

TL;DR
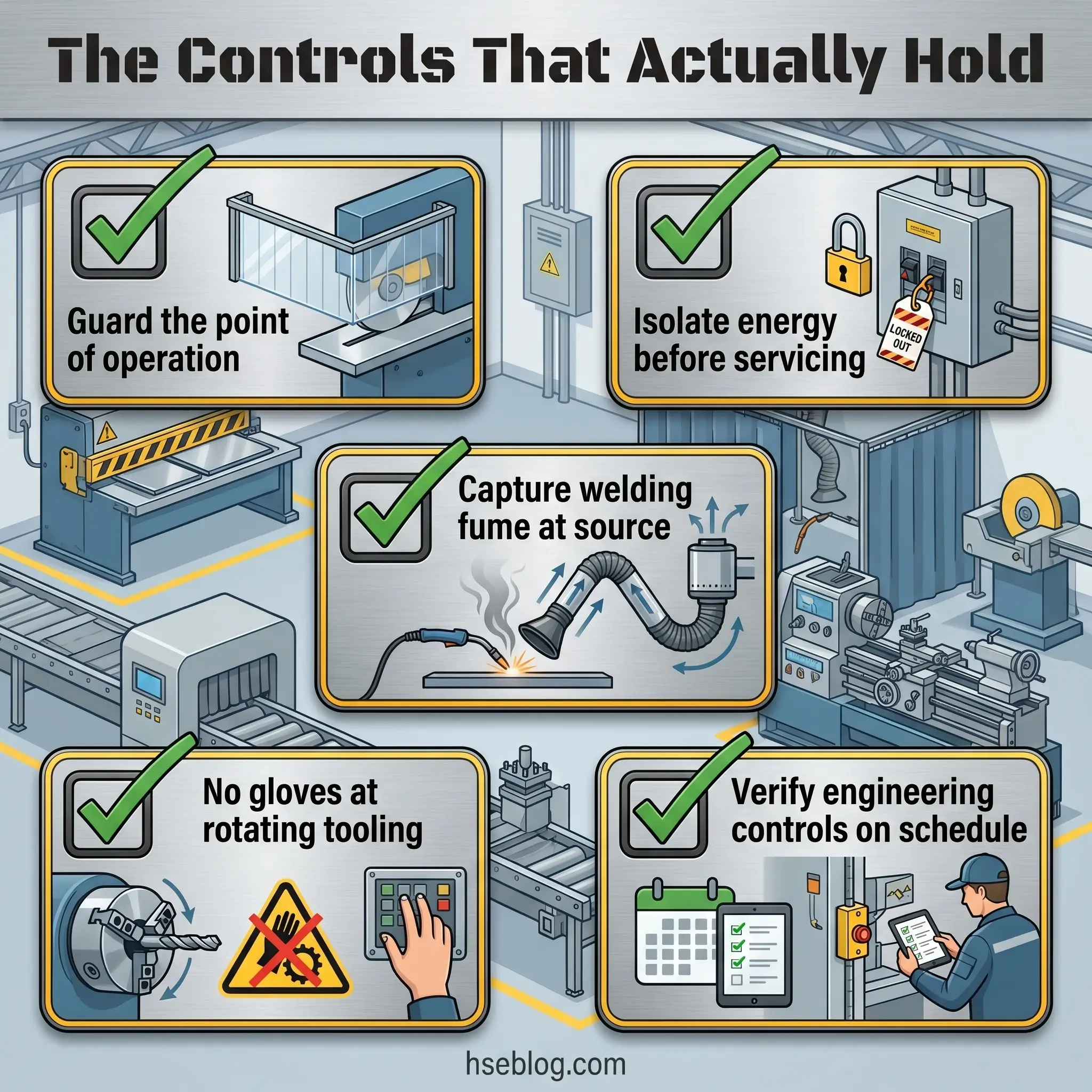
- Guard the point of operation, then verify lockout/tagout: Most fabrication amputations happen when a compliant guard is defeated for a jam clear while stored energy stays live.
- Control welding fume at the source: Local exhaust ventilation comes before respirators — all welding fume is a Group 1 carcinogen, not just stainless.
- Treat PPE as the last tier, never the first: Programs that buy respirators and gloves before installing engineering controls fail audits and leave exposure uncontrolled.
- Match the standard to the hazard: OSHA 1910.212 for guarding, 1910.147 for LOTO, 1910.1026 for chromium (VI); UK shops follow stricter COSHH fume rules.
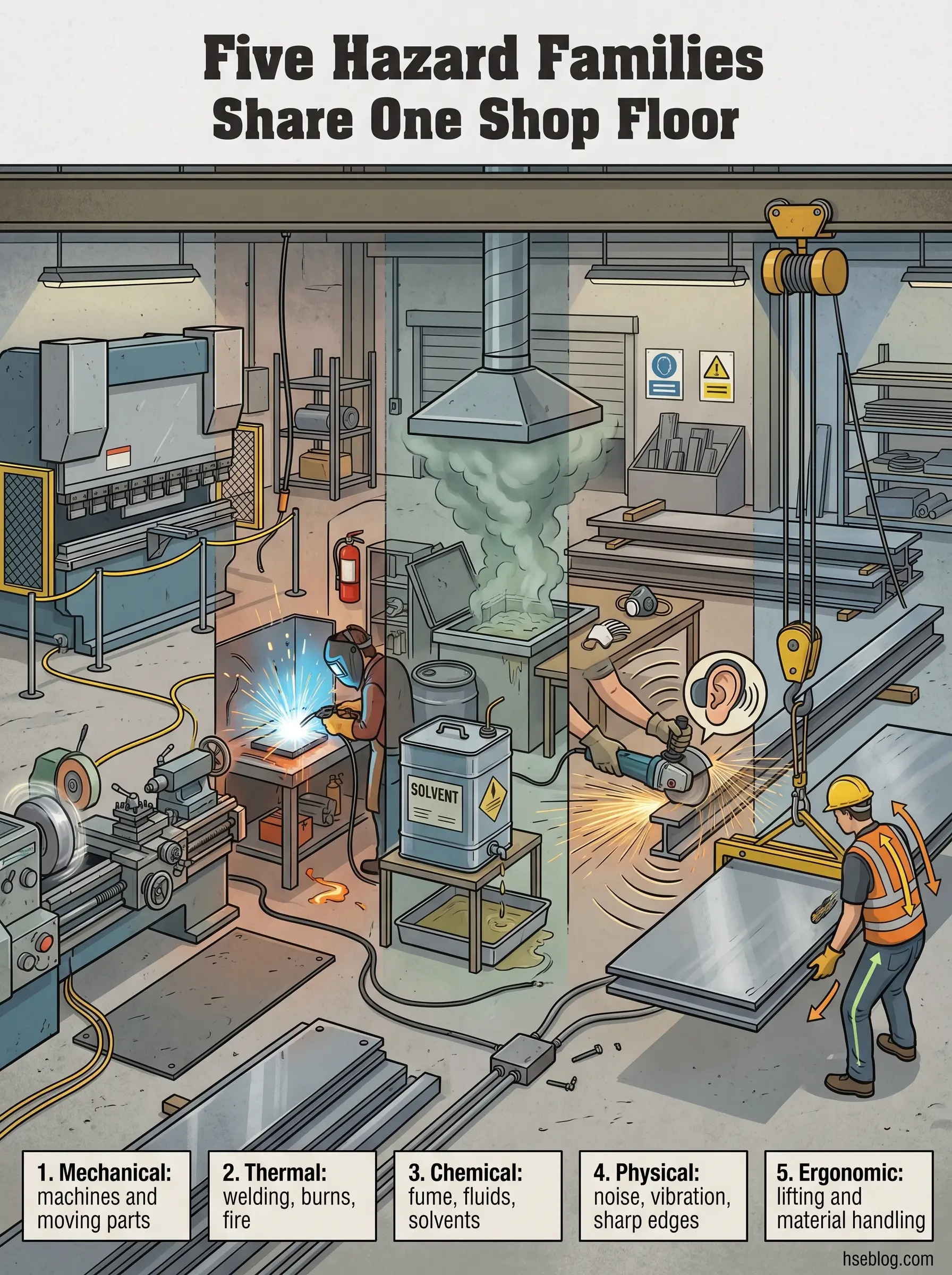
Metal fabrication exposes workers to machine injuries, burns and fire, toxic welding fume, eye and hearing damage, vibration, and chemical contact. The most effective response controls each hazard through the hierarchy of controls — elimination and engineering first, PPE last — while meeting specific OSHA and HSE requirements such as machine guarding, lockout/tagout, and local exhaust ventilation.
Fabricated Metal Product Manufacturing was the single most-cited industry for machine-guarding violations in FY2019, drawing 423 citations across 371 inspections and roughly $2.4 million in proposed penalties (OSHA enforcement data, FY2019). That record is not an artifact of paperwork — it reflects what happens when cutting, welding, grinding, and pressing share one floor.
Metal fabrication safety is difficult precisely because five hazard families — mechanical, thermal, chemical, physical, and ergonomic — coexist in the same workspace and often the same task. This guide works through those metal fabrication hazards one by one, pairs each with the specific control and regulatory clause that governs it, and organizes everything around the hierarchy of controls rather than a PPE-first checklist.
Why Metal Fabrication Is a High-Hazard Environment
What makes a fabrication shop dangerous is not any single machine — it is the collision of hazard types in one space. A grinder throwing sparks beside a degreasing station, or fume settling on surfaces a worker later handles bare-handed, is the real risk profile, and it does not fit a tidy single-hazard mental model.
The work itself spans several processes, each carrying its own hazard family:
- Cutting and shearing introduce laceration and amputation risk at the blade and point of operation.
- Welding and hot work add burns, fire, arc eye, and toxic fume.
- Grinding and abrasive work generate flying particles, eye injury, vibration, and fire risk from sparks.
- Forming and pressing create crushing and amputation hazards from stored mechanical, hydraulic, and pneumatic energy.
- Assembly and material handling drive musculoskeletal disorders and crush injuries from heavy stock.
The scale is significant. OSHA estimates roughly 18,000 amputations, lacerations, crushing injuries, and other machine-related injuries, plus more than 800 deaths per year among US workers operating or maintaining machinery (OSHA estimate).
The most common failure I see across the published record is siloed thinking: the welder worries about fume, the press operator worries about guarding, and nobody owns the overlap. Effective fabrication shop safety controls treat the floor as one connected system governed by OSHA in the US and HSE in the UK — and the rest of this article keeps that systems view throughout.
How the Hierarchy of Controls Should Drive Every Decision
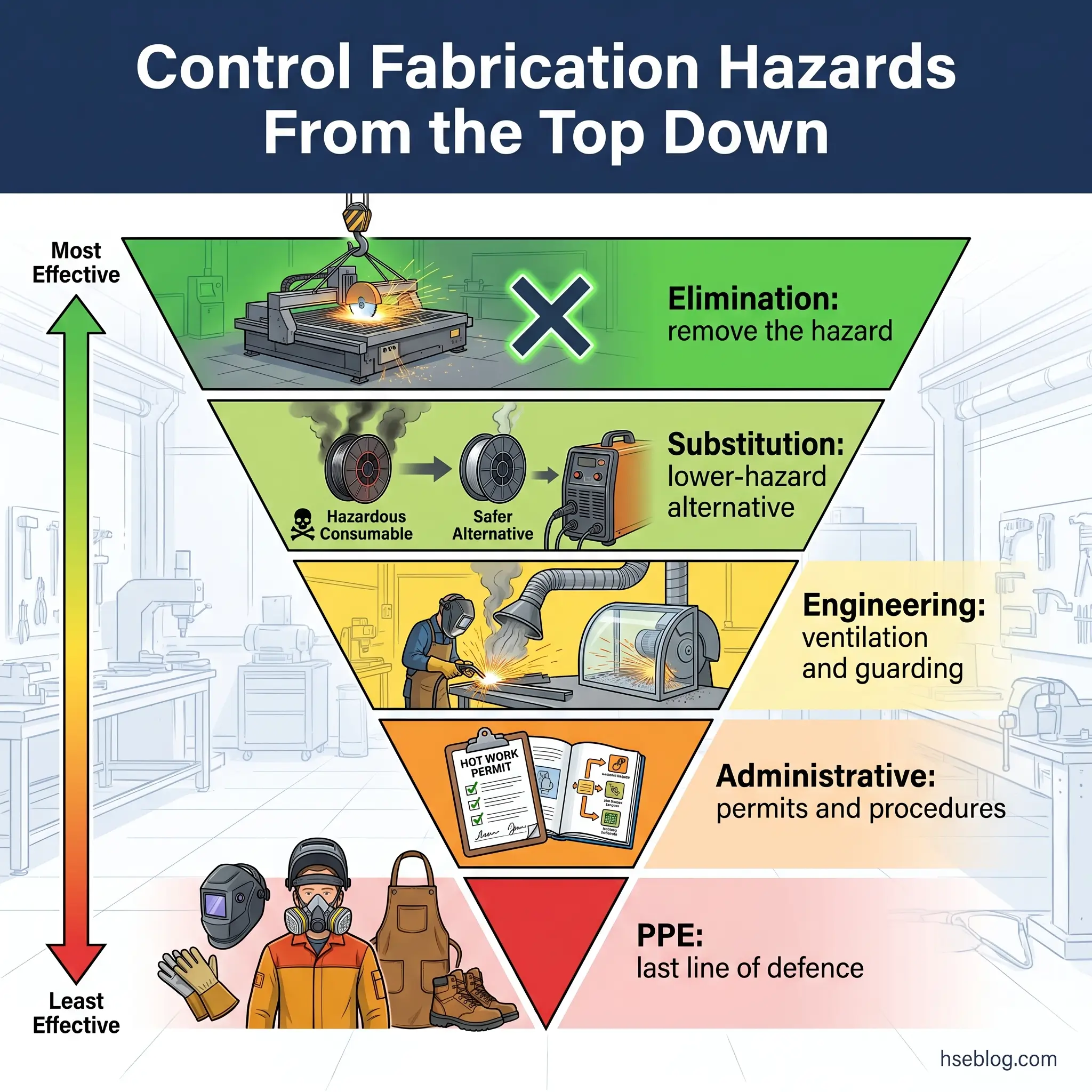
The hierarchy of controls — elimination, substitution, engineering controls, administrative controls, then PPE — is the lens every hazard section below uses, and the order is not optional. Most programs that fail an inspection inverted it: they reached for PPE first and never engineered the hazard out.
Here is how each tier reads in a metalworking context:
| Tier | What it means | Fabrication example |
|---|---|---|
| Elimination | Remove the hazard entirely | Buy stock pre-cut so an in-house cutting operation disappears |
| Substitution | Swap for something less hazardous | Use a lower-fume welding consumable or a water-based degreaser |
| Engineering controls | Isolate people from the hazard | Local exhaust ventilation, fixed guards, interlocks, two-hand controls |
| Administrative controls | Change how people work | Hot-work permits, LOTO procedures, trigger-time limits for grinders |
| PPE | Protect the individual as residual cover | Respirators, Z87.1 eyewear, hearing protection, cut-resistant gloves |
The recurring failure mode is buying respirators and declaring fume “handled” while never installing or maintaining the local exhaust ventilation that should have come first. That inverts the hierarchy of controls for metalworking and leaves exposure essentially uncontrolled — and an auditor will read it instantly.
PPE earns its place as the last line of defence, not the first. When a shop’s whole fume strategy is a box of masks, the program has skipped four more effective tiers and accepted residual risk it never actually measured.
Machine Hazards: Amputations, Crushing, and Point-of-Operation Injuries
US private industry recorded about 7,610 nonfatal amputations in 2023, with contact with objects and equipment the leading source (US Bureau of Labor Statistics, SOII, 2024). In fabrication, that contact concentrates at the point of operation — the zone where the tool acts on the workpiece — and it is the highest-severity mechanical exposure on the floor.
Competent-person caveat: This article provides general HSE knowledge. Life-critical work such as machine servicing under lockout/tagout, press-brake die changes, and restricted-access rescue must be planned and supervised by a competent person with relevant training, jurisdiction-specific authorization, and site-specific risk assessment. The information here does not replace that.
OSHA 29 CFR 1910.212 requires guarding across three zones on every machine, and there is no grandfather exemption — old equipment must comply just as new equipment does. The written requirement is plain: the point of operation, power-transmission parts, and other moving parts must each be guarded so no body part can enter the danger zone during the operating cycle. See OSHA’s machine guarding requirements for the full obligation.
Where the severity concentrates
Different machines fail in different ways, so machine guarding in fabrication has to be matched to the equipment:
- Press brakes and mechanical power presses carry the highest amputation risk and fall under the specific safeguarding rules of 1910.217 — two-hand controls, presence-sensing devices, and point-of-operation guards.
- Shears and rolls crush and draw in; fixed and interlocked guards must keep hands clear of the bite point.
- Rotating tooling (drills, lathes, bench grinders) entangles; guarding plus the no-glove rule below applies.
Guard types range from fixed barriers and interlocked gates to light curtains, two-hand controls, and presence-sensing devices. The right choice follows a risk assessment — the framework in ISO 12100:2010 (international) is the standard reference for that machine-by-machine judgment.
The guard/LOTO interaction competitors miss
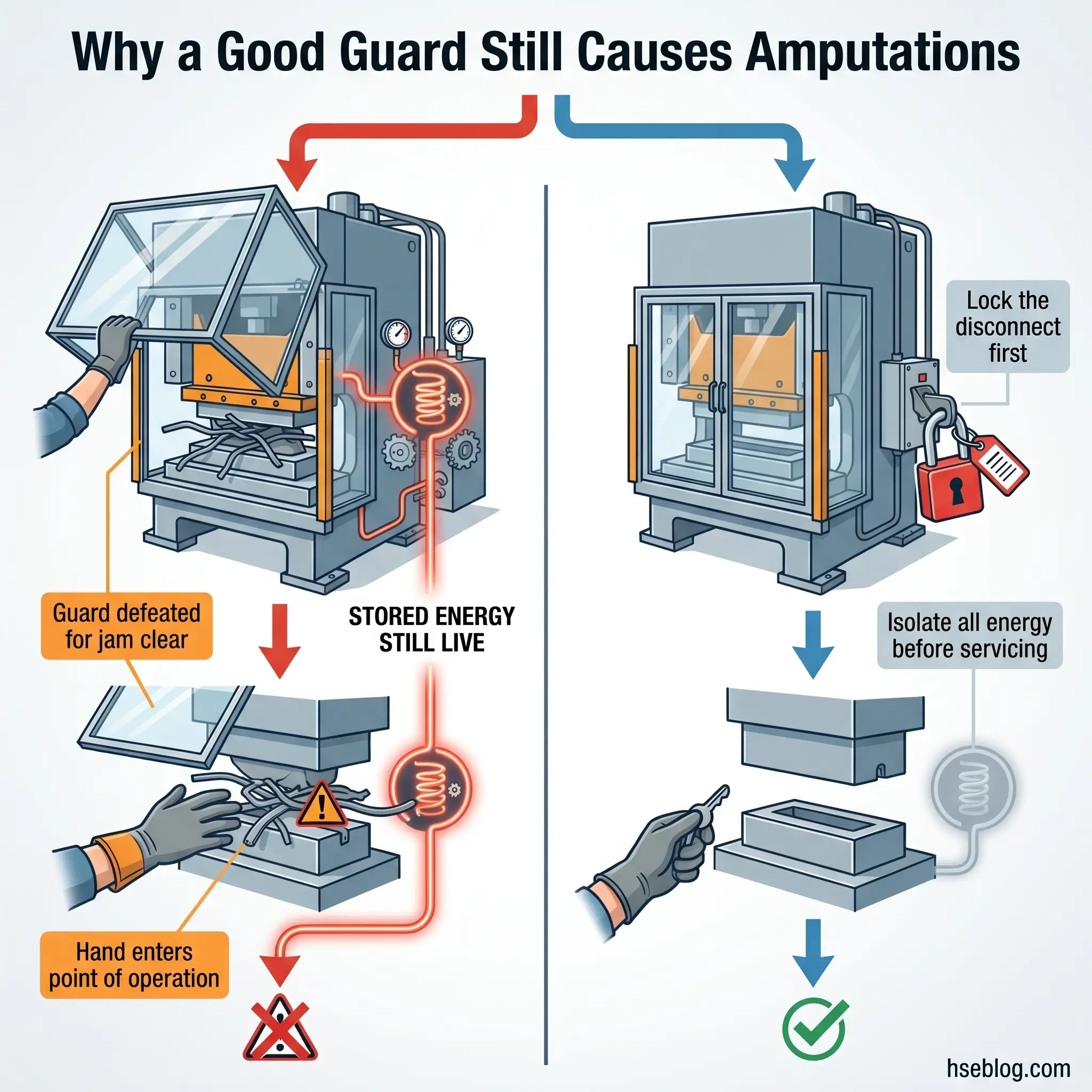
The single most predictable failure in fabrication is not a missing guard — it is a present guard defeated for a jam clear or die change while stored energy is still live. The guarding standard “worked”; the lockout/tagout procedure was the real gap, and a worker reached into a machine that could still actuate.
Lockout/Tagout During Servicing and Die Changes
OSHA 29 CFR 1910.147 governs the control of hazardous energy during servicing and maintenance, and it is where guarding controls are routinely bypassed. The standard requires energy-isolating procedures, locks and tags, and trained authorized employees — full detail is in the OSHA Lockout/Tagout standard.
A reliable LOTO procedure isolates every energy source, not just the obvious one:
- Electrical — isolate and lock the disconnect.
- Pneumatic and hydraulic — bleed down stored pressure that can still drive a ram.
- Mechanical and gravitational — block suspended dies and rams that can fall.
- Thermal and residual — account for hot surfaces and capacitive charge.
Knowing how to prevent amputations on press brakes comes down to this: the guard protects the operating cycle; LOTO protects the servicing cycle. Treating them as separate competencies is exactly how shops with compliant guards still record severe injuries.
Welding, Cutting, and Hot Work Hazards
OSHA 29 CFR 1910 Subpart Q (1910.252) sets the fire-prevention, ventilation, and protection requirements for welding, cutting, and brazing — and the physical hazards it addresses are immediate and visible. Burns, arc eye from UV radiation, hot surfaces, compressed-gas cylinder failure, and ignition of nearby combustibles are the welding safety hazards that injure on the same shift, distinct from the slower respiratory damage covered next.
A working hot-work permit system is the administrative control that holds these risks, and the sequence matters:
- Survey the area for combustibles, flammable atmospheres, and combustible dust before any spark is struck.
- Remove or shield anything that can ignite within the spark-travel radius, including below and behind the work.
- Secure cylinders upright, capped when not in use, and clear of the heat path.
- Assign a fire watch equipped to respond, with no other duties during the work.
- Hold the fire watch after the task ends, not only during it.
That last step is where permits fail in practice. The permit exists on paper, but the fire watch leaves the moment the torch goes off — when most fabrication fires actually ignite, in the post-work smoulder window as a hidden ember in dust or insulation grows unattended.
Cutting and brazing carry the same ignition and cylinder hazards, so the permit logic applies to any hot work, not welding alone. Where the work moves indoors and the fume question opens up, the jurisdictional split between OSHA and HSE begins to matter — which is the next section.
Welding Fume and Respiratory Hazards: Hexavalent Chromium, Manganese, and More
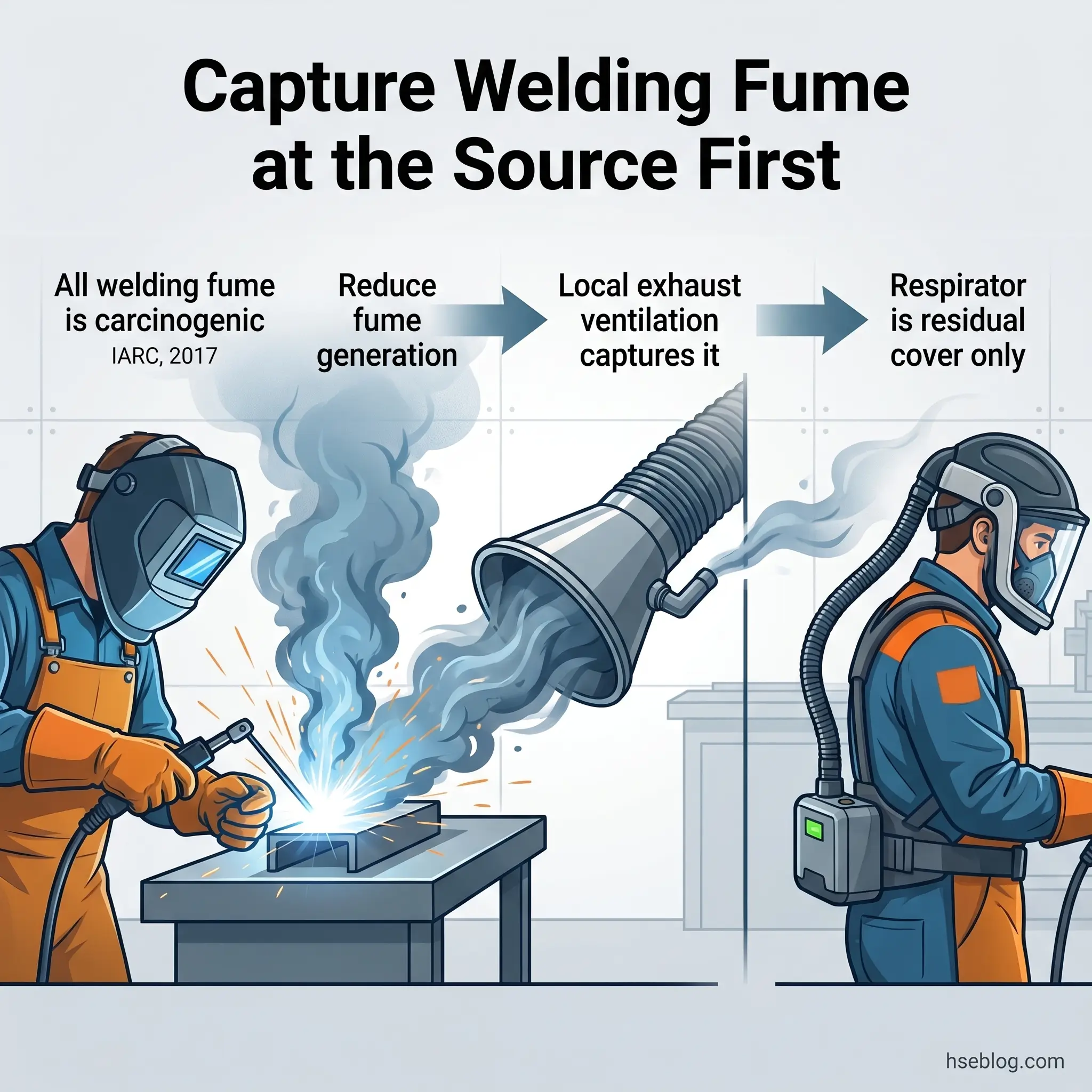
A consistent pattern across the published record is that bystanders, not just welders, inhale welding fume — it drifts and settles well beyond the arc. The direct answer for any fabrication shop: control fume at the source with local exhaust ventilation first, use respiratory protection as residual cover, and treat the fume as a carcinogen regardless of the base metal.
IARC classifies all welding fume — and welding UV — as a Group 1 human carcinogen, a position settled in 2017–2018 and still current. That classification, not the metal type, is why “mild steel is clean” is a dangerous misconception: there is no exposure type that gets a pass on a Group 1 carcinogen.
The specific contaminants drive specific harms, and the exposure limits diverge sharply between standards:
| Substance | OSHA PEL (US) | NIOSH REL (US) | ACGIH TLV | Primary health effect |
|---|---|---|---|---|
| Hexavalent chromium (Cr VI) | 5 µg/m³ TWA (action level 2.5 µg/m³) | ~0.2 µg/m³ | — | Lung cancer (IARC Group 1) |
| Manganese | 5 mg/m³ (ceiling) | 1 mg/m³ TWA | 0.02 mg/m³ respirable / 0.1 mg/m³ inhalable | Neurological (manganism) |
The OSHA hexavalent chromium PEL is 5 µg/m³ as an 8-hour TWA with an action level of 2.5 µg/m³, set under 29 CFR 1910.1026 (effective 2006), with exposure assessment, regulated areas, and medical surveillance attached. NIOSH recommends a far lower figure, so the protective target should track NIOSH while OSHA’s PEL functions as the legal floor — see the OSHA hexavalent chromium exposure limits for the control framework. Welding fume exposure limits and controls for manganese diverge even more: OSHA’s 5 mg/m³ ceiling dates to the 1970s and targets respiratory irritation, so the ACGIH TLV is the reference that actually addresses neurotoxicity.
For UK shops the framing is firmer still. Under COSHH and HSE guidance, all indoor welding requires engineering control of fume regardless of duration, with RPE only where LEV is insufficient or work is outdoors — the HSE welding fume control guidance made this explicit after its 2019 enforcement change, treating a Group 1 carcinogen as having no safe level. Where risk assessment indicates it, health surveillance for occupational asthma should be in place.
Medical advice disclaimer: Content covering welding-fume exposure, health surveillance, and biological monitoring is for HSE practitioner reference. It is not medical advice. Workers with specific symptoms or exposure concerns should consult an occupational physician or qualified medical professional.
One control fails quietly and often: on-torch extraction is bought, then poorly positioned, so the capture zone never sits where the fume rises. The equipment is present and the exposure continues — which is why fume control is verified by monitoring, not by the existence of a hood.
Physical Hazards: Noise, Vibration, and Sharp Edges
The chronic physical hazards — noise, vibration, and laceration — do their damage slowly, which is exactly why they get treated as afterthoughts and then surface as permanent harm. The direct answer is to engineer them down before reaching for PPE, and to recognize that one common “protective” habit makes injury worse.
The three exposures break down cleanly:
- Noise-induced hearing loss builds from grinders, hammering, and air tools. Engineering controls — enclosures, damping, quieter tooling — come before hearing protection, with monitoring to confirm where the action levels sit.
- Hand-arm vibration syndrome (HAVS) develops from prolonged grinder and needle-gun use, causing irreversible vascular and nerve damage. No reliable fabrication-specific prevalence figure exists, but the pattern is consistent: control trigger time, select lower-vibration tools, and rotate tasks rather than relying on gloves.
- Lacerations and sharp edges come from swarf, cut sheet, and burrs; cut-resistant gloves and edge protection address them where rotating tooling is not involved.
The glove exception almost everyone gets wrong
There is one place cut-resistant gloves become the hazard rather than the control. Gloves must not be worn at drill presses, lathes, or bench grinders, because a glove caught in rotating tooling drags the hand in and causes an injury far worse than the cut it was meant to prevent.
This nuance is missing from nearly every generic PPE list, and it is a clear case where blanket “always wear gloves” advice is wrong. The judgment call is task-specific: cut protection at the workbench, bare hands and rolled sleeves at rotating machinery.
Abrasive Wheels and Grinding Safety
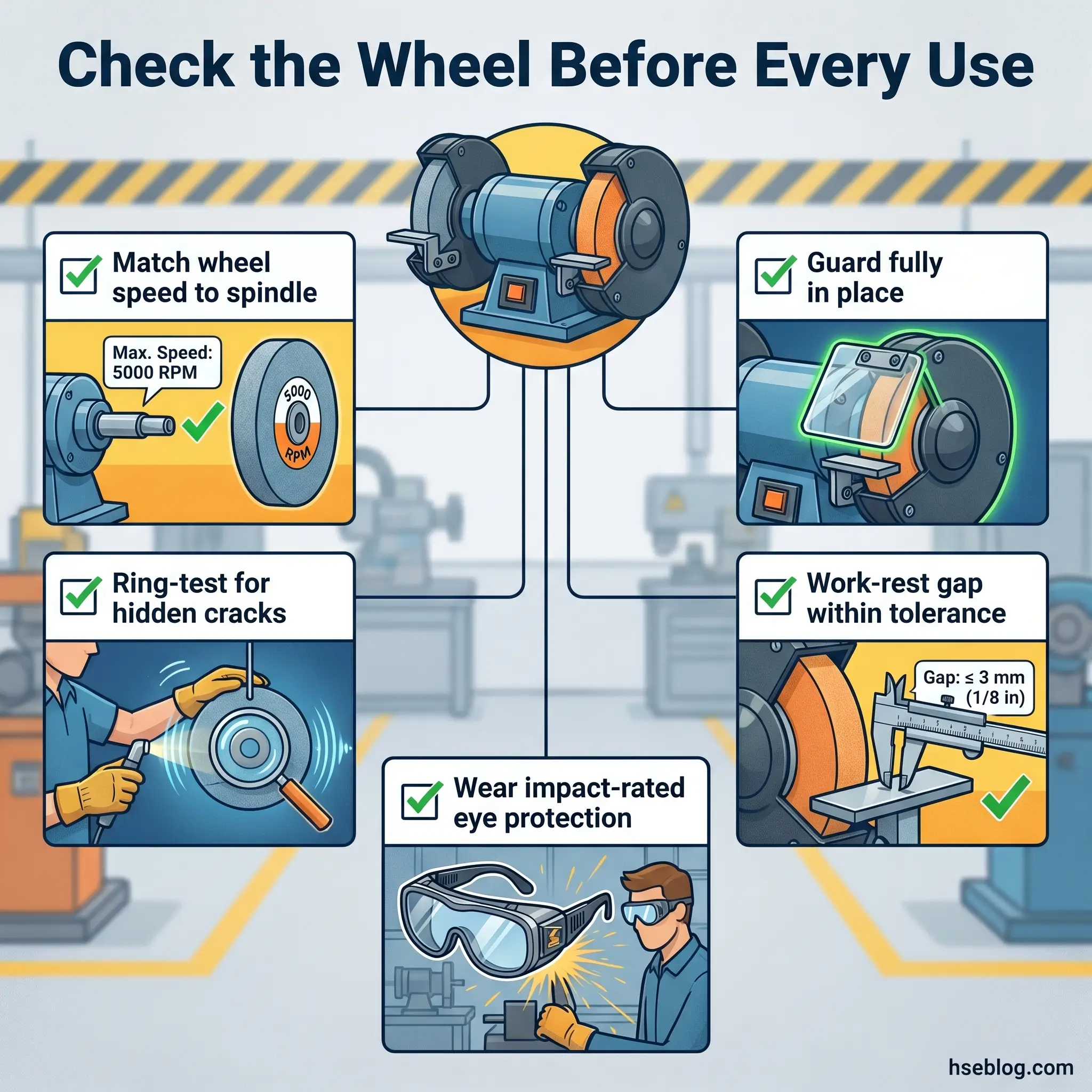
Abrasive wheel safety earns its own section because grinding carries a distinct catastrophic failure — wheel burst — that no other fabrication tool replicates. OSHA 29 CFR 1910.215 sets the requirements: guarding, work rests, speed matching, and safe mounting, all aimed at keeping a fragmenting wheel and its flying particles away from the operator.
A reliable pre-use routine prevents most grinding incidents:
- Match wheel RPM to spindle speed — a wheel run above its rated speed is the classic burst cause.
- Ring-test the wheel before mounting — a clear ring indicates sound structure; a dull thud signals a crack, so reject it.
- Confirm guard coverage — the guard must enclose the wheel and direct fragments away from the operator.
- Check the work rest gap — keep it within tolerance so the workpiece cannot wedge between rest and wheel.
- Mount competently — correct flanges, blotters, and torque; mounting is a trained task, not a casual one.
- Wear ANSI Z87.1 eye protection — grinding drives a high share of fabrication eye injuries, and impact-rated protection is non-negotiable here.
Grinding also feeds two adjacent hazards the routine should account for: the spark stream is an ignition source near any hot-work or solvent area, and the dust loads the air. Treating the grinder as a contained tool, rather than a source that interacts with the rest of the floor, is how its hazards spread.
Chemical and Material-Handling Hazards
The hazards that move slowest through a fabrication shop — chemical exposure and manual handling — produce some of its most persistent ill-health claims. These split into two groups: substances that harm through skin and lungs, and loads that harm through crush and strain. Both sit under COSHH in the UK and HazCom in the US.
Chemical exposures
- Metalworking fluids cause occupational dermatitis and work-related asthma, and stagnant fluid grows bacteria that worsen the respiratory risk; fluid management and microbial monitoring are the controls, not just PPE.
- Solvents and degreasers strip skin and load the air with vapour; substitution to water-based products and ventilation come before gloves and respirators.
- Coatings and flux residues add their own skin and inhalation routes that the hazard communication program must cover.
Material-handling hazards
- Musculoskeletal disorders build from repetitive lifting of sheet and section stock; mechanical aids — vacuum lifters, cranes, trolleys — remove the manual load.
- Crush injuries come from heavy stock and stillages shifting or toppling; safe stacking limits, secure racking, and segregated storage prevent the collapse.
The connective failure here is treating chemical and handling hazards as housekeeping rather than controlled exposures. A coolant sump or a stack of plate is as much a risk-assessment subject as a press — and inspectors increasingly expect the paperwork to show it.
Building a Compliant Fabrication Safety Program
What an inspector actually asks for is the fastest test of whether your controls exist or just appear to. A compliant program ties every hazard above into one documented system: risk assessment, competency, permits, scheduled verification, and records. OSHA standards for metal fabrication shops and UK COSHH duties both expect that the controls are not only installed but maintained and evidenced.
The records that get requested cluster around a few standards:
| Program element | Governing reference | What inspectors request |
|---|---|---|
| Risk assessment / JHA | ISO 12100 (intl); general duty (OSHA/HSE) | Documented assessments and competent-person designation |
| Machine guarding | OSHA 1910.212 / 1910.217 (US) | Guard inspection records, no-grandfather compliance |
| Hazardous energy | OSHA 1910.147 (US) | Machine-specific LOTO procedures, authorized-employee training |
| LEV / fume control | COSHH (UK); exposure rules (US) | Thorough examination at least every 14 months (UK); exposure monitoring (US) |
| Chemical exposure | COSHH (UK) / HazCom (US) | SDS access, exposure assessments, health surveillance where indicated |
Two operational points decide whether the program holds. First, engineering controls need scheduled verification — UK LEV must undergo thorough examination and test at least every 14 months under COSHH, and US programs lean on exposure monitoring and maintenance because there is no single fixed interval. Second, the “set-and-forget” failure quietly defeats good equipment: LEV installed once and never re-balanced underperforms for years until an exposure incident or inspection finds it.
Legal disclaimer: Regulatory content here reflects general HSE professional understanding of US (OSHA) and UK (HSE) requirements as of 2025. It is not legal advice. Specific compliance questions, enforcement situations, or prosecution risk should be directed to qualified legal counsel in the applicable jurisdiction.
Inspection pressure is rising, not easing. OSHA renewed its National Emphasis Program on Amputations in Manufacturing Industries (CPL 03-00-027) effective June 27, 2025, running five years to 2030 (OSHA / US DOL, 2025) — which means more programmed inspections and records requests for fabrication shops. Competency underpins all of it: recognized pathways such as NEBOSH, IOSH, and OSHA outreach training are how the competent persons your program depends on are actually built. (Regulatory content reviewed: [Month YYYY — to be confirmed at publish].)
Frequently Asked Questions
The One Change That Cuts the Most Risk
The metal fabrication hazards in this guide are not equally controlled in most shops, and the gap is rarely the obvious one. The machines are guarded and the masks are bought; what fails is the seam between controls — the guard defeated while energy stays live, the fume hood that never sits where the plume rises, the fire watch that leaves before the ember catches.
If a fabrication shop changes one thing, it should be this: verify that engineering controls and energy isolation actually perform, rather than assuming they do because the equipment is present. That single habit — testing LEV on schedule, locking out before reaching in, watching after the torch goes off — addresses the failure modes behind the most severe injuries, and it is exactly what the renewed inspection focus through 2030 will look for.
Metal fabrication safety is ultimately a systems problem solved by ordering controls correctly: eliminate and engineer first, administer and verify continuously, and let PPE cover only the residual risk. The shops that get this right are not the ones with the most PPE — they are the ones whose controls still work on a busy Friday afternoon.