

TL;DR
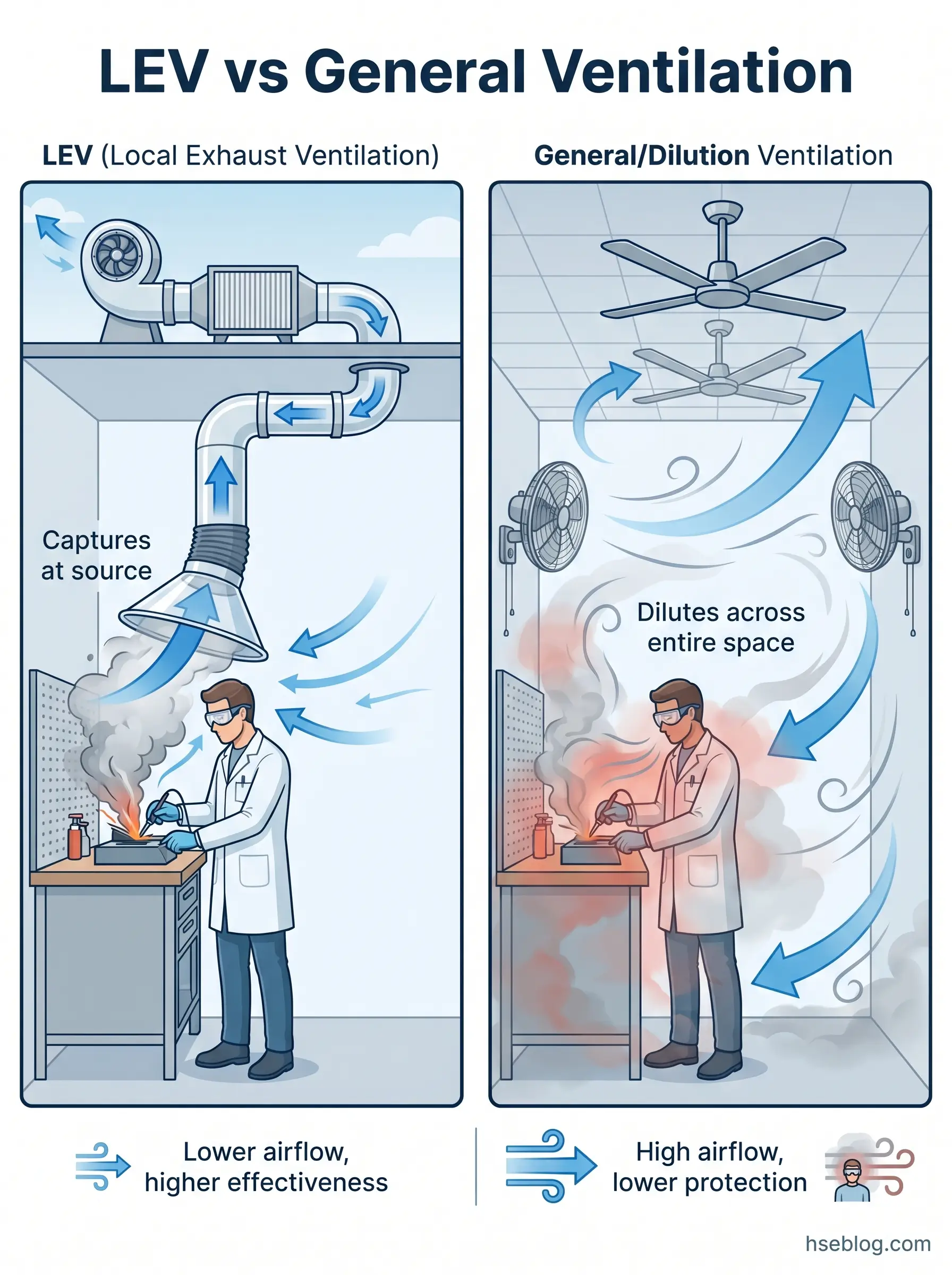
- LEV captures at the source — an engineering control that extracts airborne dust, fumes, mists, vapours, and gases before they reach workers’ breathing zones, unlike general ventilation that merely dilutes contaminants across the whole workspace.
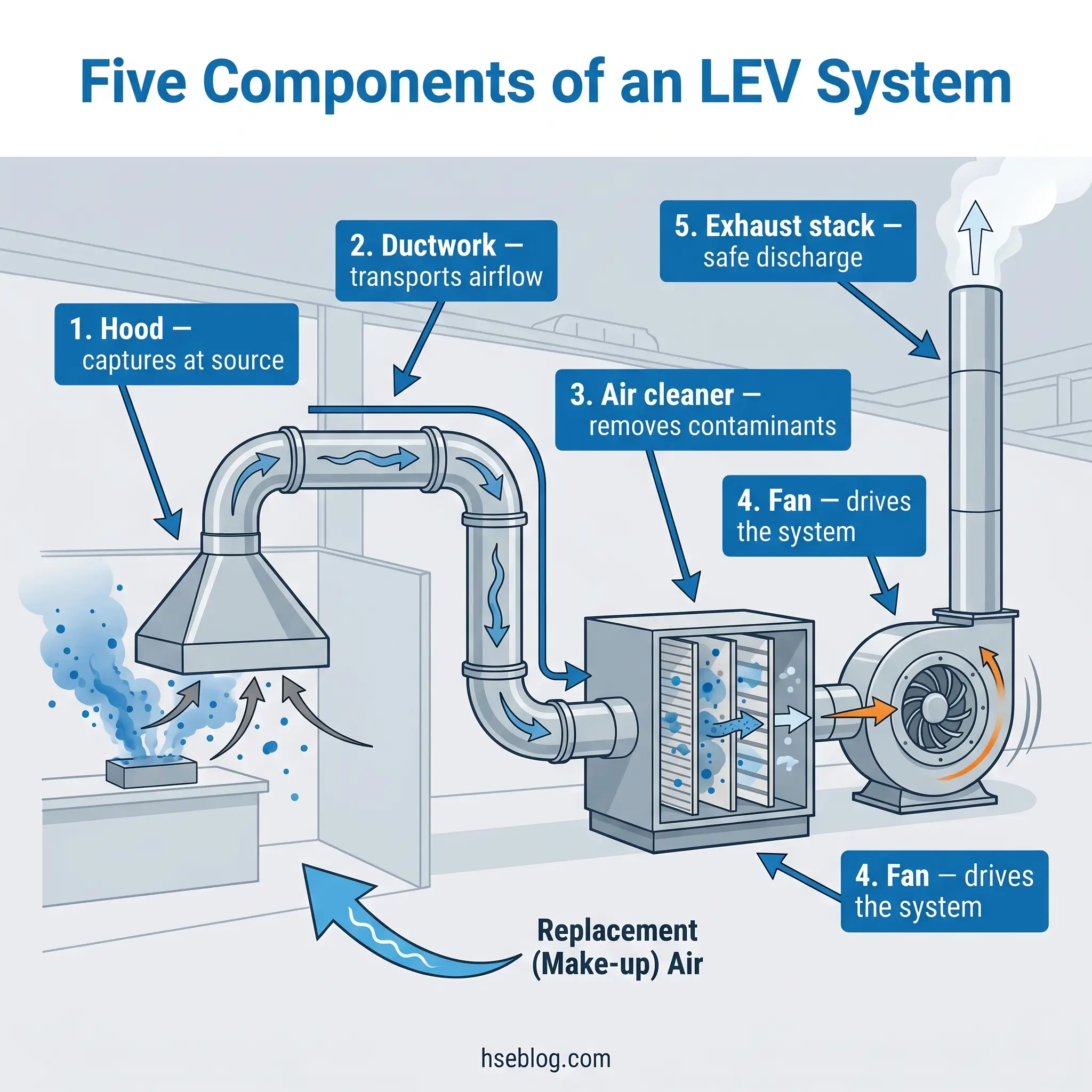
- Five components form a chain — hood, ductwork, air cleaner, fan, and exhaust stack must all function together. A failure in any single element degrades the entire system.
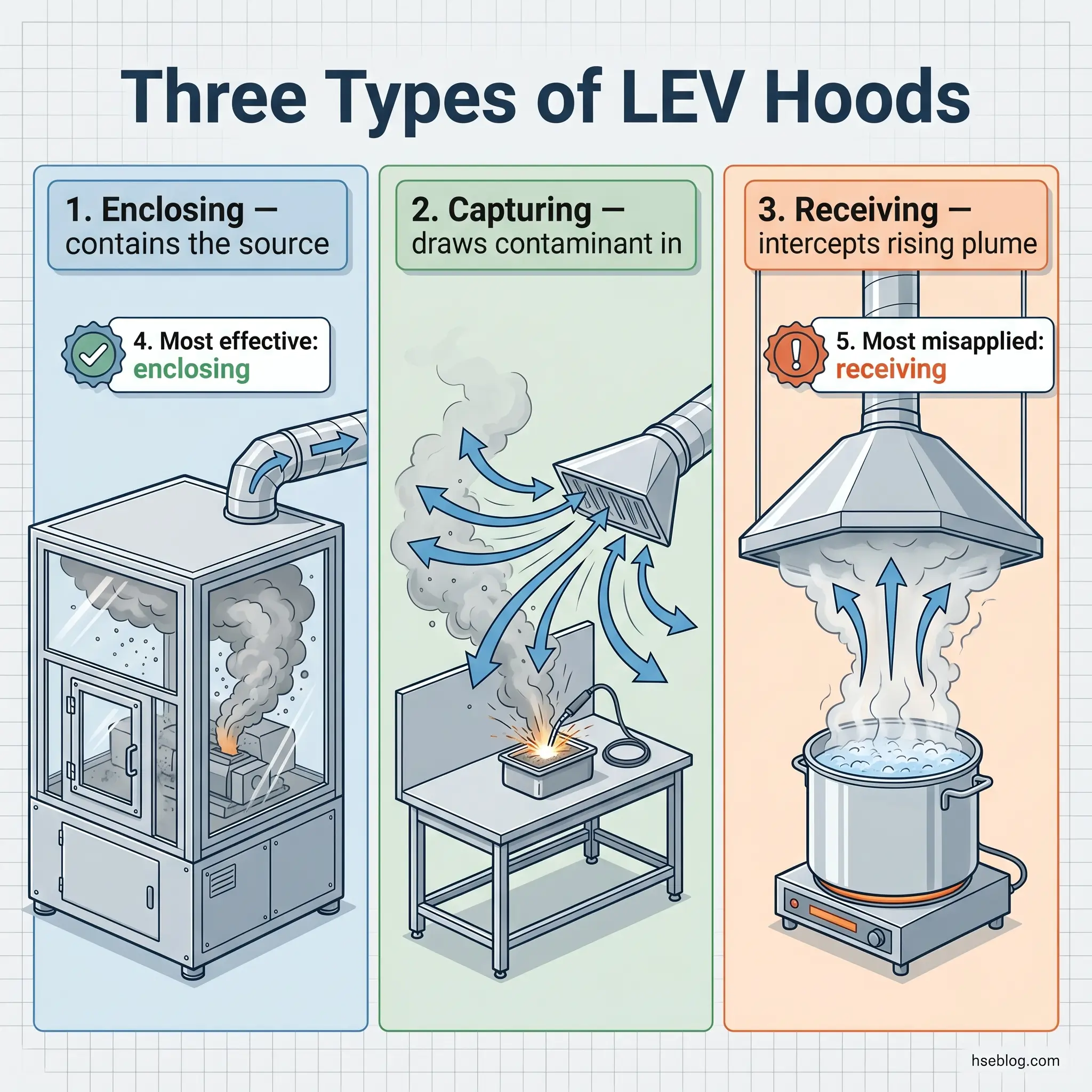
- Hood selection determines success or failure — enclosing hoods are most effective, capturing hoods are most common, and receiving (canopy) hoods are most frequently misapplied. Choosing the wrong type for the process is a leading cause of worker overexposure.
- Testing is a legal duty, not optional maintenance — UK COSHH Regulation 9 requires Thorough Examination and Test (TExT) at least every 14 months. OSHA mandates periodic static pressure checks and immediate leak repair.
- Silent degradation is the greatest risk — LEV systems that look operational can quietly lose capture effectiveness through ductwork leaks, filter loading, and inadequate replacement air, exposing workers for months before formal testing detects the problem.
Local Exhaust Ventilation (LEV) is an engineering control system that captures airborne contaminants — dust, fumes, mists, vapours, and gases — at or near their point of generation before they spread into the workplace and reach workers’ breathing zones. An LEV system draws contaminated air through a hood into ductwork, cleans or filters it, and discharges it safely. As a control measure, LEV sits above administrative controls and PPE in the hierarchy of control, making it one of the most important engineering interventions for protecting respiratory health at work.
What is Local Exhaust Ventilation (LEV)?
An estimated 13,000 deaths each year in Great Britain are linked to past occupational exposures, with approximately 11,000 of those attributed to occupational lung disease (HSE, 2025). Behind that number sits a consistent root cause: airborne contaminants that were generated at a work process and allowed to disperse into the breathing zone because source controls were absent, poorly designed, or degraded beyond effectiveness.
Local exhaust ventilation addresses this problem directly. Where general — or dilution — ventilation works by flooding a space with clean air to reduce overall contaminant concentration, LEV operates like a targeted extraction system: it captures contaminated air at the point where it is generated and removes it before workers can inhale it. The distinction matters enormously in practice. Dilution ventilation requires massive air volumes, struggles with high-toxicity substances, and pushes heating and energy costs upward. LEV focuses airflow precisely where the hazard originates.
In the hierarchy of control, LEV sits below elimination and substitution but above administrative measures and personal protective equipment. This positioning reflects a practical reality that I see confirmed repeatedly across risk assessments: when a hazardous substance cannot be eliminated from the process and a less harmful substitute is not available, LEV becomes the primary engineering control. Organizations frequently default to general ventilation because it appears simpler — open a few doors, install roof fans, call it done. Exposure monitoring then reveals that dilution alone cannot keep airborne concentrations below workplace exposure limits, particularly for substances like respirable crystalline silica or welding fume, where even low concentrations carry serious long-term health consequences.
How Does an LEV System Work?
The operating principle is straightforward: a fan creates negative pressure that draws air through a hood positioned at the contaminant source, pulls it through ductwork, passes it through an air cleaner to remove or neutralize the hazardous substance, and then discharges the cleaned air — either externally through an exhaust stack or, in recirculating systems, back into the workplace.
What makes this deceptively simple chain difficult in practice is that every component must perform within design parameters simultaneously. The hood must generate sufficient capture velocity at the contaminant source. The ductwork must maintain transport velocity high enough to prevent particulate settling. The air cleaner must match the contaminant type without overloading. The fan must overcome total system resistance — the cumulative friction and pressure losses across the entire duct run and filter bank. And the exhaust discharge must be positioned so that expelled air does not re-enter the building through windows, doors, or HVAC intakes.
One element that consistently gets overlooked during design and installation is replacement air — sometimes called make-up air. Every cubic metre of air an LEV system extracts must be replaced. When buildings are sealed tightly without adequate replacement air pathways, negative pressure builds inside the workspace. This starves the LEV system, reducing capture velocity at the hood without any visible warning. The fan still runs, air still moves, but the system is no longer capturing contaminants effectively. In reviewing LEV commissioning reports and post-installation assessments, replacement air planning stands out as one of the most persistent weak points.
Key Components of a Local Exhaust Ventilation System
An LEV system is only as strong as its weakest component. Understanding what each element does — and what goes wrong when it degrades — is essential for anyone responsible for specifying, maintaining, or inspecting these systems.
Hood (Inlet or Capture Point)
The hood is the most critical component in any local exhaust ventilation system. Its job is to create an airflow pattern that captures contaminants before they escape into the surrounding air. Hood design must account for the specific process, the physical behaviour of the contaminant (particle size, release velocity, buoyancy), and the worker’s position relative to the source.
A well-designed hood matched to the process makes the rest of the system’s job manageable. A poorly designed or poorly positioned hood renders the entire downstream system — ductwork, filters, fan — irrelevant, because contaminants never enter the system in the first place. Hoods fall into three primary classifications — enclosing, capturing, and receiving — each with distinct operating principles and failure modes, covered in detail in the next section.
Ductwork
Ductwork transports contaminated air from the hood to the air cleaner and onward to the fan and exhaust. The key design parameter is transport velocity — the minimum air speed inside the duct needed to keep particulates suspended and moving rather than settling and accumulating. For most industrial dusts, transport velocities between 15 and 25 m/s are typical, though the specific value depends on particle size and density.
Duct runs should be as short as practical, with smooth internal surfaces, gradual bends rather than sharp elbows, and sealed joints. In practice, degraded ductwork is the most common cause of LEV underperformance found during Thorough Examination and Test. Leaking seams, crushed flexible hoses, and accumulated deposits inside horizontal runs gradually choke airflow. These problems are less visible than a damaged hood and far easier to ignore — which is precisely why they persist.
Air Cleaner and Filtration
The air cleaner removes contaminants from the extracted airstream before discharge. Filter selection must match the contaminant: M-class filters for general nuisance dusts, H-class or HEPA filtration for respirable or carcinogenic particulates (hardwood dust, silica, welding fume), activated carbon adsorbers for solvent vapours, and electrostatic precipitators or wet scrubbers for oil mists and certain chemical fumes.
Recirculating systems — those that return cleaned air to the workplace rather than discharging externally — demand particular attention. The filtration standard must ensure that returned air does not exceed workplace exposure limits. For carcinogenic substances, recirculation is either prohibited or subject to stringent conditions depending on jurisdiction. Continuous monitoring of the return air is a non-negotiable requirement in any recirculating LEV arrangement.
Fan (Air Mover)
The fan generates the suction that drives the entire system. It must be sized to overcome total system resistance — the sum of all friction losses through hoods, ducts, bends, filters, and discharge — while maintaining adequate capture velocity at the hood face. Undersized fans produce airflow too weak to capture contaminants; oversized fans waste energy and can create turbulence that disrupts capture patterns.
Fans should be positioned downstream of the air cleaner, so that only cleaned air passes through the fan’s impeller and motor housing. This protects the fan from abrasive particle damage and reduces maintenance burden.
Exhaust Stack (Discharge Point)
The exhaust stack releases extracted and cleaned air to the external environment. Its position and design must prevent re-entrainment — the situation where discharged contaminants are drawn back into the building through air intakes, windows, or doors. Stack discharge velocity must be high enough to ensure adequate dispersion, and the stack must be located well away from HVAC supply intakes and building openings.
Regulatory requirements across jurisdictions mandate that LEV discharge does not create a new exposure risk for workers or the public outside the building.
Types of LEV Hoods: Enclosing, Capturing, and Receiving
Hood selection is where LEV design succeeds or fails. The EU-OSHA guide to LEV hood design and the ACGIH Industrial Ventilation Manual (31st edition, 2022) both classify hoods into three functional categories, each operating on a different aerodynamic principle. Choosing the wrong category for the process is one of the most frequent causes of worker overexposure — and it is a design decision, not a maintenance problem, which means it cannot be corrected by running the fan harder or changing filters more often.
Enclosing Hoods
Enclosing hoods surround the contaminant source partially or fully, containing the hazardous atmosphere within a physical barrier. Because containment reduces the volume of air that must be controlled, enclosing hoods require the lowest airflow rates and deliver the highest capture efficiency of any hood type.
Common examples include laboratory fume cupboards, biosafety cabinets, spray booths, glove boxes, and enclosed grinding booths. The degree of enclosure directly determines performance: a fully enclosed glove box with only hand ports needs minimal extraction, while a partially enclosed spray booth with an open front requires significantly higher face velocity to prevent contaminant escape.
The practical limitation is worker access. Processes that require frequent manual intervention, large workpiece handling, or unobstructed sightlines are difficult to enclose without impeding the task. The judgment call in practice is always the same: maximise enclosure to the extent the work process allows, then compensate for any remaining openings with adequate face velocity.
Capturing Hoods
Capturing hoods sit outside the process and rely on generated airflow to pull contaminants into the hood opening against the air’s natural tendency to disperse. This is the most common hood type across industry — and the most sensitive to design error.
Sub-types span a wide range: on-tool extraction fitted directly to grinders, sanders, or saws; flexible extraction arms used in welding; fixed bench-mounted hoods; downdraft tables for sanding or soldering; and extracted workbenches. The critical parameter for all capturing hoods is capture velocity — the minimum air speed at the point of contaminant generation needed to overcome the contaminant’s release energy and surrounding air currents, drawing it into the hood.
Capture velocity decays rapidly with distance from the hood face. At one hood diameter away, the velocity has already dropped significantly. At two diameters, a hood may capture less than 25% of the contaminant generated. This inverse-square relationship means that even small increases in the distance between hood and source produce dramatic drops in effectiveness. Positioning the hood as close to the source as physically possible — ideally within one hood diameter — is not a suggestion; it is the single most important factor governing whether a capturing hood works or fails.
Receiving Hoods
Receiving hoods are positioned to intercept contaminants that are already in motion — typically carried upward by thermal buoyancy from hot processes. Canopy hoods above furnaces, hot tanks, and cooking equipment are the most familiar examples.
The critical misconception about receiving hoods is that they “pull” contaminants upward. They do not. They rely on the contaminant’s existing upward movement. This means receiving hoods fail when applied to cold processes (no thermal updraft), when cross-drafts deflect the rising plume away from the hood, or when workers lean over the process and place their breathing zone between the contaminant source and the hood.
A common and dangerous design error is specifying a canopy hood for a process that generates contaminants at ambient temperature or in an environment with lateral air movement. In these conditions, contaminants drift past or beneath the hood directly into workers’ breathing zones. The practical rule: canopy hoods belong only above processes where thermal buoyancy is strong, consistent, and undisturbed by cross-drafts.
Common Industrial Uses and Applications of LEV
The range of industries that depend on local exhaust ventilation is broad, but the underlying principle is consistent: wherever a work process generates airborne contaminants that cannot be eliminated through substitution or process change, LEV is typically the primary engineering control.
Welding is currently the sector under the most active enforcement scrutiny. Following the IARC reclassification of all welding fume — including mild steel fume — as a Group 1 carcinogen, HSE UK strengthened its enforcement position in 2019: engineering controls such as LEV are now required for all indoor welding, regardless of duration or material. General ventilation alone is no longer accepted as adequate. The HSE safety alert on welding fume enforcement makes this obligation explicit. Typical LEV configurations include on-tool extraction, flexible extraction arms, and fixed extracted welding benches. Welding shops that relied on open-door ventilation for decades now face enforcement action — a pattern visible across multiple HSE inspection reports.
Woodworking operations generate both inhalable and respirable wood dust, with hardwood dust classified as a known carcinogen. On-tool extraction for power tools, enclosed spray booths for finishing, and downdraft tables for hand sanding are standard LEV configurations in this sector.
Pharmaceutical and chemical manufacturing uses fume cupboards, containment isolators, and downdraft weighing stations to control exposure to active pharmaceutical ingredients, solvents, and reactive chemicals — many of which have extremely low workplace exposure limits.
Construction has seen significant regulatory pressure around respirable crystalline silica. On-tool extraction with HEPA-filtered vacuum systems is now a core control for cutting, grinding, and drilling concrete, stone, and masonry. MSHA finalized a new respirable crystalline silica rule in April 2024, lowering the PEL to 50 µg/m³ and strengthening requirements for engineering controls including LEV in mining operations (MSHA, 2024). Separately, Cal/OSHA approved permanent regulations in December 2024 targeting engineered stone fabrication, where LEV with HEPA filtration is a core control requirement.
Food production relies on LEV for flour dust extraction in bakeries and spice processing facilities — environments where prolonged exposure causes occupational asthma. Automotive and spray painting operations use spray booths (enclosing hoods) and downdraft preparation areas. Healthcare and laboratory settings employ biosafety cabinets, chemical fume hoods, and anaesthetic gas scavenging systems.
Across all these sectors, the health burden of inadequate control remains substantial. Workplace exposures contribute a population-attributable fraction of 16% for asthma and 14% for COPD (American Thoracic Society / European Respiratory Society, 2019). An estimated 22,000 new cases of breathing or lung problems caused or made worse by work are reported annually in Great Britain alone (HSE, 2025).
When is LEV Required? Regulatory Framework Across Jurisdictions
A common misconception is that LEV is “optional” or “recommended best practice.” In most jurisdictions, it is a legal requirement when the risk assessment shows that worker exposure to hazardous substances cannot be adequately controlled by elimination, substitution, or process modification alone. The obligation is not specifically to install LEV — it is to control exposure adequately. LEV becomes the de facto requirement when no higher-level control can reduce exposure below workplace exposure limits.
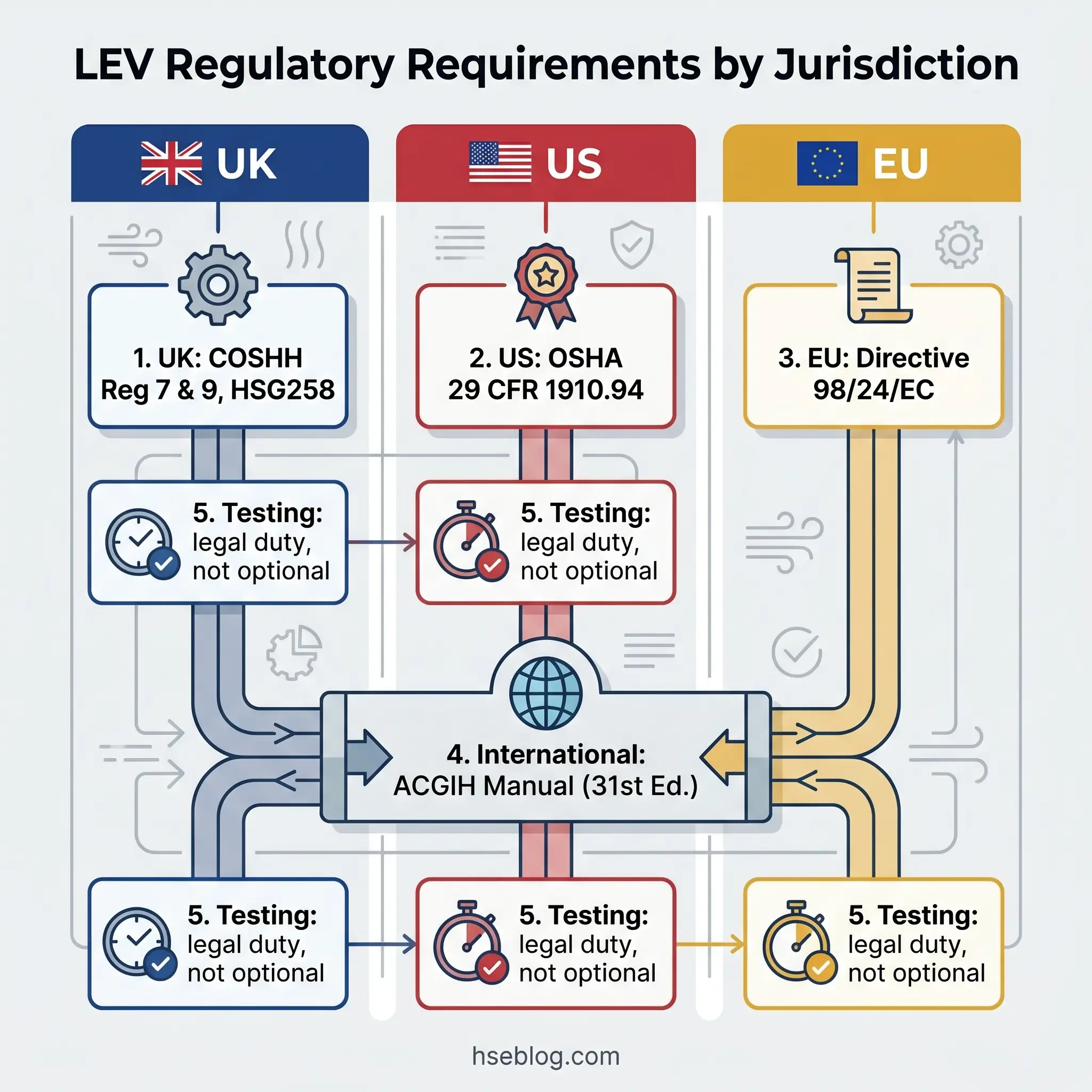
Under UK COSHH Regulations 2002, Regulation 7 requires employers to prevent or adequately control employee exposure to substances hazardous to health, with controls other than PPE given priority. Regulation 9 imposes specific duties for LEV maintenance, examination, and testing. The companion guidance, HSG258 (3rd edition, 2017), is the primary UK design, commissioning, and testing reference.
In the United States, OSHA 29 CFR 1910.94 sets ventilation standards for general industry operations including grinding, spray finishing, open-surface tanks, and abrasive blasting. Construction ventilation falls under 29 CFR 1926.57, which references ANSI Z9.2 for LEV system design. Substance-specific standards — silica (29 CFR 1926.1153), lead, cadmium — mandate engineering controls including LEV when exposure exceeds action levels. The OSHA Technical Manual on ventilation provides detailed implementation guidance.
Jurisdiction Note: OSHA’s LEV standards (29 CFR 1910.94) incorporate 1960s-era ANSI standards that are significantly older than current ACGIH recommendations. Where OSHA-adopted standards and the ACGIH Industrial Ventilation Manual (31st edition, 2022) differ — for example, on capture velocity recommendations — ACGIH represents current best practice while OSHA represents the enforceable minimum in US jurisdictions.
The EU Chemical Agents Directive (98/24/EC) requires employers to design work processes and engineering controls to minimise risks from hazardous chemical agents, with priority given to source controls. This is transposed into each member state’s national legislation.
Internationally, the ACGIH Industrial Ventilation: A Manual of Recommended Practice for Design (31st edition, 2022) serves as the industry-standard design reference for LEV systems worldwide. While non-regulatory, it is referenced by regulators, occupational hygienists, and ventilation engineers across every jurisdiction as the authoritative source for hood design, capture velocity calculations, duct sizing, and system balancing.
LEV Testing, Maintenance, and Thorough Examination
Statutory testing of LEV is where legal compliance and worker protection intersect most directly. A system that was correctly designed and commissioned will degrade over time — filters load, duct joints develop leaks, flexible hoses get kinked or crushed, and capture performance drops. Without systematic testing, this degradation is invisible until exposure monitoring reveals that workers are being overexposed.
Under UK COSHH Regulation 9, LEV systems must undergo a Thorough Examination and Test (TExT) at least every 14 months. For certain high-risk processes — listed in HSG258 Table 4 — the required frequency is every 6 months. Records of each TExT must be retained for a minimum of 5 years. The 2,218 mesothelioma deaths recorded in Great Britain in 2023 (HSE, 2025) are a grim reminder of what happens when exposure controls, including ventilation, fail over sustained periods.
Testing must be performed by a competent person. In the UK, the BOHS P601 qualification is the recognised competence standard for LEV examiners. A competent tester should be impartial, with no vested interest in the testing outcome — a principle that creates tension when organisations use in-house staff or their LEV installation contractor for testing.
A TExT covers all system elements: hood condition and positioning, ductwork integrity, filter loading and condition, fan performance, alarm and indicator function, and overall system airflow measured against the original design specification. The output is a written report with a clear pass or fail determination and recommendations for remediation.
Audit Point: A persistent gap across workplaces — the 14-month TExT is treated as the only required check, while daily and weekly user inspections are neglected entirely. Simple routine checks — smoke tests at the hood face, visual inspection of flexible hoses, monitoring of airflow indicators — catch developing problems early. By the time the annual test reveals a failure, workers may have been exposed for months.
In the US, there is no single regulatory equivalent to TExT. However, OSHA 29 CFR 1910.94 requires periodic static pressure drop checks at duct junctions and immediate repair of any dust leaks. ANSI/AIHA Z9.2 provides comprehensive testing guidance for local exhaust systems.
Why Do LEV Systems Fail? Common Problems and How to Avoid Them
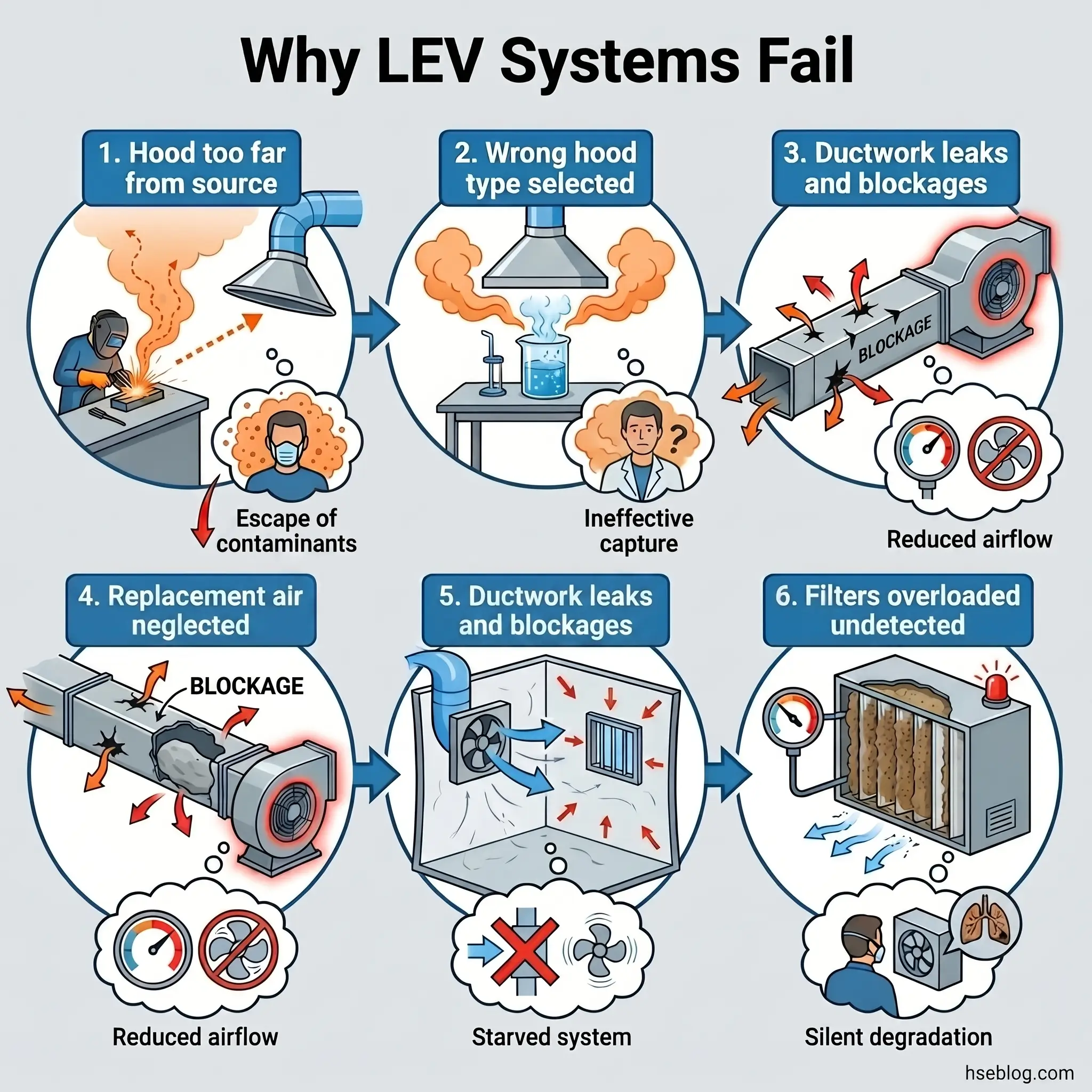
Published investigation reports and Thorough Examination records reveal consistent failure patterns. Understanding these patterns is more useful than generic advice to “maintain your system,” because each failure category demands a specific corrective response.
Hood positioned too far from the source. Capture velocity follows an inverse-square law — doubling the distance between hood and source does not halve effectiveness; it reduces it far more dramatically. A hood at twice its optimal distance may capture less than 25% of contaminants generated. The fix is straightforward in principle but often difficult operationally: redesign the workstation layout to bring the hood closer, or change to a hood type (enclosing or on-tool) that eliminates the distance problem entirely.
Wrong hood type for the process. Canopy hoods specified for cold processes or processes with significant lateral air movement are the most common example. Without thermal updraft, contaminants never reach the canopy. Capturing hoods used where a partial enclosure would be more effective is another recurring pattern. Hood type selection should be driven by contaminant behaviour and process constraints, not by installation convenience.
Inadequate replacement air. When buildings cannot supply air to replace what the LEV extracts, internal negative pressure reduces capture velocity at the hood. The system appears to run normally — the fan operates, air moves — but the volume reaching the hood face has dropped below effective levels. In tightly sealed modern buildings, this problem is particularly acute.
Ductwork degradation. Leaking joints, crushed flexible hoses, and accumulated deposits restrict airflow progressively. This is the least visible failure mode because ductwork is often routed above ceilings, behind walls, or along roof structures where visual inspection is difficult. Static pressure monitoring at key duct junctions — an inexpensive and simple practice — catches these problems early.
Filter overloading without monitoring. Gradual filter loading increases system resistance, reducing airflow. Without differential pressure gauges across the filter bank, there is no indication to operators that performance is declining. By the time airflow visibly drops at the hood, the filter may have been restricting the system for weeks.
Modification without redesign. Additional hoods or branches added to an existing system without recalculating total system resistance, fan capacity, and duct sizing. Each new opening alters the pressure balance across the entire network, potentially starving existing hoods of airflow.
Watch For: The most dangerous failure mode is silent degradation. The fan runs, air moves, and the system looks operational — but capture at the hood face has dropped below effective levels. Static pressure monitoring and regular smoke visualization at hood faces are not optional extras. They are the early warning system that prevents months of undetected worker exposure.
Frequently Asked Questions
Conclusion
The pattern that runs through every LEV failure — hood too far from the source, canopy hoods on cold processes, replacement air ignored, ductwork degrading silently behind ceiling panels — is the same: the system was either designed without adequate understanding of how contaminants behave, or it was allowed to deteriorate because nobody was checking the right indicators at the right frequency.
What the industry consistently gets wrong is treating LEV as a piece of equipment rather than as a system. A fan that runs is not evidence that workers are protected. The highest-impact change any organisation can make is closing the gap between statutory testing intervals and daily operational reality — implementing simple, routine hood-face smoke checks, static pressure monitoring at duct junctions, and filter differential pressure readings that take minutes to perform and catch failures months before the formal TExT reveals them.
Local exhaust ventilation remains the most effective engineering control for airborne contaminants when elimination and substitution are not feasible. Its effectiveness, however, is not set at installation. It is maintained — or lost — through the daily decisions of the people who design, commission, operate, and inspect these systems.