

TL;DR
- Inspect every wheel before mounting. Ring-test vitrified wheels; visually check resinoid wheels for cracks, chips, moisture damage, and expiry.
- Match RPM and wheel type to the grinder. Spindle speed must never exceed the wheel rating, and cutting discs are never used for side grinding.
- Keep the guard on. Removal is the single most-cited condition in grinder-related machine-guarding violations.
- Hold 1/8″ work-rest and 1/4″ tongue-guard clearances. Readjust these as the wheel wears down, not once per year.
- Wear hazard-matched PPE, fitted to the worker. Impact-rated eye protection is the baseline; silica respirators and hearing protection are task-specific.
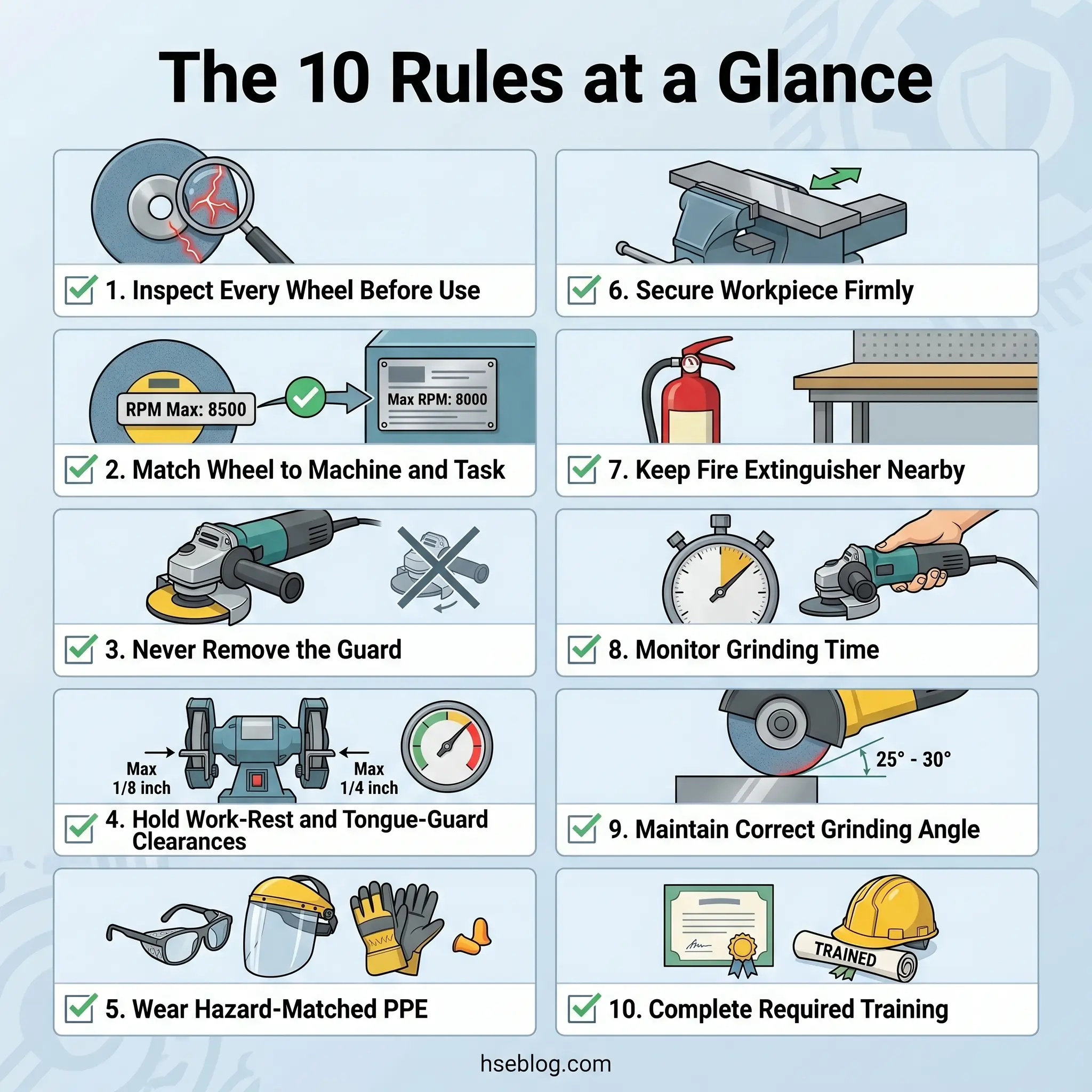
The ten essential grinding safety rules require operators to inspect every wheel, match RPM and disc type to the machine, keep guards in place, maintain work-rest clearances, wear correctly fitted PPE, secure the workpiece, control fire hazards, run new wheels at full speed before use, avoid excessive force, and complete formal training before operating any grinder.
This article provides general HSE knowledge on grinding safety. Abrasive wheel work must be planned and supervised by a competent person with relevant training, jurisdiction-specific authorization, and site-specific risk assessment. The information here does not replace that.
In an OSHA review of 27 grinder accidents over an eight-year period, more than 26% resulted in worker deaths (OSHA, cited in VPPPA, 2022). For a tool that sits on nearly every maintenance bench and in every construction site toolbox, that fatality rate is extraordinary. A wheel fragment released during a burst carries more kinetic energy than most workers realize, and the energy does not forgive complacency. Machine guarding (29 CFR 1910.212) held its place on OSHA’s Top 10 most cited standards in FY 2025 with 1,239 citations (OSHA, 2025) — grinders contribute heavily to that tally.
Grinding is routine. That is precisely the problem. Workers with years of experience are statistically no less likely than novices to skip a ring test, run a grinder with a drifted work-rest gap, or reach for a cutting disc when a grinding wheel should be mounted. This article lays out the ten rules that matter most for grinding safety, each mapped to the specific OSHA, HSE UK, or ANSI provision that mandates it — and each paired with the failure mode that most often turns a known rule into an investigation report.
What Are the Main Hazards of Grinding?
Before the rules make sense, the hazard landscape has to be visible. Grinding concentrates several serious risks into one short operation, and each rule in the next section exists to address a specific one of them.
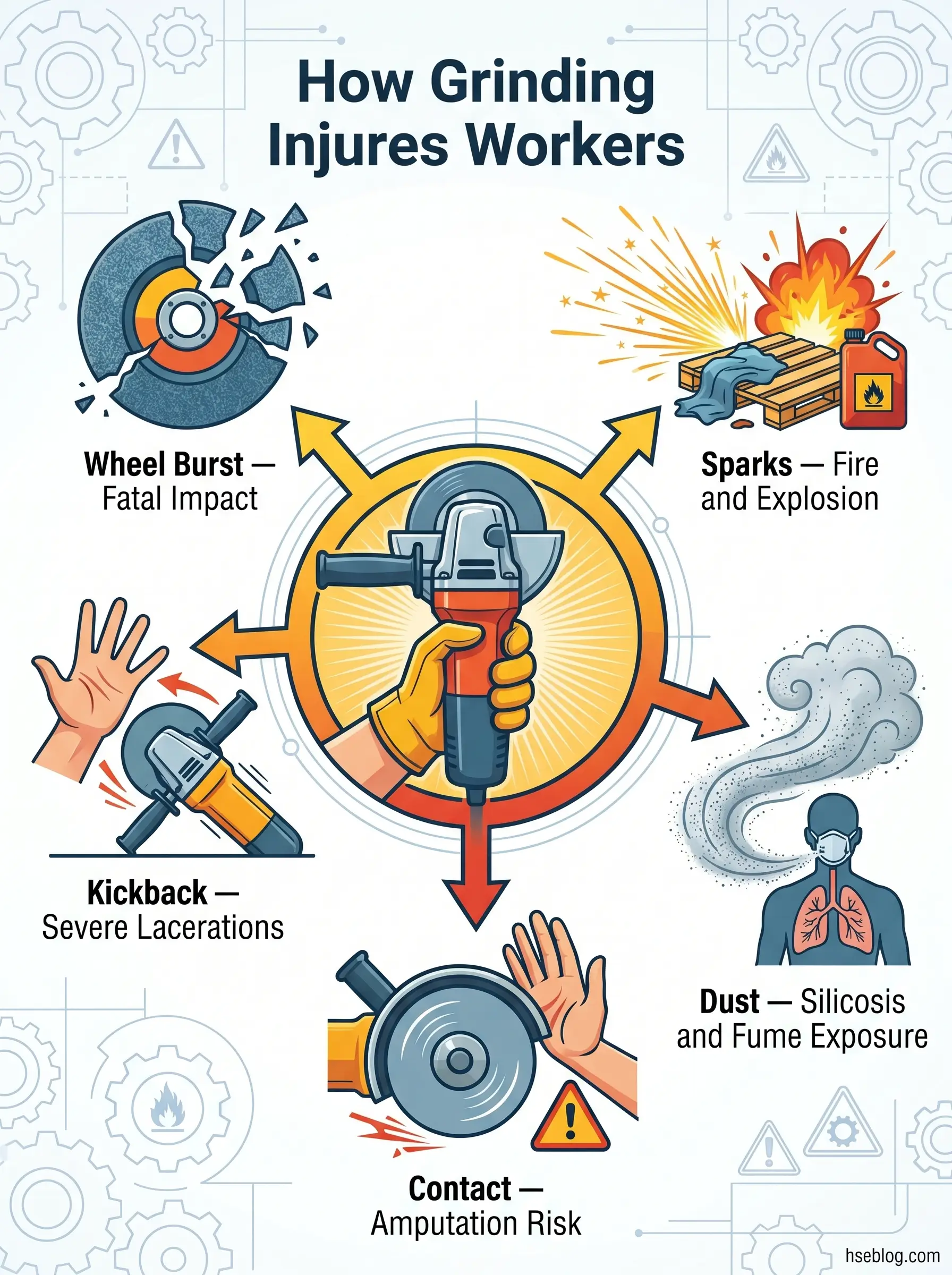
The mechanical hazards get the most attention — wheel burst and kickback — but they are not the only ways a grinding task hurts someone. Respiratory exposure from silica, hand-arm vibration from prolonged portable-grinder use, and spark-driven fires account for a substantial share of the longer-term and less dramatic harm.
- Wheel breakage and projectile fragments — a vitrified wheel can disintegrate at operating speed, producing fragments that cause fatal penetrating injuries.
- Kickback — the disc grabs or jams in the workpiece, and the tool accelerates back toward the operator; this is the most common mechanism behind severe lacerations and amputations with portable grinders.
- Contact injuries — direct contact with a rotating wheel produces deep lacerations and degloving injuries within a fraction of a second.
- Eye injuries from flying particles — reported by Cornell EHS and most US occupational eye-injury datasets as the highest-frequency grinding injury.
- Respirable crystalline silica when grinding concrete, masonry, or stone — governed by 29 CFR 1926.1153 at a PEL of 50 μg/m³ (8-hr TWA).
- Noise and hand-arm vibration — prolonged exposure drives noise-induced hearing loss and hand-arm vibration syndrome (HAVS).
- Fire and explosion — sparks can ignite combustibles hours after work ends; aluminum grinding is an explosion hazard in its own right.
- Entanglement — loose clothing, neck ties, long hair, and some gloves can be caught by rotating parts.
Many workers fixate on wheel burst as the primary grinding risk. In the published incident record, kickback is the more frequent mechanism behind severe portable-grinder injuries — and it is the one where operator positioning, grip, and wheel selection have the greatest influence on the outcome.
Types of Grinders Covered by These Rules
The ten rules apply across bench grinders, pedestal grinders, and portable or angle grinders. Where a rule applies specifically to fixed equipment — work-rest and tongue-guard clearances, for example — that is noted in the rule itself. Rules on guarding, PPE, training, and wheel inspection apply to all three equipment classes without exception.
Rule 1: Inspect the Wheel Before Every Use
The inspection has two parts: a visual check and, for vitrified bonded wheels, a ring test. Both are explicitly required under 29 CFR 1910.215(d)(1), which incorporates ANSI B7.1 for sound-and-visual inspection before mounting. The visual check looks for cracks, chipped edges, moisture damage, and shelf-life expiry on the manufacturer’s label.
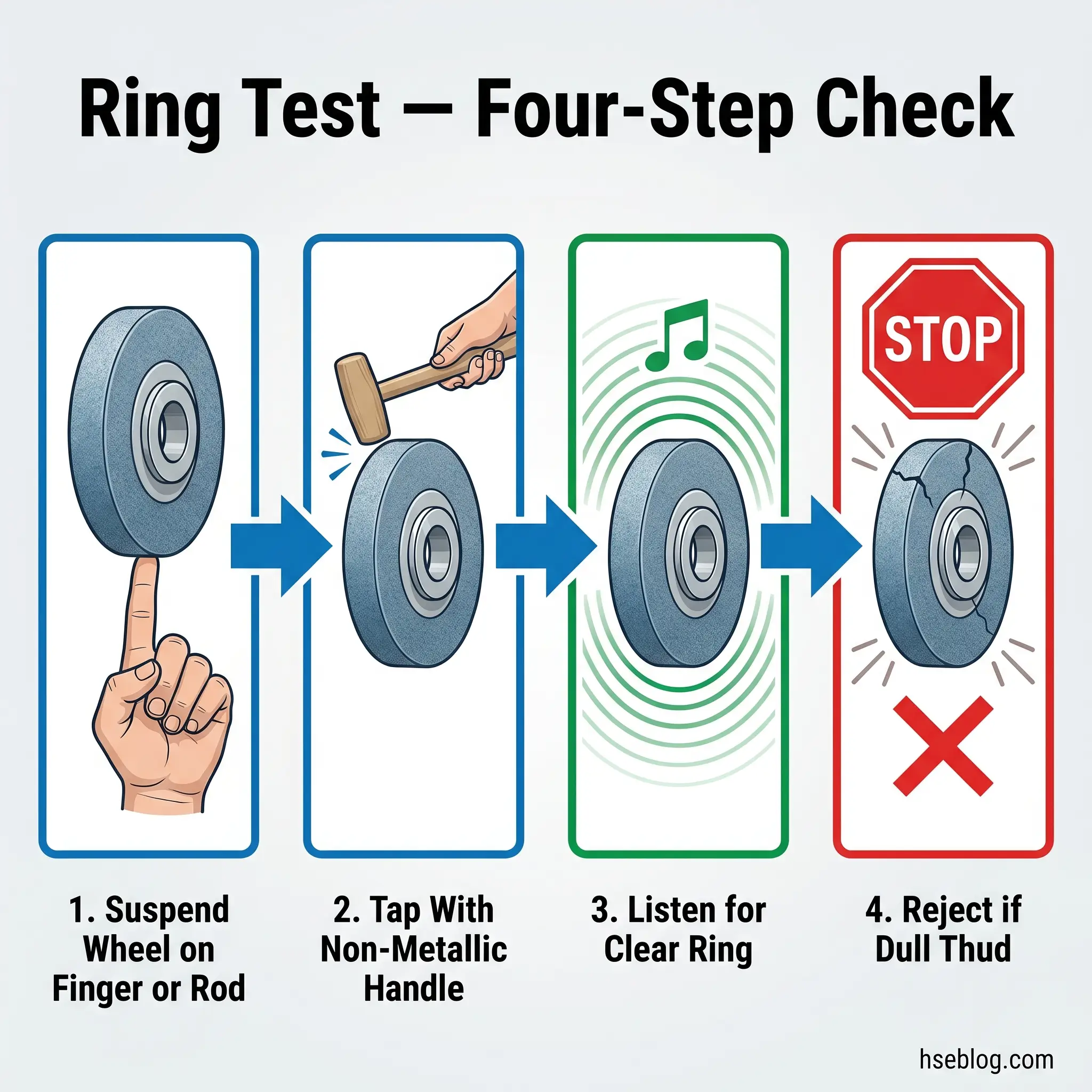
The ring test is the tap-and-listen procedure for confirming a wheel’s internal integrity:
- Suspend the wheel on a finger or a thin rod passed through the arbor hole.
- Tap the wheel lightly with a non-metallic object — the handle of a screwdriver works.
- Rotate the wheel 45° and tap again.
- A clear, ringing tone indicates integrity; a dull thud suggests an internal crack, and the wheel is rejected.
Resinoid-bonded wheels do not ring. Their organic bonding agents damp the vibration that the test depends on, so inspection relies on visual checks and strict respect for the printed expiry date. Most resinoid wheels carry a shelf life of three years from date of manufacture, driven by the degradation of the bonding resin under UV, heat, and humidity exposure.
The failure pattern here is almost always the same. The ring test feels redundant on the hundredth wheel of the month, so it gets skipped — until the one wheel with an internal crack accelerates to operating speed and disintegrates. Every published grinder-burst investigation I have reviewed where the wheel was later recovered has shown pre-existing damage that a proper inspection would have detected.
Rule 2: Match the Wheel to the Machine and the Task
Three compatibilities matter, and all three are load-bearing. The maximum operating speed marked on the wheel must equal or exceed the grinder’s spindle RPM. The wheel diameter must match the grinder’s rated size. And the wheel type must match the task — a cutting wheel is not constructed to withstand the lateral pressure that side grinding applies.
RPM mismatching is a specific construction-site problem. A 4.5″ wheel rated at 13,300 RPM mounted on a 7″ grinder running at a slower spindle speed is mechanically safe, if the arbor and guard match. The reverse — a 7″ wheel placed on a smaller, faster grinder — exceeds the wheel’s design envelope and is the classic setup for a burst on startup. Practitioners reading 29 CFR 1910.243(c) often focus on the guard requirement and skim the spindle-speed clause, but both are in the same regulation for a reason.
The type mismatch is more insidious because it looks competent. A Type 1 flat cutting disc spun on a side-grinding task will perform for a while — until a flex in the wrong direction lets the reinforcement web separate, and the disc comes apart laterally. Under EN 12413 and ANSI B7.1, the wheel’s construction-type marking is part of the required labeling; reading it before mounting is the whole point of the standard.
Rule 3: Never Remove or Bypass the Safety Guard
The guard does three things. It contains fragments if the wheel bursts, it deflects sparks and debris away from the operator, and it prevents accidental contact between the operator and the wheel. Under 29 CFR 1910.243(c)(4), portable grinder guards must be positioned so that no more than 180° of the wheel is exposed, with the top half always enclosed. For bench and pedestal grinders, 29 CFR 1910.215 limits the exposure angle to 90° on external surfaces.
HSE UK’s HSG17 makes the same point from a different angle: the guard’s construction must be strong enough to contain a burst fragment. A flimsy aftermarket guard that covers the geometry but cannot arrest a fragment is non-compliant in substance even if it looks correct.
Watch For: Guard removal is almost always a “convenience” decision. Workers take the guard off to see a cut line, to reach into a tight weld joint, or to fit a larger disc than the guard will accept. The moment the guard comes off, every other control in the system degrades at once. This is the one rule where zero tolerance is the only defensible position.
The most-cited violation category tied to grinders is missing or improper guarding, which is a significant driver of the 1,239 machine-guarding citations OSHA recorded in FY 2025 (OSHA, 2025). A willful version of that violation now carries a maximum federal penalty of $165,514 per instance as of January 2025 (OSHA, 2025).
Rule 4: Maintain Proper Work Rest and Tongue Guard Clearances
This rule belongs to bench and pedestal grinders specifically. Two clearances have to be maintained at all times, and both are written into US federal regulation.
- Work rest: maximum 1/8 inch (3 mm) from the wheel face, per 29 CFR 1910.215(a)(4).
- Tongue guard (spark arrester): maximum 1/4 inch (6 mm) from the wheel periphery, per 29 CFR 1910.215(b)(9).
The rationale is mechanical. If the work-rest gap exceeds 1/8 inch, a workpiece can be drawn down between the rest and the wheel, causing the wheel to grab and shatter — and sometimes taking a finger with it. If the tongue-guard gap exceeds 1/4 inch, fragment containment is compromised should the wheel burst.
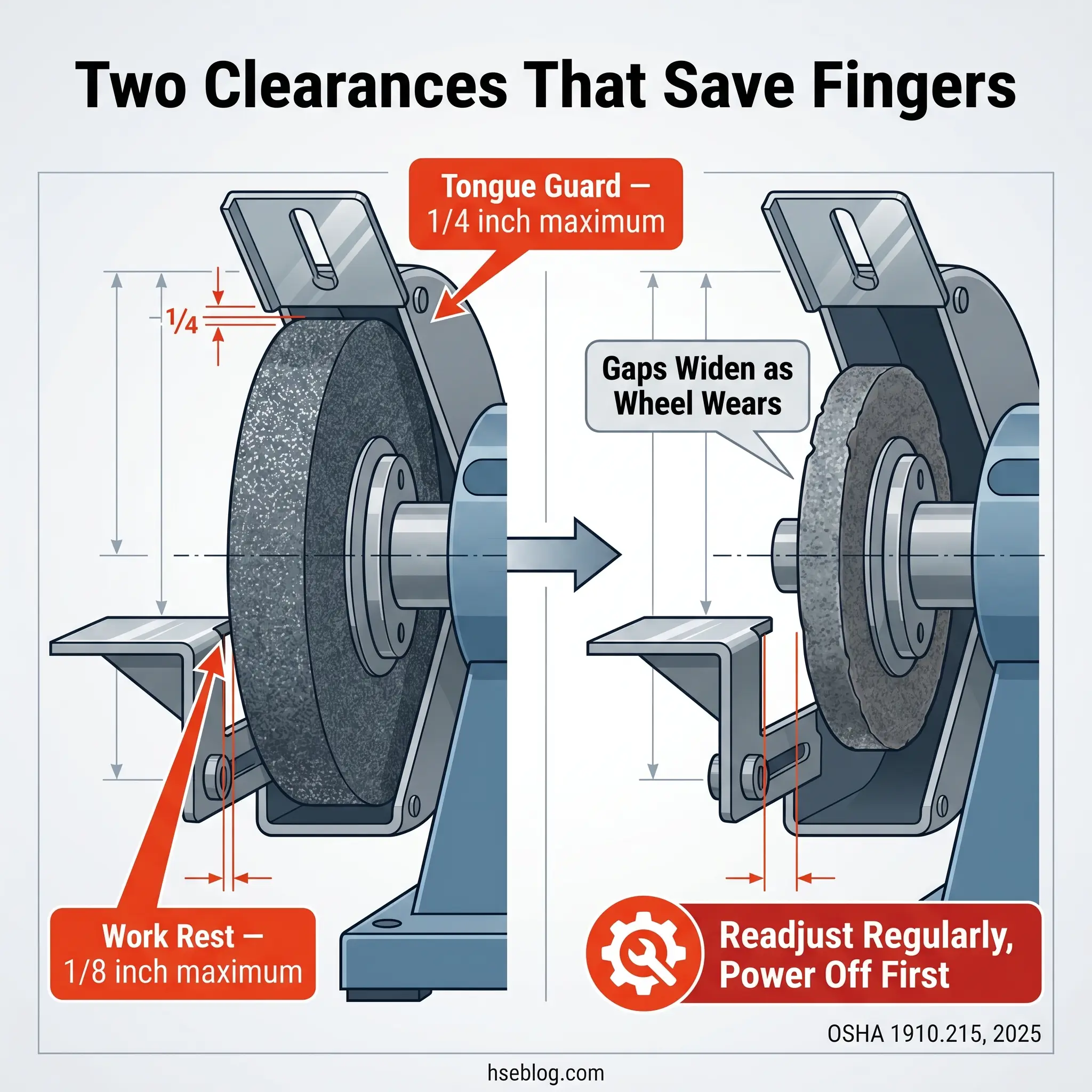
The recurring audit finding on these clearances is drift. A bench grinder that was set correctly when new has a wheel that has lost several millimeters of diameter to wear, and nobody has readjusted the rest. The gap has drifted from 1/8 inch to half an inch, and the workpiece has a clear path between the rest and the wheel. Both clearances must be checked as part of pre-use inspection and readjusted with the grinder isolated from power — never with the wheel spinning.
Audit Point: Carry a clearance gauge to any bench-grinder inspection. A gauge removes the argument; the eye is unreliable at 3 mm.
Rule 5: Wear the Correct Personal Protective Equipment
PPE for grinding is not a single prescription. The hazard profile changes with the material being ground, the duration of exposure, and the environment. Under OSHA’s updated 29 CFR 1926.95(c), effective 13 January 2025, all construction PPE must properly fit each individual worker (OSHA, 2025) — a requirement that closes a gap the general-industry rule had already addressed.
The core PPE ensemble for grinding is:
- Impact-rated eye protection — safety goggles meeting ANSI Z87.1+ as the baseline. A full face shield is added for bench and pedestal grinders where sparks and fragments move at eye height.
- Hearing protection where noise exceeds 85 dBA time-weighted average, per 29 CFR 1910.95. Portable grinders routinely exceed this threshold.
- Respiratory protection when grinding concrete, masonry, or stone — silica-generating tasks fall under 29 CFR 1926.1153, with a PEL of 50 μg/m³ (8-hr TWA) and an action level at 25 μg/m³.
- Snug-fitting gloves — tight enough to avoid snagging but substantial enough to protect against spark and contact injury.
- Flame-resistant or close-fitting outer clothing — no loose sleeves, ties, lanyards, or jewelry that can be drawn into the wheel.
- Steel-toed or metatarsal foot protection — especially on bench or pedestal work where the workpiece can drop.
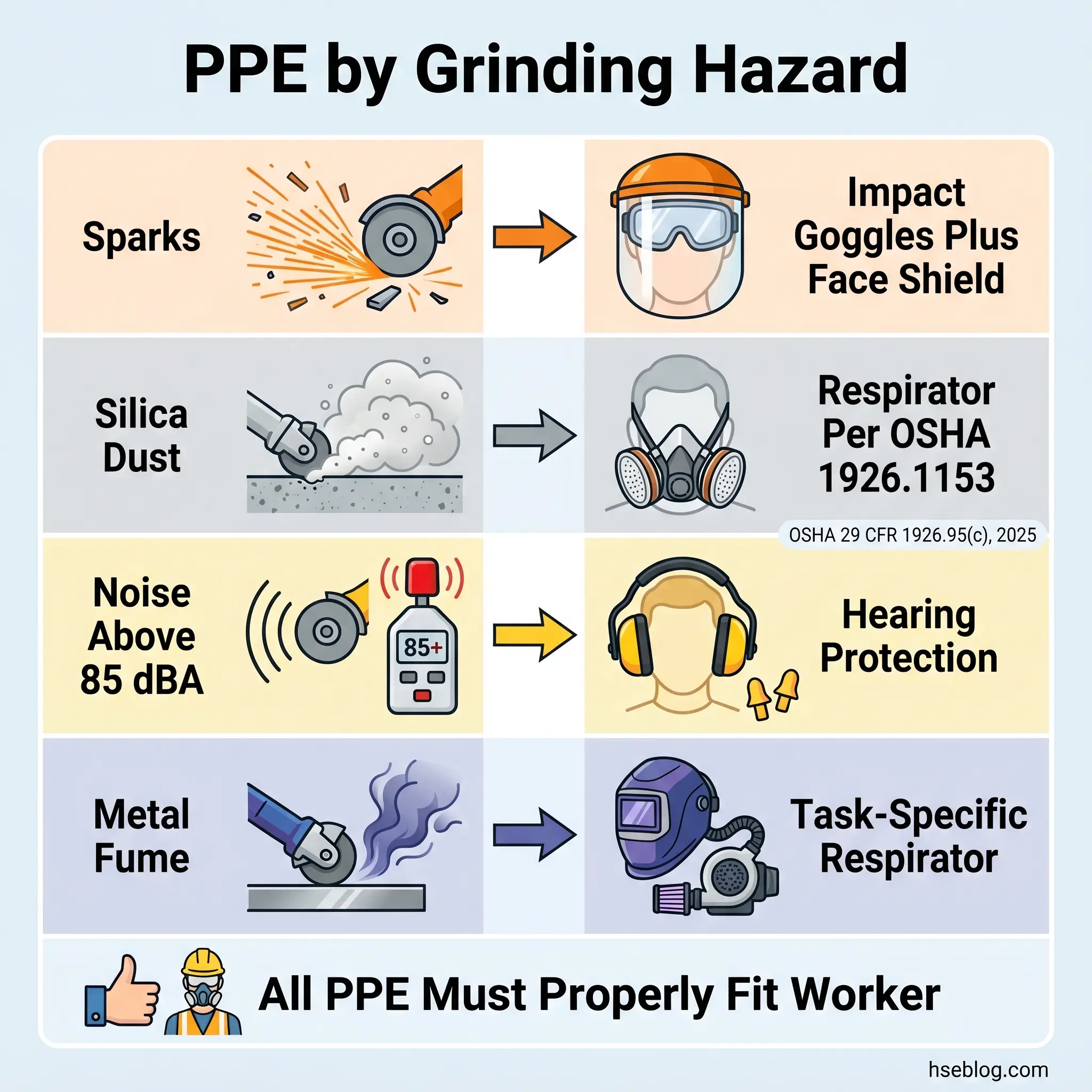
The misconception to correct here is that a single PPE kit covers all grinding. Mild steel, concrete, stainless, and aluminum all produce different primary hazards — fume chemistry, dust load, and fire risk shift with the material, and so must the respirator selection and the ventilation strategy. Treating PPE as a one-time prescription misses half the risk.
Rule 6: Secure the Workpiece and Use Both Hands
On portable grinders, both hands stay on the tool — one on the main grip, one on the auxiliary side handle. The workpiece is clamped or held in a vice so it cannot move. CCOHS guidance on portable grinder use reinforces this basic discipline, and it directly reduces the severity of any kickback event by giving the operator two points of control over the tool’s trajectory.
The auxiliary handle is the single most-bypassed safety feature on angle grinders. Workers remove it to reach into tight spaces or because it is perceived as awkward. The handle is not comfort equipment; it is the reason an operator can hold the tool against a kickback impulse instead of losing control of it.
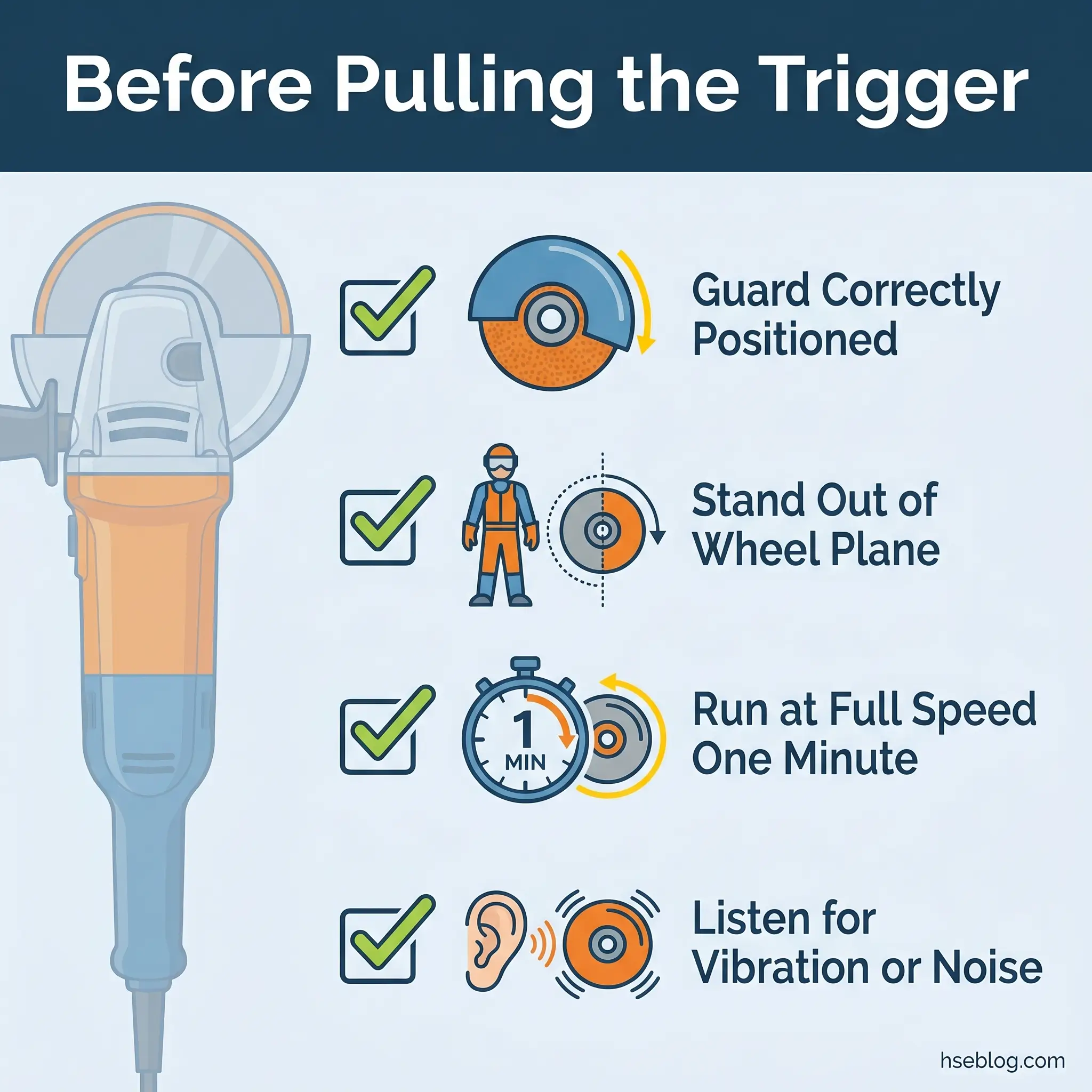
Body positioning carries equal weight. Stand to the side of the wheel plane, not in line with it, particularly during startup. Most wheel failures happen in the first seconds of operation, and the operator’s body position during that window decides whether a burst fragment travels into empty space or into the operator. On bench and pedestal grinders, the workpiece is supported by the work rest — never held freehand with the hand in the wheel plane.
Rule 7: Check the Work Area for Fire and Environmental Hazards
Every grinding task generates sparks. Under hot-work management systems — including OSHA 29 CFR 1910.252 for welding, cutting, and brazing, which is the operational reference most sites extend to grinding — combustibles within the spark path must be removed or shielded before work begins. That means a radius of at least 35 feet (11 metres) in most site procedures, and a dedicated fire-watch when combustibles cannot be relocated.
Aluminum grinding is a separate hazard class. Aluminum dust is explosive under the right particle-size and concentration conditions, and grinding generates precisely those conditions. Dry aluminum grinding should only be performed with specific engineering controls — wet methods, dedicated dust collection, non-sparking tooling, and written procedures. This is not a routine task to be authorized verbally.
The post-grinding fire watch is the most frequently neglected part of this rule. Sparks can smoulder in insulation, under flooring, and inside cable trays for hours after work ends. Site procedures typically require a fire watch of 30 to 60 minutes after the last spark. That watch is where fires that started during the job get caught before they spread.
Rule 8: Let Newly Mounted Wheels Run at Full Speed Before Grinding
A newly mounted wheel runs at full no-load speed for at least one minute before any work is applied. The physics behind the rule are simple: if the wheel has an undetected defect — an internal crack, a damaged mounting flange, a blotter that has shifted — the failure is statistically most likely during this initial spin-up, when the centrifugal loading reaches operating levels for the first time.
During the run-up, the operator and anyone else in the area stands to the side, out of the wheel’s rotational plane. The guard is in place. The operator listens for unusual vibration or noise and is prepared to shut the grinder down immediately if something sounds wrong. This applies equally to bench, pedestal, and portable grinders. The portable version is almost universally skipped in practice, because the tool feels too small to warrant ceremony — but the disc does not know it is mounted on a portable grinder instead of a bench one.
Rule 9: Never Apply Excessive Pressure or Force the Wheel
Excessive pressure generates three problems at once: accelerated wheel wear, elevated temperature in the bond matrix, and sharply increased kickback probability. The grinding wheel is engineered to cut at a specific contact pressure and angle — typically 15° to 30° for Type 27 depressed-centre wheels used for grinding. Pushing harder does not cut faster; it degrades the wheel and raises the chance that the disc will grab and throw the tool.
Forcing a cutting wheel sideways is the most dangerous variant of this mistake. Type 1 cutting wheels are built for straight-line cutting under axial (in-plane) loading. Lateral force bends the wheel against its reinforcement and can delaminate the disc mid-cut. Cutting is cutting; grinding is grinding. The wheel choice has to match.
The important interpretation here is that excessive force is usually a symptom, not a cause. When an operator is leaning hard on the tool, the real problem is almost always one of three things: the wrong wheel for the material, a glazed wheel that needs dressing on the bench grinder or replacing on the portable, or a wheel that is already worn out. Teaching operators to read the feedback — resistance, sparking pattern, heat — is a more durable fix than telling them to push less hard.
Rule 10: Complete Proper Training Before Operating Any Grinder
Training is not a formality. In the UK, Regulation 9 of PUWER 1998 requires that anyone using work equipment — including abrasive wheels — has received adequate training for health and safety purposes (HSE UK). HSE UK’s HSG17 sets out what “adequate” means in practice: hazard recognition, wheel selection and marking, mounting, guarding, operation, inspection, and emergency response. The British Abrasives Federation is recognised as the accrediting body for abrasive-wheel training under HSG17.
In the US, 29 CFR 1910.215 and 29 CFR 1926.303 require training for anyone who mounts, uses, or maintains abrasive wheels. OSHA does not require a specific third-party accreditation, but it does require that the training produces demonstrable competence and that the employer document it.
Jurisdiction Note: A training certificate confirms attendance, not competence. Competence is the employer’s assessment that the trained worker can actually perform the task safely in the site’s real conditions. Under both PUWER 1998 and OSHA’s general training provisions, that assessment is the employer’s responsibility — the certificate alone does not discharge it.
The failure mode to watch for is informal peer training. A new worker is “shown how” by a colleague on shift and is then working unsupervised within a day. What transfers in that handover is whatever the colleague actually does, good practices and bad — guard adjustments skipped, wrong wheels used, inspections ignored, passed down as house practice. Nearly half of all abrasive wheel accidents are attributed to unsafe systems of work or operator error (HSE UK, HSG17) — and informal training is one of the mechanisms by which unsafe systems stabilise and persist.
What to Do If a Grinding Wheel Breaks or an Incident Occurs
The first minutes after a grinding incident matter for the injured worker and for the investigation that follows. A clear response sequence prevents a serious incident from compounding:
- Isolate the machine from power immediately. Unplug portable grinders; lock out fixed ones.
- Administer first aid and call emergency services for any injury beyond superficial.
- Preserve wheel fragments and the machine in place where possible. Do not clean up, do not reset the grinder, do not change the guard.
- Report the incident under the applicable regulatory regime — OSHA recordkeeping under 29 CFR 1904 for US employers; RIDDOR 2013 for UK employers.
- Treat a cracked-but-not-burst wheel as a near miss, not a non-event. It is a report, an investigation, and a learning opportunity.
Published grinder-incident investigations consistently find multiple concurrent failures rather than a single root cause. The guard was not fitted correctly, the wheel was past its shelf life, the work rest was out of spec, and the operator had not completed current refresher training — often all at once. Each of the ten rules in this article is a layer of defence, and it is typically the simultaneous absence of several of them that produces a catastrophic outcome.
Frequently Asked Questions
The Rule Beneath the Rules
The industry gets one thing consistently wrong about grinding: it treats the ten rules above as a knowledge problem when they are a discipline problem. Every worker who operates a grinder has been told about the ring test, the guard, the clearances, the PPE. Rules are rarely violated out of ignorance. They are violated because inspecting feels redundant, because the guard is in the way, because the auxiliary handle is awkward, because the fire watch feels excessive — and because nothing went wrong the last five hundred times the shortcut was taken.
The highest-impact change a site can make to its grinding safety performance is not more training material. It is a system that makes the correct procedure easier than the shortcut — pre-positioned clearance gauges on every bench grinder, side handles that do not unscrew for fun, guards that cannot be defeated without removing a tool, and a supervisor culture where stopping to run a one-minute spin-up is seen as competent rather than slow. Ten rules do not protect anyone on their own. The system around the rules is what holds them in place when the shift gets busy.
The wheel does not know whether the operator is new or experienced, whether the job is urgent or routine, whether the guard was removed “just this once.” It responds to physics. Every rule in this article exists because someone, somewhere, learned that the hard way.