employer that designs to the most permissive rule will fail audit on its more strictly regulated sites. The design principle is the strictest applicable threshold for the location, not the lowest common denominator.
| Jurisdiction | Maximum Cleaning Pressure | Source |
|---|---|---|
| United States | < 30 psi dead-end static pressure | OSHA 29 CFR 1910.242(b) |
| Quebec, Canada | ≤ 200 kPa (~ 29 psi), unless inside a specially designed enclosure | Quebec OHS Regulations |
| Canada (federal, BC, NB, NWT, Nunavut, Yukon) | ≤ 10 psi (~ 69 kPa) at the nozzle | CCOHS jurisdictional summary |
| Alberta, NL, PEI, Saskatchewan | Directing compressed air at clothing or persons prohibited | Provincial OHS regulations |
| United Kingdom | No specific psi limit; HSG39 advises against cleaning clothing; PSSR governs the system | HSE HSG39 + PSSR 2000 |
Substance-specific overlays sit on top of these baselines. Asbestos-disturbing work prohibits compressed-air cleaning across most Canadian jurisdictions. Respirable crystalline silica work in BC restricts it. Lead work in BC restricts it. Combustible-dust environments under the Ontario Fire Code restrict it.
Jurisdiction Note: Multi-site employers default to the OSHA 30 psi number even on Canadian sites where 10 psi is the legal ceiling. The audit failure pattern is predictable — a site inheriting US headquarters procedures that name 30 psi when the legal threshold for that location is one-third of that. Jurisdiction-by-jurisdiction guidance is summarised in CCOHS guidance on cleaning with compressed air.
Engineering Controls That Actually Reduce the Hazard
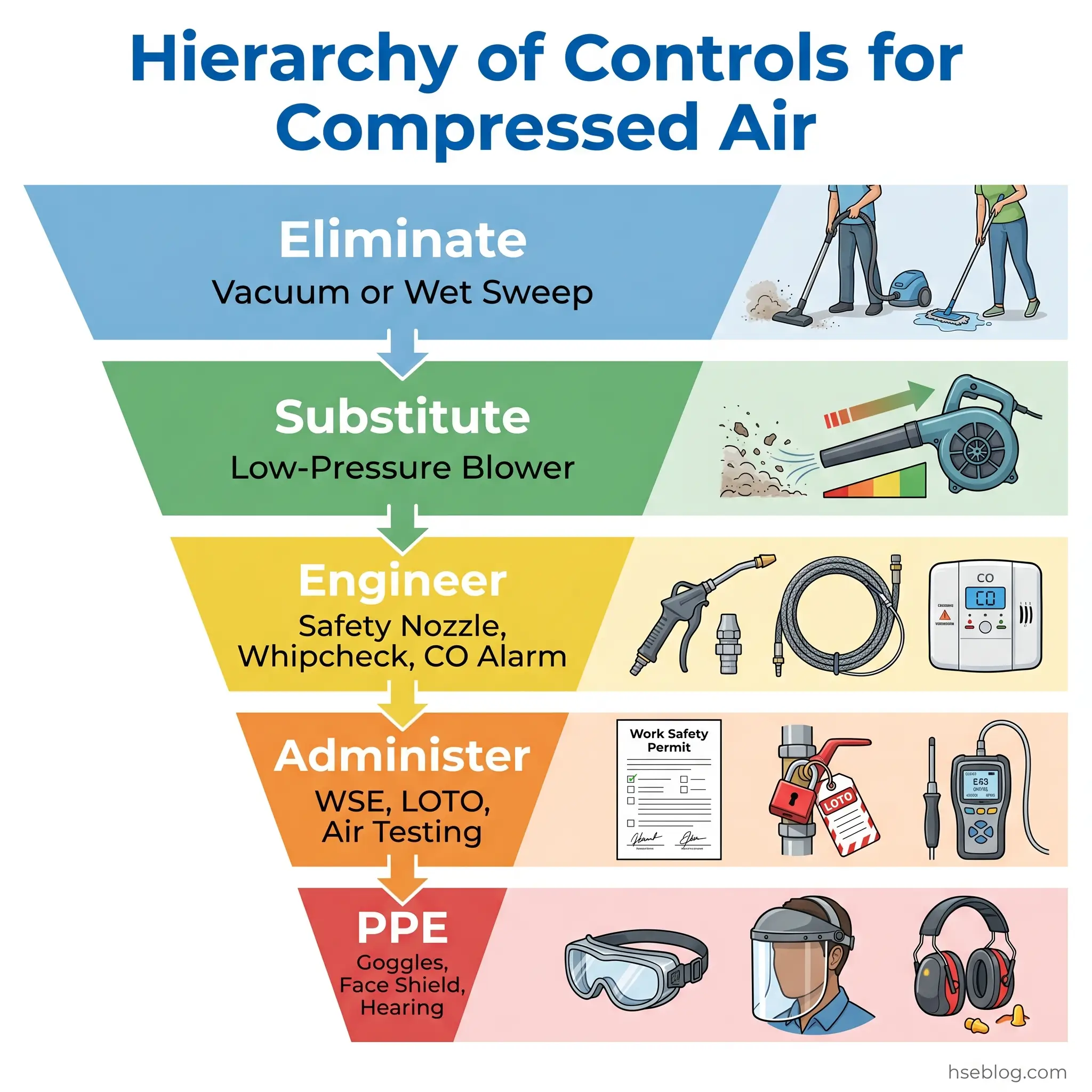
OSHA 1910.242(b), PSSR 2000, and the breathing-air standards all assume engineered controls below them. Building those controls means working through the hierarchy of controls applied to this specific hazard, not invoking the hierarchy as a slogan.
Eliminate. The cleaning use case is often eliminable. Vacuum systems, mechanical brushes, and wet-sweeping methods do the same job without the hazard. In combustible-dust environments — bakeries, metal-fabrication shops, woodworking facilities — elimination is not optional; it is mandated by the dust-handling regime.
Substitute. Where high-volume air movement is genuinely required, low-pressure engineered blower systems substitute for high-pressure compressed-air guns. A 0.3 bar blower delivering high CFM achieves the operational outcome without creating the embolism or perforation hazard.
Engineer. This is the layer where most compressed-air programmes should be doing more.
- Properly sized regulator and pressure relief on every drop, with the relief set below the downstream component’s rated pressure.
- Compliant safety nozzles with side-port relief geometry, verified to keep dead-end static pressure below the applicable jurisdictional limit on the actual line they are installed on.
- Chip guards or curtains at every cleaning station — a cheap engineered control that catches the variable an SOP cannot.
- Hose whip restraints (whipchecks) at every coupling — a low-cost component that prevents one of the more frequent severe injury types from a hose failure.
- Engineered hose-end fittings with positive retention rather than slip-on connections.
- Audible and visual carbon monoxide and dew-point monitoring on breathing-air systems, with high-temperature shutdown on the compressor.
Administer. A current Written Scheme of Examination under PSSR or documented periodic inspection of an ASME-coded receiver. An analytical breathing-air testing schedule. Lockout/tagout procedures explicitly extended to pneumatic isolation and bleed-down — not just electrical isolation. A no-horseplay rule with named accountability under HSWA section 7 in the UK or the General Duty Clause in the US.
PPE. Safety glasses or goggles as a minimum. Face shield for cleaning tasks. Hearing protection in the 100–130 dB pneumatic-tool environment. Gloves appropriate to the work. PPE is the last layer, not the first — and a programme that leans on PPE is signalling a missing engineering control above it.
The single highest-value engineered control most sites are missing is hose whip restraint at every coupling. Its absence is usually a signal that the broader compressed-air programme is informal — somebody bought hose, somebody crimped fittings, somebody put it into service, and the engineering oversight stopped at “does it deliver air?”
Where Compressed-Air Programmes Fail: Patterns from the Audit Floor
When investigators back-track a compressed-air injury, the proximate cause is almost always behavioural — horseplay, unauthorised use, a deviation from procedure. The root cause is almost always systemic: no engineering control prevented the behaviour, and no monitoring detected the drift that allowed the behaviour to be possible. Articles that frame compressed-air hazards as a worker-training problem miss the engineering-control failure that allowed the worker to get there.
A few patterns recur with enough frequency to be worth naming.
The set-and-forget receiver is the single most common finding. The drain valve has never been opened in service memory. The spring-loaded safety valve has never been function-tested. The Written Scheme of Examination, where one exists, is templated and has been signed off without substantive change in three cycles. The receiver is treated as plumbing rather than as statutory equipment, and the regulatory architecture quietly degrades.
Cleaning-rule drift is the second pattern. Engineering originally specified compliant safety nozzles. Over years, maintenance replaced them with cheap unregulated guns purchased through general procurement. The written SOP still says 30 psi, but the bench regulator is set at 90 psi because that is “what you need to actually clean a part.” The SOP has not been re-validated against actual practice in years.
Compressor intake creep is the breathing-air pattern. The compressor was sited correctly at install, with intake placement away from CO sources. A later building modification — a new loading bay, a generator added nearby, a relocated HVAC discharge — put a CO source within the intake zone. The change was not flagged because the breathing-air system was not on the management-of-change register.
Toolbox-talk substitution is the documentation pattern. The site can produce attendance records for a compressed-air talk delivered last year. It cannot produce a documented competence assessment showing that any individual worker can describe the dead-end pressure rule, identify a non-compliant nozzle, or articulate why hose whips are mandatory at couplings. Attendance is not competence.
The procedure-and-reality gap closes the set. A senior auditor’s first move on this topic is to read the SOP, then walk to the bench, then read the regulator setting. Where the two numbers diverge, the rest of the programme is compromised regardless of what other documentation exists.
Putting It Together: A Defensible Compressed-Air Safety Programme
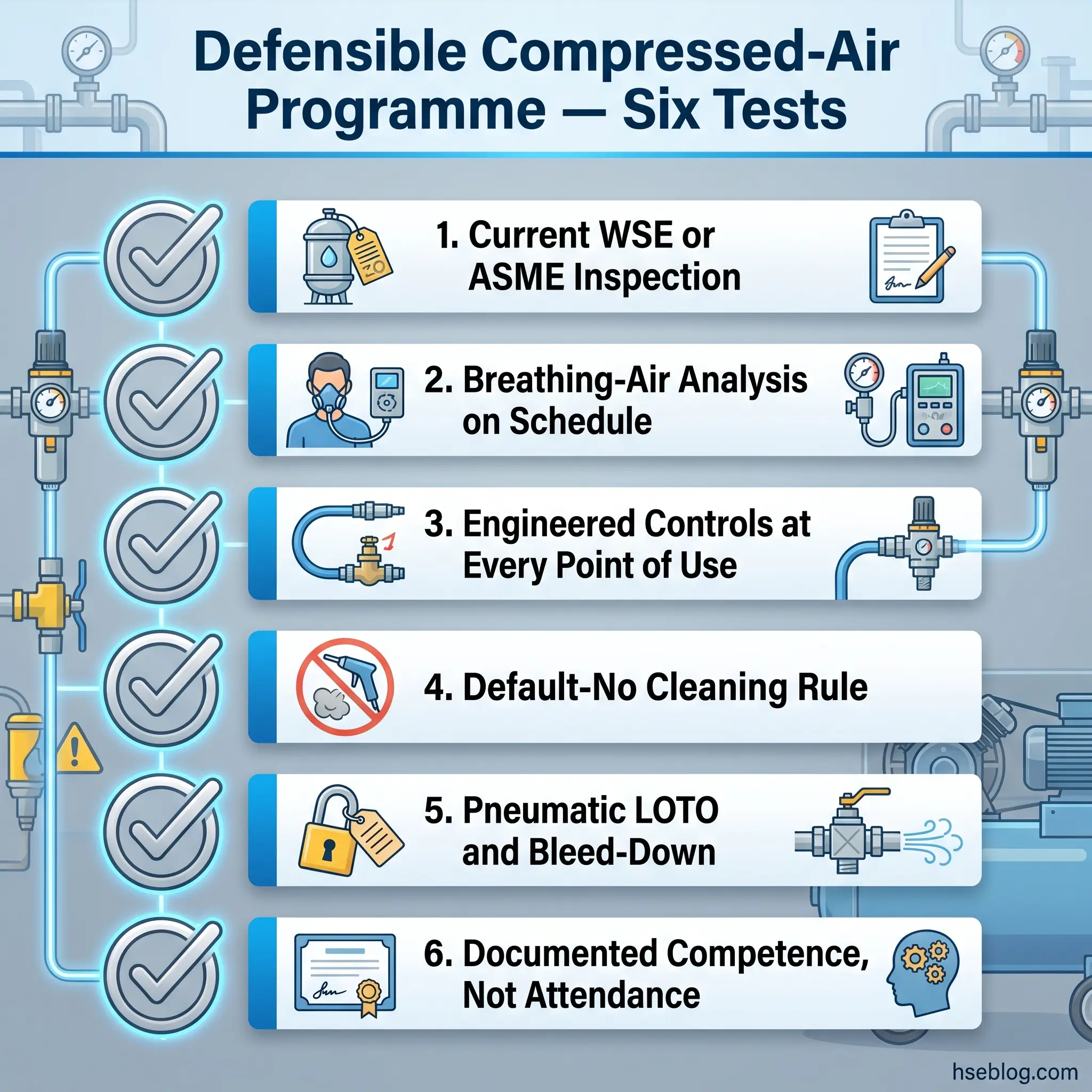
A compressed-air programme that survives both audit and incident investigation contains a recognisable set of elements. The list is short, but each item has weight.
A current Written Scheme of Examination under PSSR for UK sites with stored energy above the 250 bar-litre threshold, prepared or certified by a competent person and within its review interval. For US sites, an ASME-coded receiver with documented periodic inspection meeting 1910.169.
Documented breathing-air analysis on the relevant test schedule, with CGA G-7.1 Grade D conformance for US operations or BS EN 12021 conformance for UK and EU operations, plus a working CO alarm at the manifold and high-temperature shutdown on the compressor.
Engineering controls present and verified at every point of use: compliant safety nozzles with documented dead-end static pressure for the line they are installed on, chip guards at cleaning stations, hose whip restraints at every coupling, regulators sized for the application.
A standing rule on compressed-air-for-cleaning that defaults to “no” with named, risk-assessed exceptions — and a substance-specific override for combustible dust, beryllium, silica, and lead.
Pneumatic isolation written into the energy-control procedure as a named step, separate from electrical isolation, with bleed-down verified before work starts.
Periodic competence reassessment of point-of-use users, not just toolbox-talk attendance — including the ability to articulate the dead-end pressure rule, identify a non-compliant nozzle, and demonstrate hose whip restraint installation.
Frequently Asked Questions
The decisions a senior HSE reader should take from this article are short and operationally specific. Audit the receiver against PSSR or 1910.169 — open the drain, function-test the safety valve, confirm there is no isolation valve between the receiver and the relief, and verify the Written Scheme of Examination or its US equivalent is current. Walk the cleaning stations, measure dead-end static pressure on actual lines, and confirm the nozzle in service matches the SOP. For supplied-air respirator operations, get the breathing-air analysis on a defensible schedule, verify the CO alarm and high-temperature shutdown work, and check intake placement against any building modifications since installation.
The pattern across compressed air safety hazards is consistent enough to be useful: the worker behaviours that produce injuries are usually preventable by engineering controls that either are not present or have drifted out of compliance over time. Compressed air does not reward improvisation, and it does not negotiate with experience. The programmes that survive contact with both auditors and incident investigators are the ones where the engineering layer is verified, the breathing-air branch has its own monitoring, and the cleaning rule defaults to no. Every site can build that programme. The ones that do not are the ones whose names eventually appear in the case literature.