

TL;DR
- If your hydraulic press operates in the US, then OSHA 29 CFR 1910.212 — not 1910.217 — governs guarding, alongside 1910.147 for lockout/tagout, with ANSI B11.2-2013 (R2020) as the consensus standard.
- If a worker enters a press to clear a fault, then full lockout/tagout plus a mechanical safety block under the suspended ram is the only acceptable state.
- If a hose develops a pinhole leak, then check it with a piece of cardboard, never a hand — skin penetration occurs at pressures as low as 100 psi (European Journal of Trauma and Emergency Surgery, 2019).
- If your site falls under PUWER 1998 (UK), then Regulation 33 thorough examination by a competent person is mandatory, regardless of any internal risk-assessment cycle.
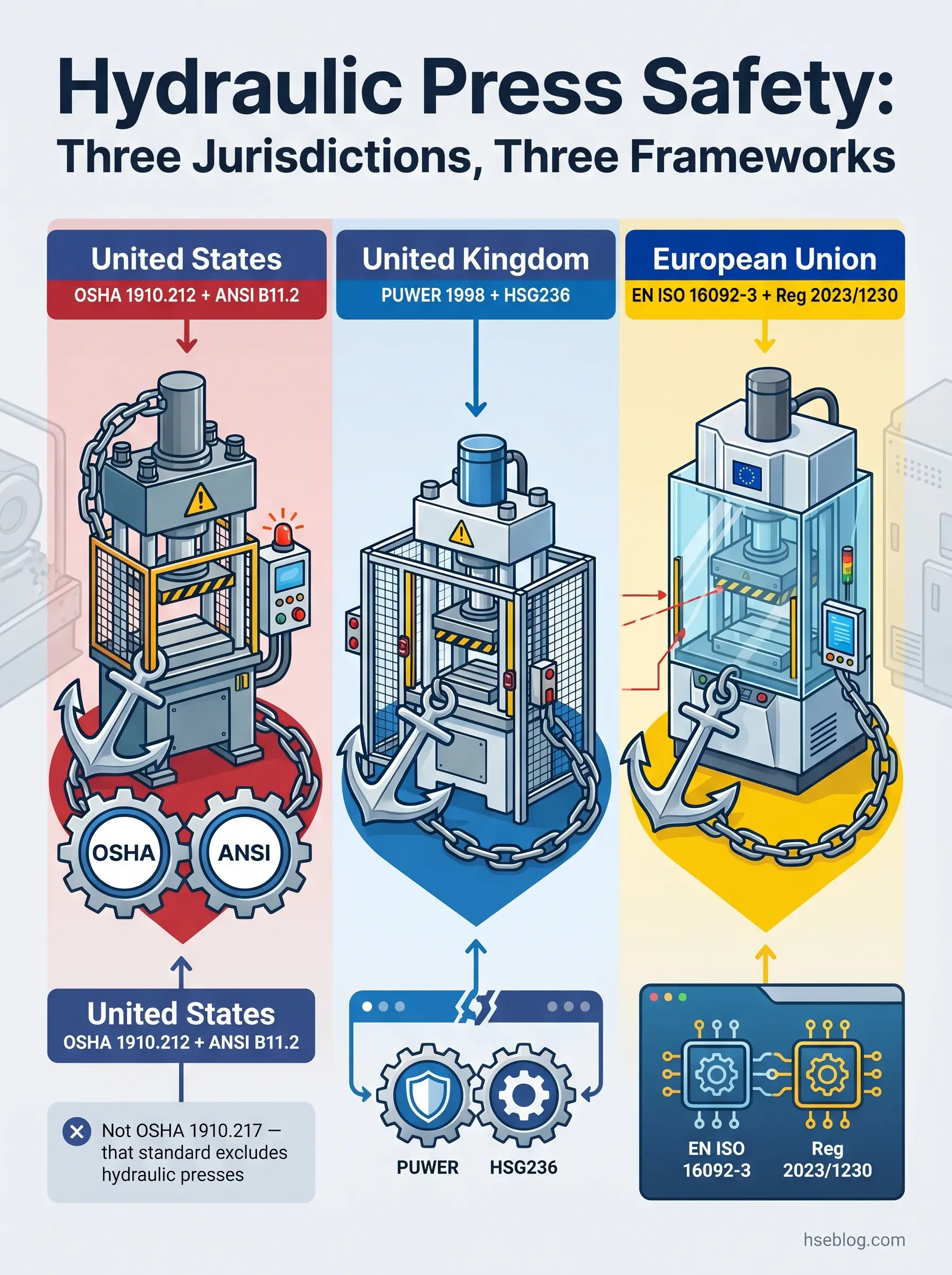
Hydraulic press safety in the United States is governed primarily by OSHA 29 CFR 1910.212 (general machine guarding) and 1910.147 (lockout/tagout), with ANSI B11.2-2013 (R2020) as the consensus standard — not 1910.217, which explicitly excludes hydraulic presses. UK sites operate under PUWER 1998 and HSE guidance HSG236. EU sites apply EN ISO 16092-3 under the incoming Machinery Regulation 2023/1230.
Regulatory content here reflects general HSE professional understanding of US, UK, and EU requirements as reviewed in April 2026. It is not legal advice. Specific compliance questions, enforcement situations, or prosecution risk should be directed to qualified legal counsel in the applicable jurisdiction.
In October 2025, a 28-year-old worker at a First Solar plant in Ohio entered a hydraulic press to perform a reset after a malfunction. The press cycled while he was inside, and he was killed by multiple-force injuries (Local12, 2025). The story behind that fatality is not unusual. It is the script that runs through hydraulic-press fatality investigations decade after decade — the death almost never happens during normal production. It happens when someone enters a machine they believed was off.
A hydraulic press is not a mechanical press, and its hazards do not map neatly onto a generic machine-safety brief. The governing standards differ. The dominant fatality patterns differ. One hazard — high-pressure fluid injection — barely appears in operator-facing material at all. This article walks through the procedures, controls, and regulatory anchors that actually decide whether an operator, setter, or maintainer goes home, split by US, UK, and EU jurisdictions and tied to the standards that govern each.
Why hydraulic press safety needs its own playbook
A hydraulic press behaves nothing like a mechanical power press in the moments that matter. Its stroke is slower, it can be stopped mid-cycle, and the force it applies is variable rather than fixed. Those three differences reshape the safeguarding decision tree — light curtains can sit closer because stop times are shorter, but the press also holds an enormous suspended load that can drop under fault conditions in a way that a mechanical press with a self-engaging brake does not.
The regulatory consequence of those differences is the single most misquoted point in operator-facing safety content. 29 CFR 1910.217 — the OSHA standard most workplace literature cites — explicitly excludes hydraulic and pneumatic presses in its scope clause. The correct US framework runs through 1910.212 (general guarding), 1910.147 (lockout/tagout), and 1910.219 (power transmission), with ANSI B11.2-2013 (R2020) as the consensus reference. A common audit finding is the employer who has built their site SOP from a 1910.217 template; that defense fails the moment an inspector looks at the standard’s first paragraph.
UK readers operate under a different instrument entirely — PUWER 1998 (Provision and Use of Work Equipment Regulations) supported by ACOP L112 and guidance HSG236. EU readers sit under the Machinery Directive 2006/42/EC, transitioning to the Machinery Regulation 2023/1230 from 20 January 2027 (EUR-Lex, 2023). A multinational manufacturer cannot run a single SOP across all three regions; the duty-holders, inspection cadences, and documentation requirements diverge in ways that matter at audit.
| Press type | Primary US standard | Stroke characteristics | Typical safeguarding |
|---|---|---|---|
| Mechanical power press | 29 CFR 1910.217 | Fixed full stroke, brake-stopped | Two-hand controls, awareness barriers, PSDs |
| Hydraulic press | 29 CFR 1910.212 + ANSI B11.2 | Variable, mid-stroke stoppable | Light curtains, fixed guards, mechanical safety blocks |
What can go wrong: the hazard profile of a hydraulic press
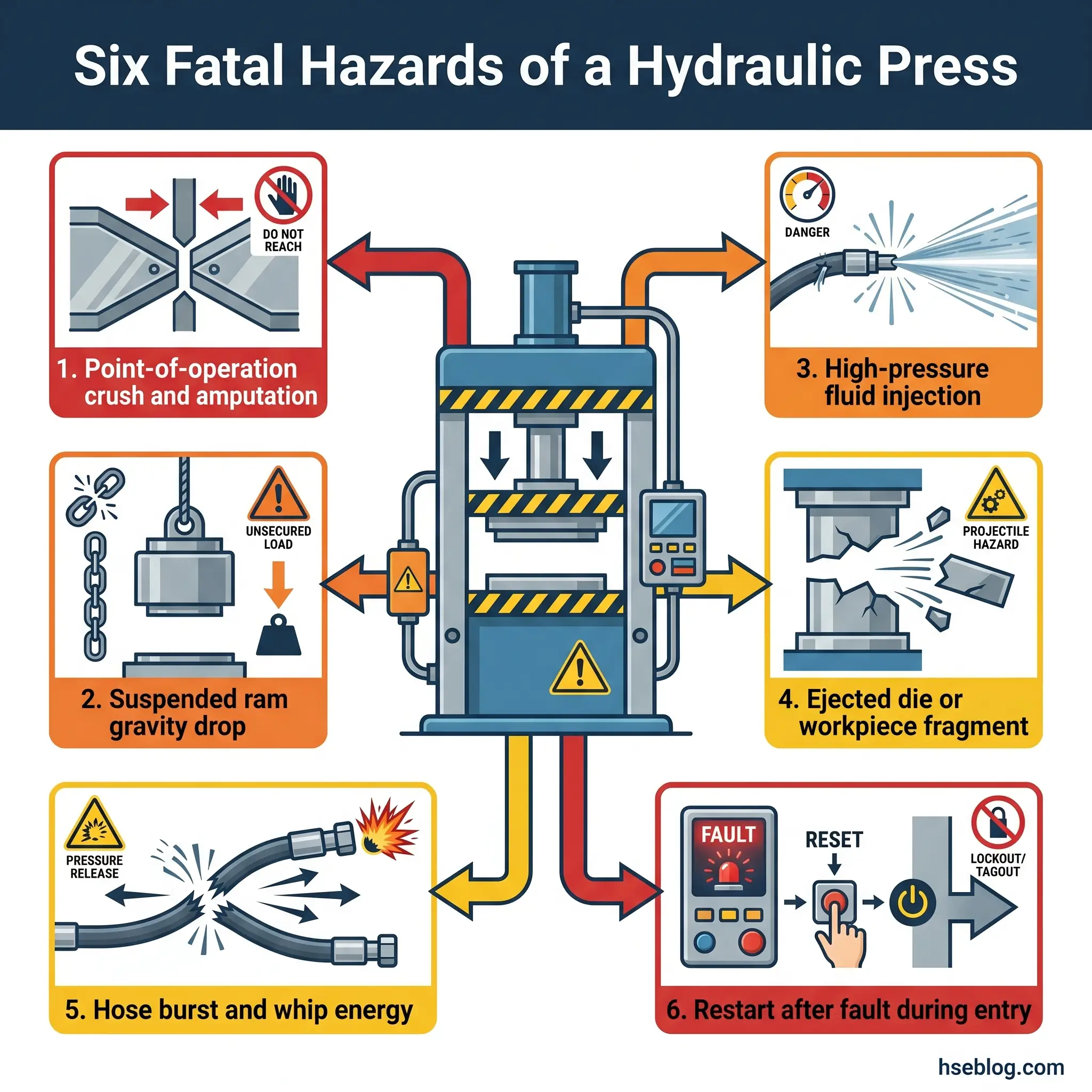
The fatal hazards of a hydraulic press cluster around six mechanisms, and the order of severity in the published record does not match the order of attention in most operator briefings.
Point-of-operation crush and amputation remains the volume hazard. Machinery (including presses, though not separated by press type in the public release) was the source of 3,580 work-related amputations in 2018 in the US, representing 58% of all work-related amputations that year (US Bureau of Labor Statistics, 2020). Hands and fingers carry the exposure during workpiece placement and extraction.
Gravity drop is the hazard the workforce most often misunderstands. A suspended ram is held by hydraulic pressure, and hydraulic pressure can be lost through seal failure, valve drift, or accumulator discharge. The control circuit can be fully de-energized while the ram still drops. ANSI B11.2 and ISO 16092-3 both require a positive mechanical restraint — a safety block or slide lock — for any work performed beneath a suspended ram. Hydraulic hold pressure is not that restraint.
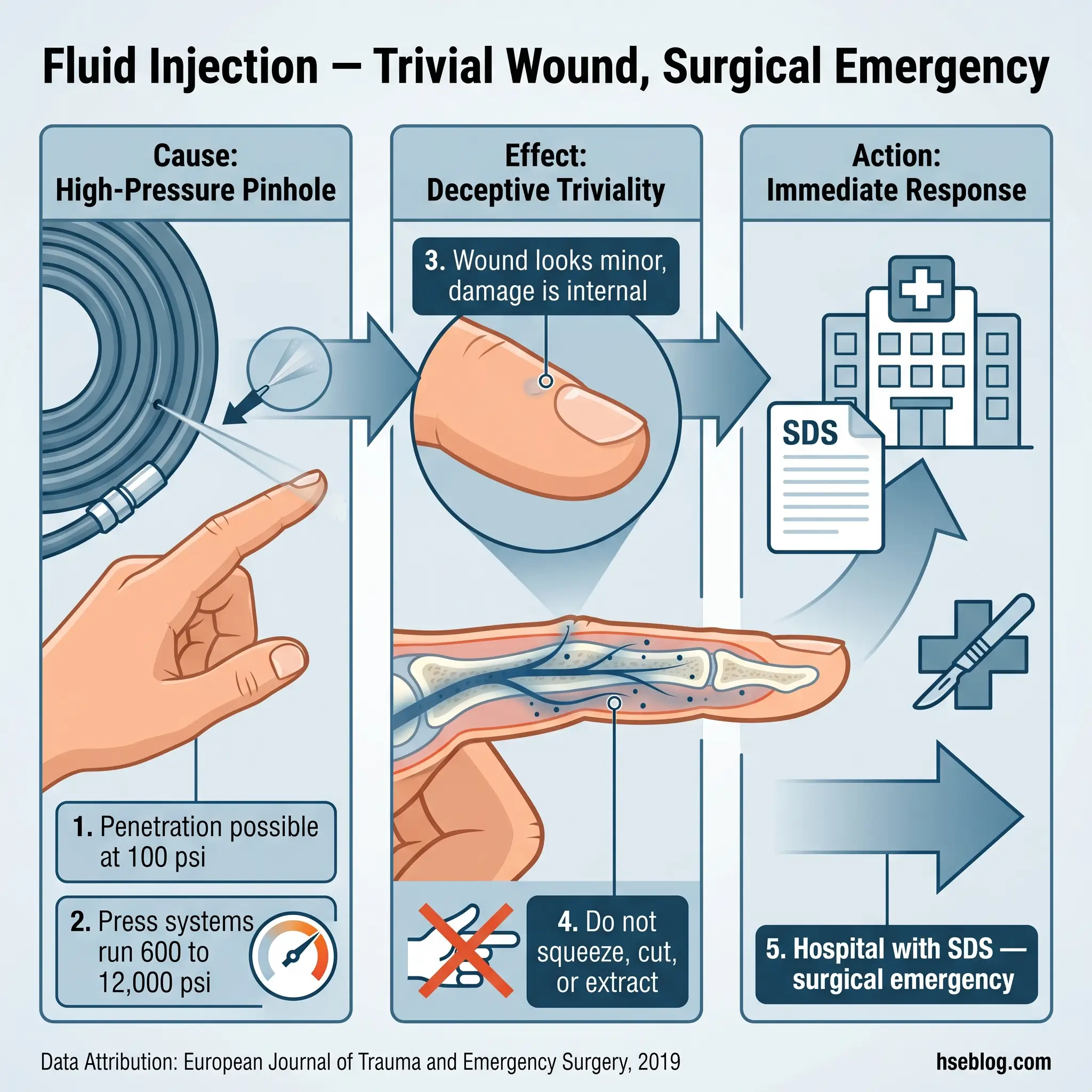
High-pressure fluid injection sits in a category by itself because the injury looks trivial and ends catastrophic. Skin penetration is possible at pressures as low as 100 psi (≈700 kN/m²), well below the 600–12,000 psi range typical of press hydraulic systems (European Journal of Trauma and Emergency Surgery, 2019). A pinhole leak on a hose can inject fluid through a glove without the worker registering more than a sting.
Watch For: A small puncture on a worker’s hand near a press, with mild initial pain, is treated as an industrial first-aid case in many sites. If the wound came from anywhere near a pressurized hydraulic line, it is a surgical emergency. Send the worker to the emergency department with the hydraulic fluid SDS and tell the receiving staff: high-pressure injection injury.
Ejected fragments during die setting and fault response close out the high-severity list. The Kentucky FACE program reported a 2023 incident (publication 23ky003) in which a 52-year-old press operator was killed by an ejected balance pin fragment during set-up of a hydraulic fineblanking press; the employer subsequently retrofitted fixed deflector guarding (Kentucky FACE / NIOSH, 2025). Hose burst with whip energy is documented in older Oregon FACE work — a 45° elbow rupture caused a fatal strike on a worker — illustrating that the hydraulic system itself, not just the ram, is a hazard source.
Restart-after-fault is the modern fatality script. The pattern in the First Solar Ohio case (Local12, 2025) repeats: a fault occurs, normal production stops, a worker enters the machine to investigate or reset, the control system re-enables a cycle, and the worker is inside when it does. In every published case I have reviewed where a worker died inside a hydraulic press in the last decade, the entry happened without full lockout/tagout — not because procedures forbade it, but because the machine appeared off.
The regulatory and standards landscape by jurisdiction
The standard chain for a hydraulic press depends entirely on where it sits, who operates it, and — for connected machinery — where its data goes.
United States. The applicable federal standards are 29 CFR 1910.212 (general guarding obligation), 1910.147 (control of hazardous energy), and 1910.219 (power transmission apparatus). These are general-duty in character; they require guarding and energy control without specifying safeguarding distances or stop-time validation cadence. ANSI B11.2-2013 (R2020) is the consensus standard that fills those gaps. ANSI B11.2 is voluntary in legal terms, but OSHA inspectors typically reference it when citing under the General Duty Clause, and it is the document an OSHA enforcement file is built around. OSHA’s 2021 Request for Information on mechanical power presses (Docket OSHA-2007-0003) signals possible future federal coverage that extends beyond 1910.217, though no final rule has been issued.
United Kingdom. PUWER 1998 sets the framework. Three regulations dominate hydraulic-press compliance: Regulation 11 (preventing access to dangerous parts), Regulation 22 (maintenance to keep equipment safe), and Regulation 33 (specific to power presses on cold metal, requiring thorough examination by a competent person at defined intervals). The implementing guidance is HSE document HSG236, supported by ACOP L112. The UK regime puts more procedural weight on the competent-person concept than the US framework does, and Regulation 33’s documented examination cadence is enforceable in a way that an internal US risk-assessment cycle is not.
European Union and international. The Machinery Directive 2006/42/EC remains in force until the EU Machinery Regulation 2023/1230 becomes fully applicable on 20 January 2027 (EUR-Lex, 2023). The harmonized technical standard is EN ISO 16092-3:2018, supplemented by EN ISO 13849-1 for control-system performance level. Internationally, ISO 16092-1 covers presses generally and ISO 16092-3 covers hydraulic presses specifically.
Australia and Canada (brief reference). Australian sites apply Safe Work Australia WHS Regulation 213 (powered mobile plant and presses provisions). Canadian sites operate under provincial OHS regulation referencing CSA standards and the CCOHS hierarchy of controls; specifics vary by province.
How OSHA, HSE, and EU regimes diverge in practice
Three divergences matter when a multinational employer tries to write a single SOP. The first is documentation. PUWER Regulation 33 requires a written thorough-examination certificate from a competent person at a set cadence; the equivalent OSHA framework requires the employer to demonstrate adequate guarding and energy control but does not mandate a third-party-style examination certificate. A UK site that runs only on internal risk assessments fails its statutory duty regardless of how rigorous those assessments are.
The second is consensus-standard force. ANSI B11.2 in the US is voluntary; EN ISO 16092-3 in the EU operates as a harmonized standard, meaning conformity creates a presumption of compliance with the Machinery Directive. The legal weight is different even when the technical content overlaps.
The third is forward-looking obligation. EU Regulation 2023/1230 introduces requirements for cybersecurity of safety-related controls, AI-driven safety functions, digital documentation, and a 10-year software-update obligation for connected machinery. For networked hydraulic presses with PLC and HMI integration, this is a substantive new compliance area that the OSHA and ANSI frameworks have not yet paralleled.
| Jurisdiction | Governing instrument | Principal duty-holder | Inspection cadence |
|---|---|---|---|
| US | OSHA 1910.212 + 1910.147 + ANSI B11.2 | Employer | Manufacturer schedule + risk-assessment-driven |
| UK | PUWER 1998 + HSG236 | Employer + competent person | Reg 33 thorough examination at set intervals |
| EU | Machinery Directive → Reg 2023/1230 + EN ISO 16092-3 | Manufacturer + employer | Per harmonized standard + national OHS rules |
Engineering controls: what must be on the machine
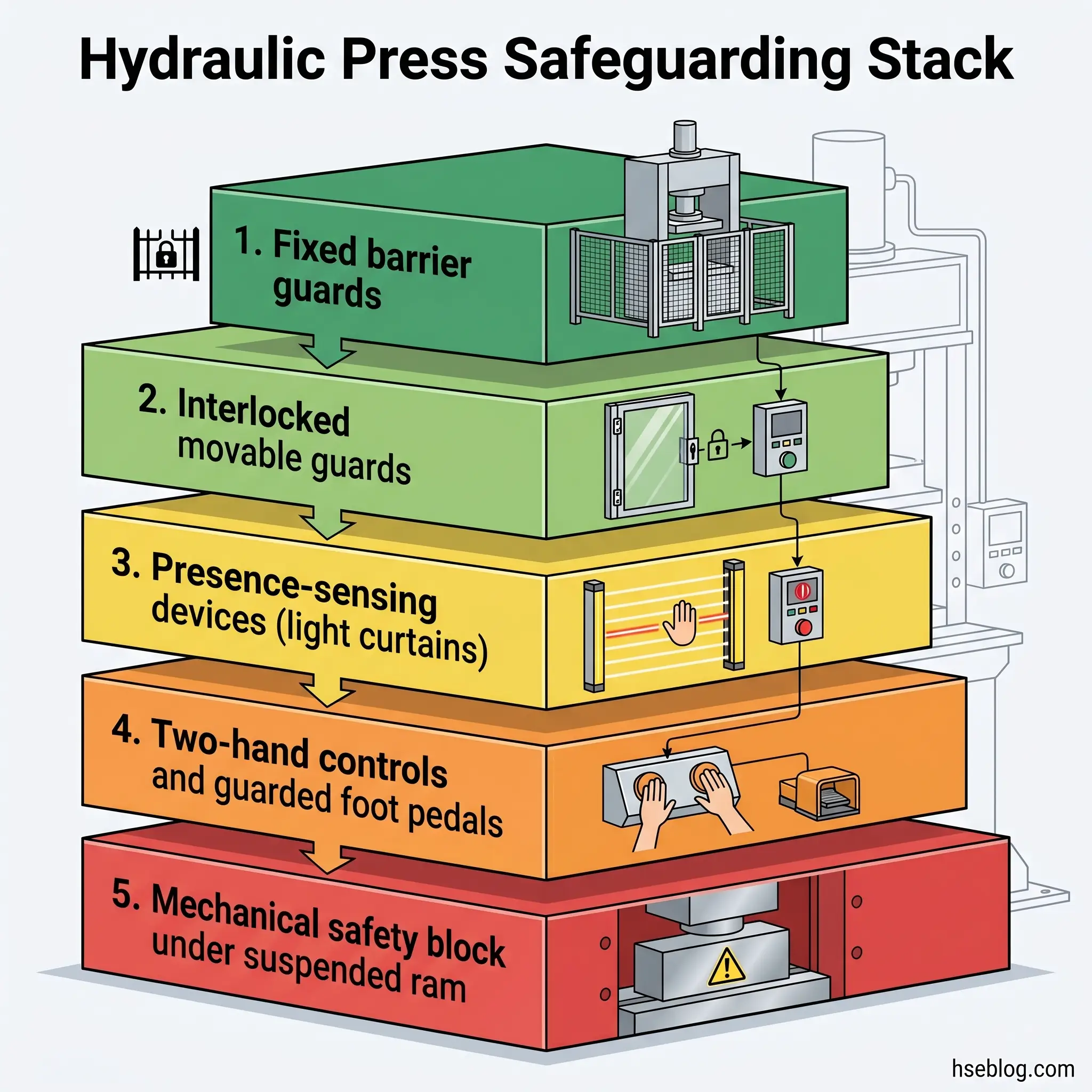
The safeguarding stack on a hydraulic press is not a checklist; it is a layered system ordered by the hierarchy of controls. The supplier provides part of it. The user is responsible for the rest, and for keeping all of it functional through the machine’s life.
Fixed barrier guards and interlocked movable guards sit at the top of the layered stack. They prevent reach over, under, around, or through the danger zone. Reach distances are governed by ISO 13857. A guard that is technically present but allows reach into the point of operation is not a guard.
Presence-sensing devices, primarily light curtains and active opto-electronic protective devices, are the standard secondary safeguard when full enclosure is impractical. The crucial calculation is safety distance — the minimum distance from the sensing field to the nearest hazard point — derived from the press stop time using formulas in ANSI B11.19 (US) and ISO 13855 (international). Hydraulic presses generally allow shorter stop times than mechanical presses, which permits closer placement, but stop times drift as seals, valves, and brake elements wear. ANSI B11.19 expects periodic re-measurement; failing to re-measure is one of the most frequent post-incident audit findings.
Two-hand controls with anti-tie-down and concurrency requirements are appropriate where a barrier or PSD is impractical. They keep the operator’s hands occupied and out of the danger zone for the duration of the cycle.
Foot pedals, where used, must be guarded against unintended actuation per the OSHA hydraulic-press eTool guidance.
Mechanical safety blocks or slide locks are non-negotiable for any work performed beneath a suspended ram. This is the single control most often missed in maintenance fatalities.
Pressure relief and overload protection prevent catastrophic fluid release and protect the machine envelope.
Emergency stop circuits must be accessible from any working position and engineered for control reliability per ISO 13850; the control system overall should meet the Performance Level required by the risk assessment under ISO 13849-1.
Administrative controls: training, competence, and procedures
Engineering controls do most of the work. Administrative controls decide whether the engineering controls remain functional and used as intended.
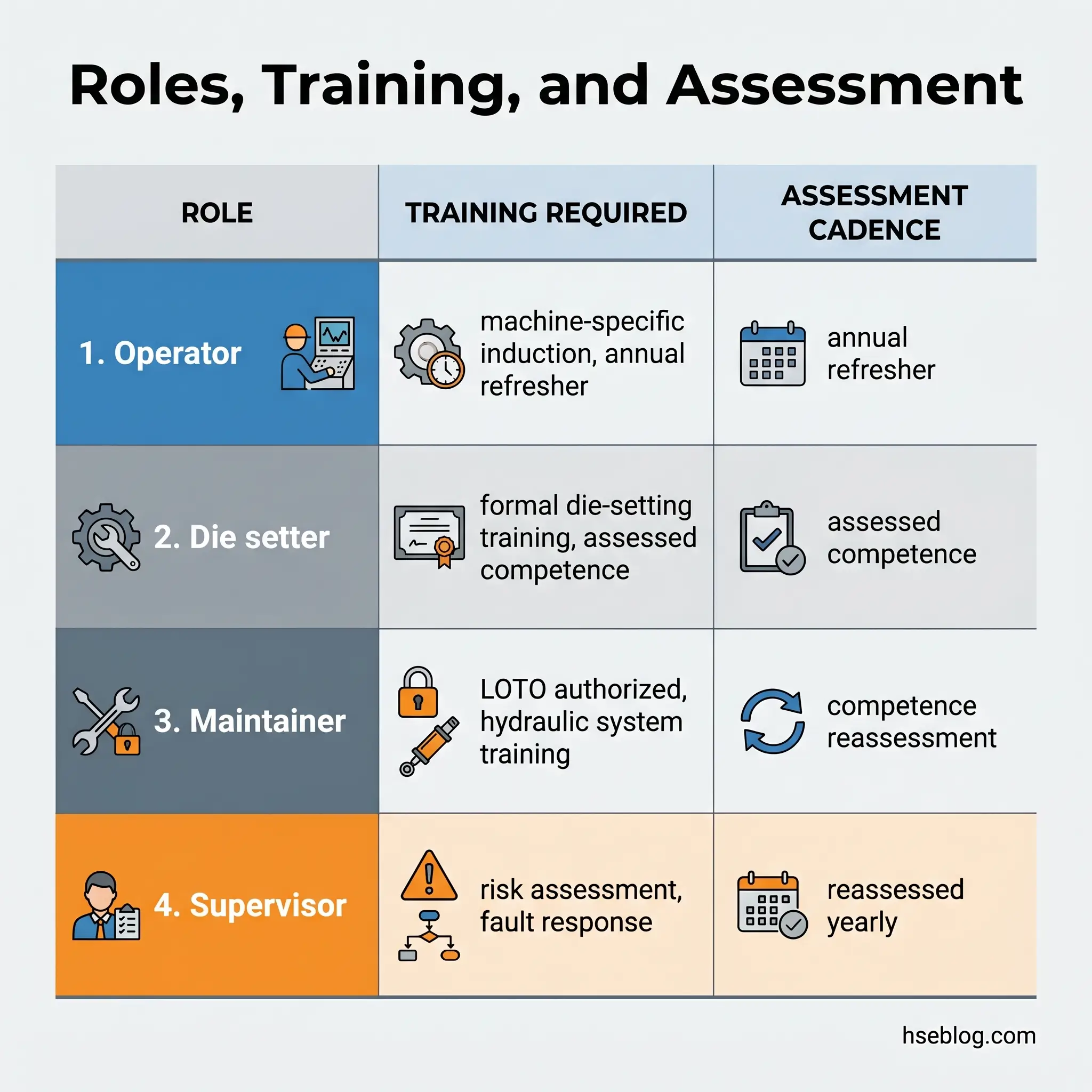
The OSHA 1910.147 framework distinguishes authorized employees (who lock out energy and perform service), affected employees (who operate the equipment and need to recognize lockout), and other employees (everyone else in the area). A useful operational mapping treats die setters and maintainers as authorized, production operators as affected, and supervisors as both depending on their hands-on involvement. The PUWER framework uses the term “competent person” with a stricter implication — demonstrated training plus assessed capability plus designation in writing.
Initial training before first operation is the universal expectation. Refresher cadence at annual minimum is the consensus practice across OSHA, ANSI B11.2, and PUWER. The training content cannot be generic — it must be specific to the machine, the dies in use, the safeguarding fitted, and the fault response procedure for that press.
A documented Safe Operating Procedure or Safe Work Method Statement is required per machine and per operation type. Production cycle, die setting, fluid system service, and controls modification each generate their own procedure. A single all-purpose SOP that covers “operating the press” misses the high-severity workflows entirely.
Permit-to-work systems are appropriate for non-routine tasks: die changes outside the planned cycle, hydraulic system service, controls modification, and any activity requiring the safeguards to be bypassed for setup. Contractor management is the parallel discipline when third-party engineers service the press — the contractor’s competence must be verified, and the host site’s LOTO procedure governs.
A common shortcut in training records is to credit “operated press for X years” as evidence of competence. Years on the floor are exposure, not competence. Competence requires structured assessment of pre-start checks, fault recognition, emergency-stop response, and — most importantly — the discipline to call a setter or engineer rather than attempt an unauthorized fix.
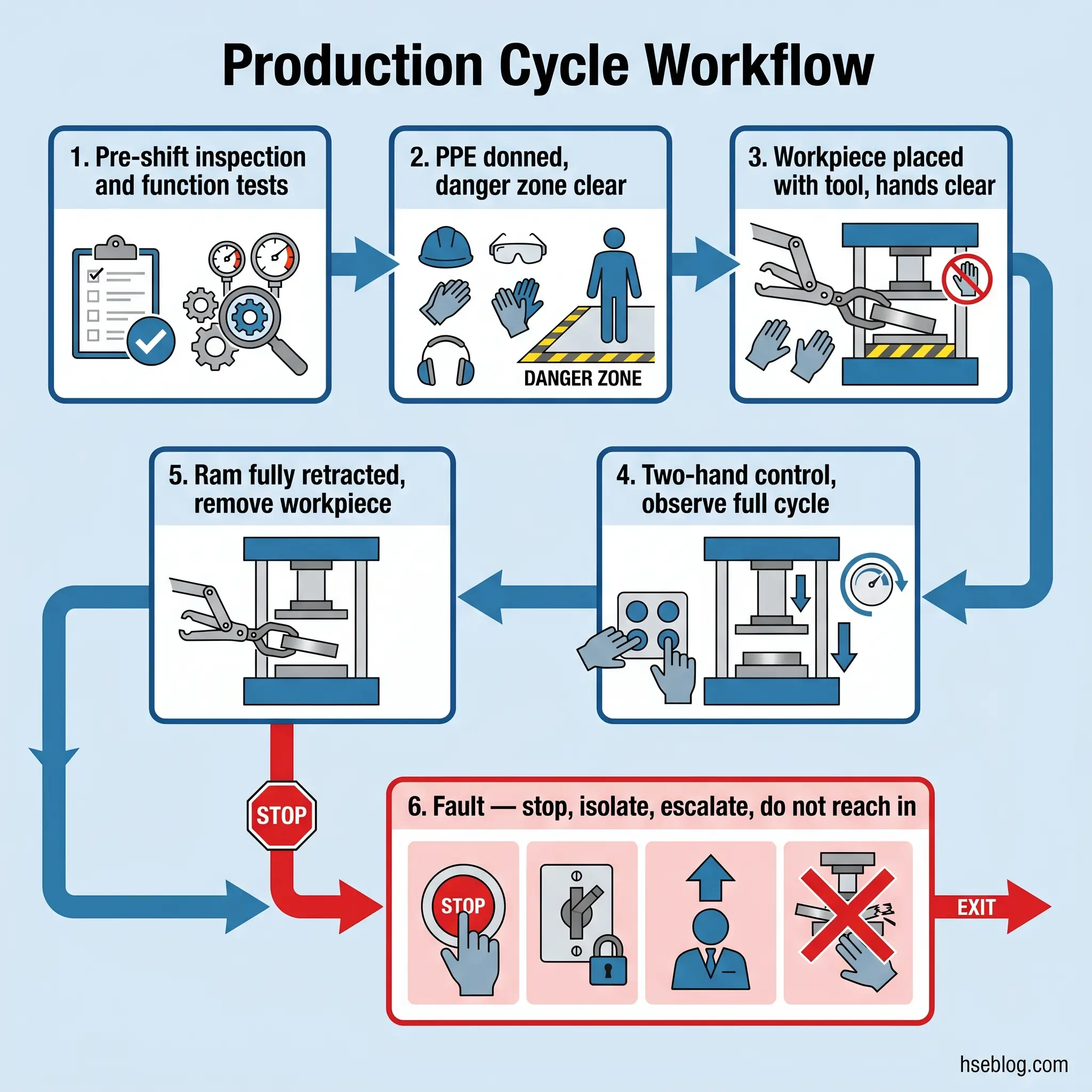
Standard operating procedure: production cycle
The production cycle SOP applies to the trained operator running validated dies through routine work. It does not cover die changes, fault clearance, or any task requiring the safeguards to be bypassed.
- Pre-shift inspection. Walk the machine: check for hydraulic fluid leaks at hose connections, fittings, and the cylinder gland; inspect hose condition for abrasion, blistering, or kinks; verify guard integrity and interlock function; perform a light-curtain function test by interrupting the field and confirming the press will not initiate; test the emergency stop; record the pressure-gauge baseline reading.
- PPE. Don ANSI Z87.1 (US) or EN 166 (EU/UK) eye protection, steel-toe footwear, and hearing protection where noise exposure warrants. Cut-resistant gloves should be used only where snag risk near the die area is controlled — loose gloves around the point of operation are themselves a hazard.
- Die and tooling verification. Confirm the die matches the work order, that it is secured per the setter’s sign-off, and that no foreign objects sit in the work area.
- Workpiece placement. Use purpose-built tools, magnetic pickups, or extended tongs for any placement within reach of the point of operation. Fingers do not enter the danger zone.
- Cycle initiation. Activate via two-hand control or guarded foot pedal. Both hands clear of the danger zone before initiating.
- Cycle observation. Watch the pressure gauge, ram travel, and listen for abnormal noise. Do not leave the press unattended mid-cycle.
- Workpiece removal. Only after the ram has fully retracted and held position.
- Fault response. Stop. Do not reach in. Isolate. Escalate. Internal clearing requires the maintenance procedure, not a quick reach.
The operational rule that prevents most production-cycle injuries is straightforward: any internal access — even momentary — triggers the maintenance procedure. There is no acceptable middle state where the operator is partway into the press without full LOTO.
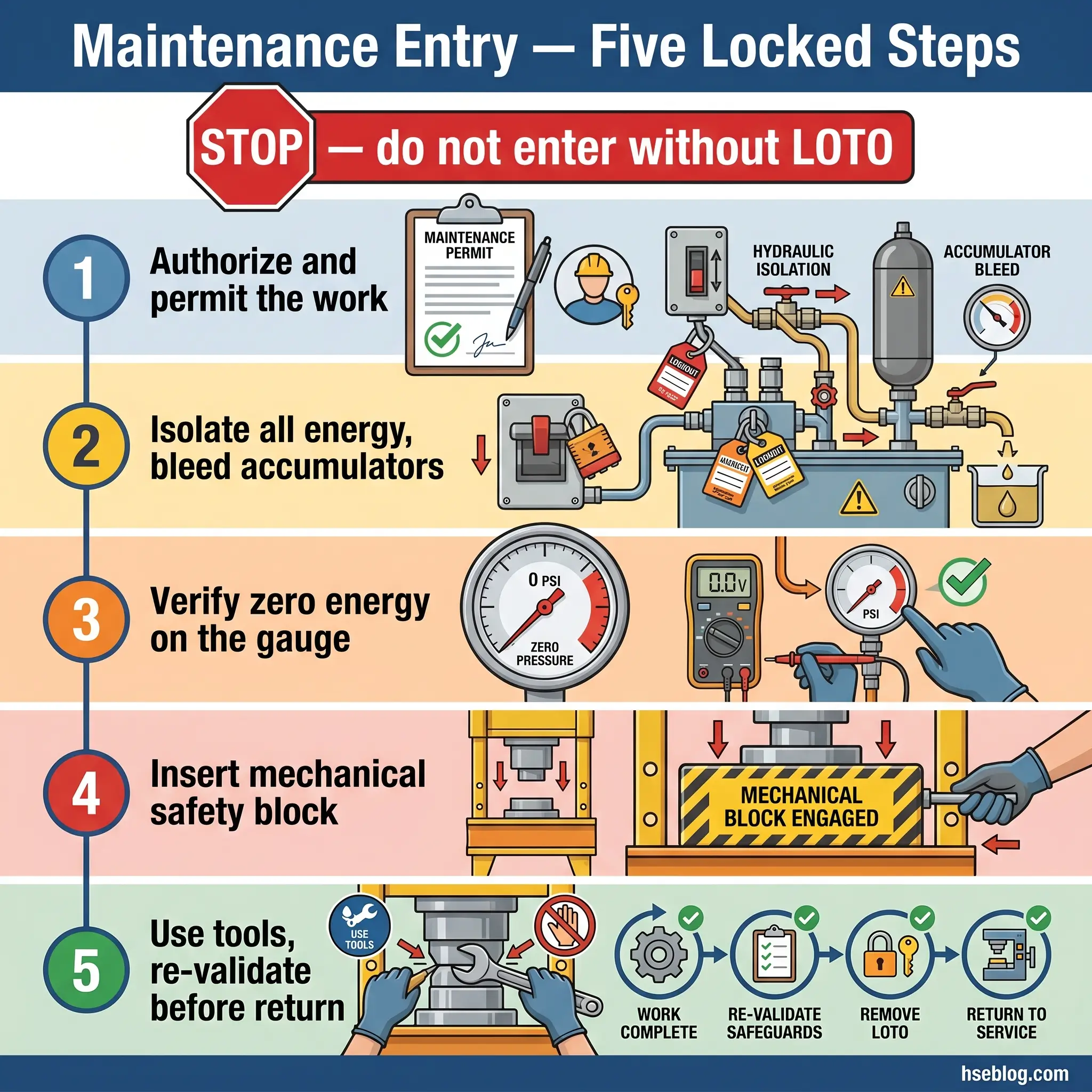
Standard operating procedure: die setting, fluid-system service, and maintenance
This workflow is where modern fatalities cluster, and the procedural discipline required is materially higher than for production. Only authorized, trained, designated personnel perform it. The production operator is not authorized to do it. The supervisor is not authorized to do it unless specifically trained as a setter or maintainer. There is no “I’ll just check it” exception.
- Authorization gate. Confirm the work is on the maintenance plan or a permit-to-work; confirm the person performing it is the named authorized employee; lock out other access to the machine area.
- Full lockout/tagout per 29 CFR 1910.147. Shutdown using the normal stopping procedure; isolate every energy source — main electrical disconnect, hydraulic supply valve, pneumatic supply if fitted; bleed residual hydraulic pressure and verify zero-energy state on the pressure gauge; release stored energy in accumulators per the manufacturer’s procedure; apply lockout devices personal to each authorized employee performing work; attempt restart from the operator station to verify the lockout — the “try-out” step.
- Mechanical safety block. Insert the safety block or engage the slide lock under the suspended ram before any work is performed beneath it. Hydraulic hold pressure does not substitute. ANSI B11.2 and EN ISO 16092-3 are explicit on this.
- Tool use, not finger use. Lubrication of dies, removal of debris, and adjustment of work-area components are performed with swabs, brushes, or extended tools. OSHA 1910.212(a)(3)(iii) and ANSI B11.2 cover this directly.
- Re-validation after die change. The light-curtain safety distance is re-checked against the new stop time; two-hand control function is tested; emergency-stop function is verified; guards are re-secured.
- Documentation. Maintenance log entry; thorough examination certificate updated where UK PUWER Regulation 33 applies; training records for the personnel who performed the work cross-referenced.
Audit Point: The single most lethal failure mode in modern hydraulic-press fatality investigations is the worker who entered without LOTO because the machine was already stopped, the lights were off, or “it would only take a second.” Build the SOP so that physically entering the press and applying personal lockout are the same action. There is no in-between.
High-pressure fluid injection: a hazard that hides in plain sight
A pinhole leak in a hydraulic line does not look dangerous. There may be no visible spray, no audible hiss, no warning beyond a slight oil sheen. Skin penetration occurs at pressures as low as 100 psi (European Journal of Trauma and Emergency Surgery, 2019) — well below the 600 to 12,000 psi typical of press hydraulic systems. Standard work gloves provide no meaningful protection; fluid velocity at common system pressures can exceed 250 m/s. The injection happens before the worker registers anything more than a sting.
The injury then misleads. The entry wound looks like an insect bite or a thorn prick. Initial pain is often mild. Severe tissue damage develops over hours as the injected fluid spreads along fascial planes, triggering chemical inflammation, ischemia, and eventually necrosis. Untreated, the limb can be lost. With prompt surgical debridement — within hours, not days — outcomes improve substantially.
The first-aid response sequence is short and counter-intuitive:
- Do not squeeze the wound to express fluid.
- Do not cut the wound.
- Do not attempt to extract the injected material.
- Immobilize the limb at heart level.
- Take the hydraulic fluid SDS to the emergency department.
- Tell the receiving clinical staff explicitly: this is a high-pressure fluid injection injury, not a puncture wound.
Prevention is procedural. Hoses are checked with a piece of cardboard, plywood, or a long-handled inspection tool — never a hand. Hoses are replaced on a lifecycle schedule, not on visible failure. The workforce is briefed annually on the deceptive presentation, because this is the hazard most people on the floor will never have heard explained correctly.
Inspection, examination, and documentation cadence
A hydraulic press carries inspection obligations at three levels — operator, competent person, and safety system — and the cadence varies by jurisdiction and by what is being inspected.
| Who | What | How often |
|---|---|---|
| Operator | Pre-shift visual and function checks (leaks, guards, light curtain, E-stop) | Every shift |
| Competent person | Mechanical, hydraulic, electrical examination per ANSI B11.2 / PUWER Reg 33 | Manufacturer schedule + UK Reg 33 set intervals |
| Safety engineer | Stop-time measurement on PSDs, safety-distance recalculation | Quarterly is common best practice (ANSI B11.19) |
| Maintenance | Hose lifecycle replacement, fluid condition analysis | Per manufacturer schedule |
Records retention is the discipline that supports all of the above. The set kept at most well-managed sites includes pre-shift checklists for the previous 12 months, training certifications for every authorized employee, thorough examination certificates (UK) or competent-person inspection reports (US/EU), stop-time measurement logs, hose replacement records, and incident/near-miss records linked to the specific press. UK sites face a statutory minimum retention period under PUWER for thorough examination certificates; US sites should align retention with the OSHA recordkeeping rules and with their internal audit cycle.
Stop-time drift on light curtains is the inspection finding I see most often in published post-incident reviews. The press was commissioned with a measured stop time, the safety distance was set, and the measurement was never repeated. Over years, valves age and seals soften, and the stop time grows. The light-curtain field that was correctly placed at year one is now too close to the hazard. Without a quarterly re-measurement discipline, a control that was once compliant becomes a compliance failure no one detects until something happens.
Building a press-safety program from this content
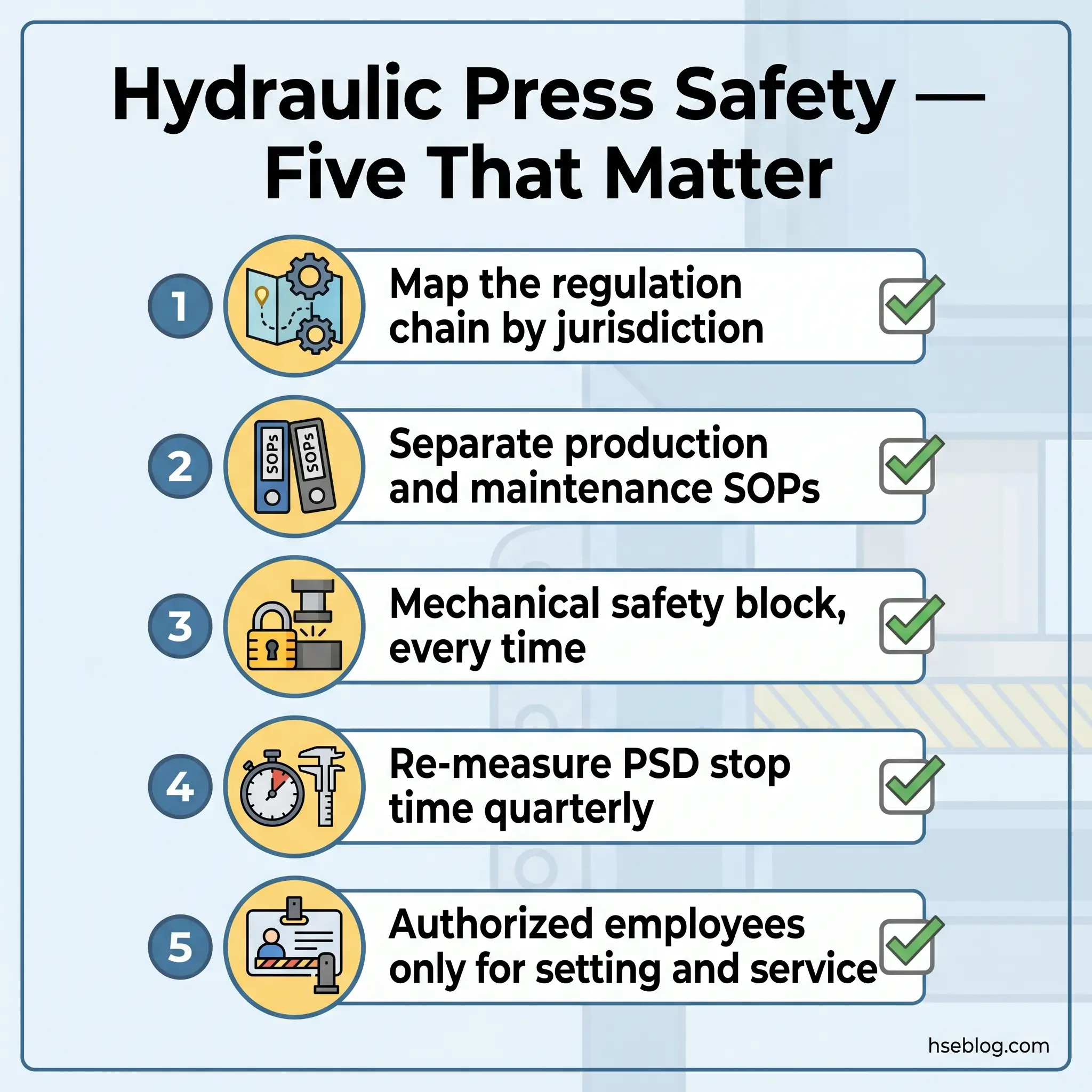
Use this article as scaffolding, not as a substitute. The actual SOP for your machine has to be built by a competent person against the specific press model, the specific dies in use, the specific operations performed, and the specific regulatory framework that applies to your site. The standards referenced here are the foundation of that work, not a replacement for it.
The order of priority is straightforward. Map your regulation chain explicitly — which CFR, which PUWER regulations, which EU instrument applies, in what combination. Build separate procedures for production, die setting, fluid-system service, and fault response. Validate the safeguarding stack with a competent person, including a current stop-time measurement on any presence-sensing device. Authorize only trained, assessed personnel for the high-severity workflows. Keep the records that prove you did it.
Frequently Asked Questions
Conclusion
The lesson the published fatality record drives home is uncomfortable for the way most sites think about hydraulic press safety. The dangerous moment is not the production cycle — well-trained operators rarely die during routine work on a properly safeguarded machine. The dangerous moment is the fault, the reset, the die change, and the “I’ll just check it” entry. The First Solar Ohio death in October 2025 (Local12, 2025) is the latest case in a pattern that has held for decades, and the pattern is structural: the maintenance and setting workflows are higher severity than production, and they receive a fraction of the procedural attention.
The single highest-impact change a site can make to its hydraulic press safety program is to build the maintenance-entry SOP so that physical entry to the machine and personal lockout are the same action — no exceptions for short tasks, no exceptions for supervisors, no exceptions for the operator who has done it a thousand times. Mechanical safety block under the suspended ram. Energy isolation verified at the gauge, not at the panel light. Authorized employees only. Everything else in the program — guards, light curtains, two-hand controls, training cadence — supports that one discipline or makes it possible.
Map your regulation chain. Split your procedures. Lock out before you enter. The rest is detail.