TL;DR
- If your equipment could deteriorate in a way that creates danger, PUWER Regulation 6 (UK) requires inspection after installation, at suitable intervals, and after any exceptional circumstance — with results recorded by a competent person.
- If you operate powered industrial trucks in the US, OSHA 29 CFR 1910.178 requires examination before each shift; cranes under 1926.1412 require shift-level visual inspection plus monthly and annual inspections by a qualified person.
- If a defect is found during any inspection tier, the equipment must come out of service immediately and stay out until corrective action is completed and verified — returning it without documented close-out is both a regulatory violation and a critical safety failure.
- If you set inspection intervals once and never revisit them, you are almost certainly over-inspecting low-risk items and under-inspecting high-risk ones — frequency should be a living variable, reviewed at least annually against defect trend data.
A work equipment inspection is a structured examination confirming that equipment can be operated, adjusted, and maintained safely, and that any deterioration is detected before it creates risk. The type, frequency, and depth of inspection are determined through risk assessment — not a universal schedule — considering equipment type, operating environment, manufacturer recommendations, and applicable standards such as PUWER (UK) or OSHA (US).
PUWER Regulation 6 (UK) requires employers to ensure that work equipment is inspected after installation, at suitable intervals, and after exceptional circumstances — yet in practice, a surprising number of organisations treat “inspection” as an undifferentiated checkbox. The result is a gap between what the regulation demands and what actually happens on site. In the US, OSHA embeds equipment-specific inspection mandates across multiple standards — 29 CFR 1910.178 for forklifts, 1910.179 for overhead cranes, 1926.1412 for construction cranes — each with different frequencies, competency requirements, and documentation rules. Across both systems, the intent is identical: detect deterioration before it kills someone.
The stakes are not abstract. In 2023, 5,283 workers died from occupational injuries in the US — a rate of 3.5 per 100,000 full-time equivalent workers (US Bureau of Labor Statistics, 2024). In Great Britain, HSE reported 124 worker fatalities in 2024/25, with contact with moving machinery remaining a persistent cause (HSE, 2025). This article maps the full inspection landscape — what work equipment inspection actually means, how to determine frequency, who is competent to perform each tier, what documentation survives an audit, and where most programmes silently fail.
What Is a Work Equipment Inspection?
A work equipment inspection is a structured examination to confirm that equipment remains safe to operate, adjust, and maintain — and that any deterioration is identified and remedied before it creates a health and safety risk.
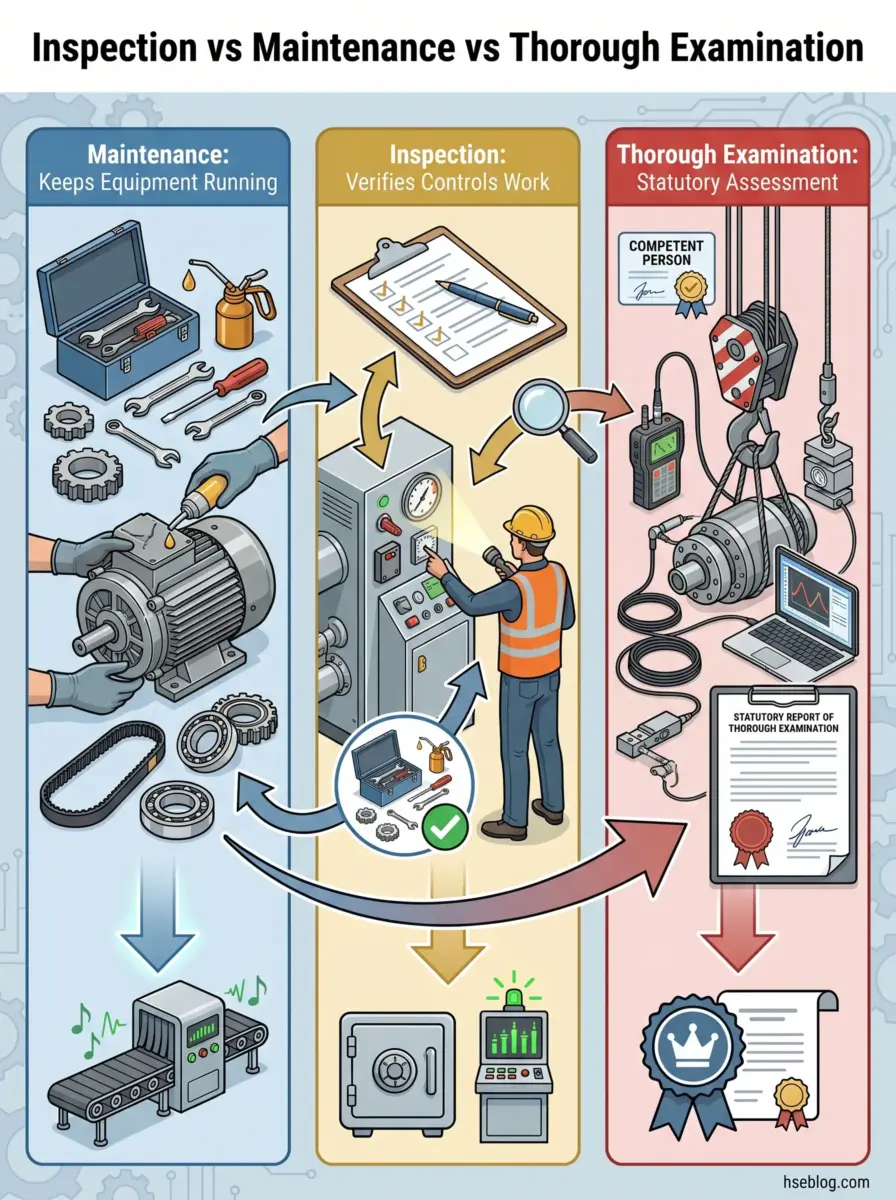
That definition sounds straightforward, but the most common practitioner error is treating “inspection” as a synonym for “maintenance.” They are not the same thing.
- Maintenance keeps equipment in working order — replacing worn parts, lubricating bearings, calibrating sensors.
- Inspection validates that the maintenance programme is actually working — it is the check on the check.
- Thorough examination is a legally defined, higher-tier assessment required for specific equipment categories under LOLER (UK) or equivalent frameworks, involving formal reporting by a competent person.
Conflating these produces duplicated effort in some areas and dangerous gaps in others. The HSE explicitly states under PUWER guidance that not all work equipment requires the same level of formal inspection — a quick visual check before use is sufficient for many hand tools and simple items. The level of inspection is determined through risk assessment, not a blanket schedule applied to everything on site.
Under OSHA, the equivalent principle appears in 29 CFR 1926.20(b)(2), which requires employers to provide for “frequent and regular inspections of the job sites, materials, and equipment to be made by competent persons.” The standard leaves the definition of “frequent and regular” to the employer’s judgment — except where equipment-specific standards prescribe fixed intervals.
Why Work Equipment Inspections Matter
Between 2018 and 2022, approximately 3,700 workers in the US died from contact with workplace equipment and objects — making it the third-leading cause of occupational fatalities (GoAudits citing BLS/OSHA data, 2025). Behind each of those fatalities sits a chain of events: undetected deterioration, unexpected mechanical failure, and a worker in the wrong place when the failure occurs.
Inspection programmes exist to break that chain at its earliest link.
The consequences of programme failure extend beyond injury. OSHA’s current penalty structure reaches $16,550 per serious violation and $165,514 per willful violation (OSHA, 2025/2026). In the UK, HSE prosecutions for equipment-related failures routinely result in six-figure fines under the Sentencing Council guidelines, with director-level liability where systemic failings are identified.
Beyond Compliance
The business case for disciplined inspection goes further than avoiding penalties:
- Reduced unplanned downtime — catching a worn bearing during inspection costs a scheduled repair; catching it during production costs a shutdown.
- Extended equipment lifespan — equipment maintained on evidence rather than guesswork operates longer.
- Defensible audit trail — when an incident does occur, documented inspection history demonstrates due diligence.
The real risk in most organisations, though, is not the absence of inspections. It is the absence of a documented decision path when defects are found. Teams that inspect diligently but lack a corrective-action workflow generate paperwork without reducing risk — a pattern that becomes visible only after something fails.
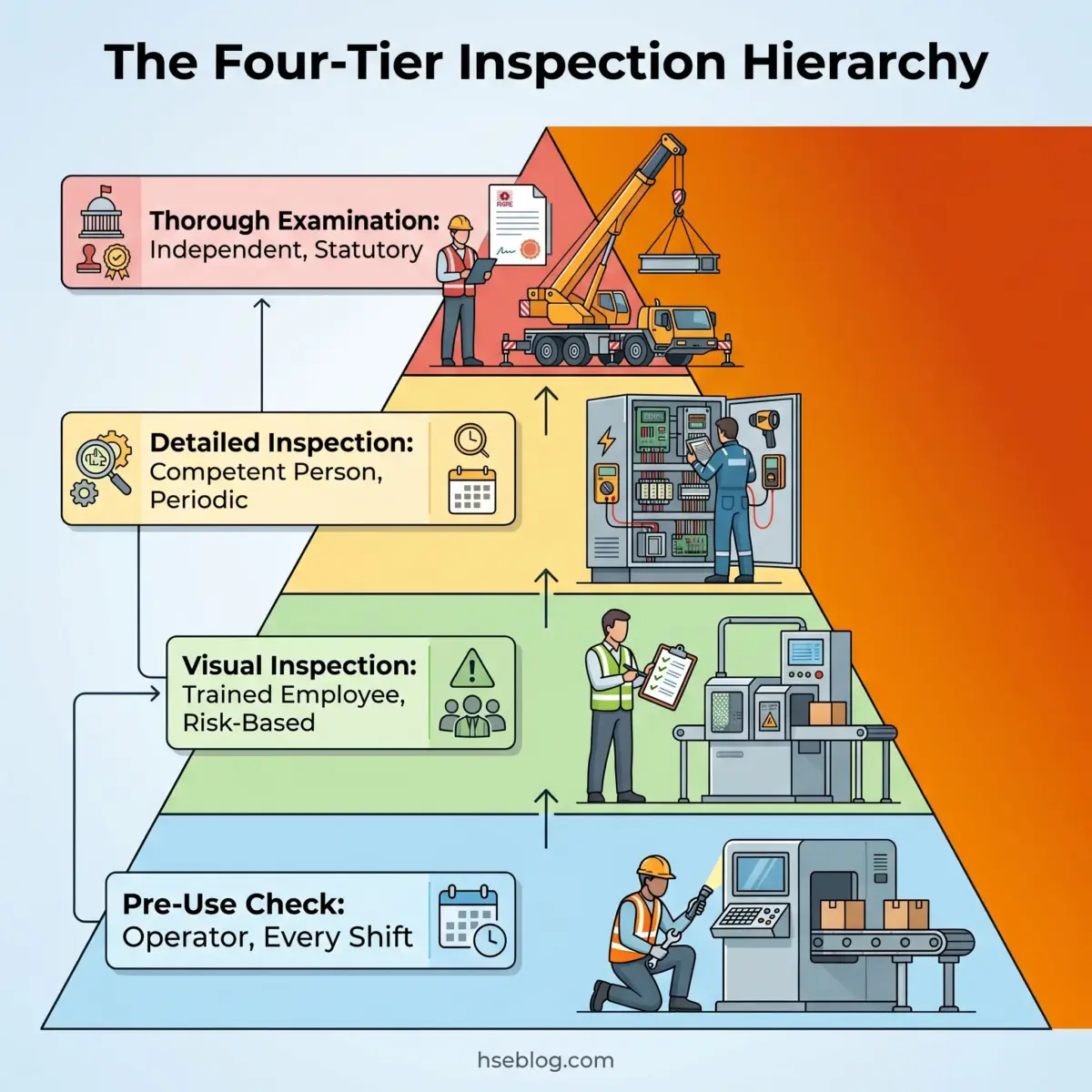
Types of Work Equipment Inspections: The Inspection Hierarchy
The single most misunderstood aspect of work equipment inspection is that “inspection” is not one activity — it is a hierarchy of activities, each with different scope, competency requirements, documentation obligations, and legal standing.
The UK framework under PUWER and LOLER provides the clearest tiered structure. The table below maps each tier to its US OSHA equivalent.
| Tier | Scope | Who Performs It | Frequency Driver | Documentation | Legal Basis (UK) | US OSHA Equivalent |
|---|---|---|---|---|---|---|
| Pre-use check | Quick visual/functional check before each use | Operator | Every use / every shift | Informal (recommended but not mandatory under PUWER) | Best practice under PUWER | 1910.178(q)(7) for forklifts; 1926.1412 shift inspection for cranes |
| Visual inspection | External condition, guarding, safety devices | Trained employee | Intervals shorter than thorough examination, set by risk assessment | Recorded | PUWER Reg 6 | Frequent inspection under 1910.179 (daily–monthly) |
| Detailed/periodic inspection | Systematic examination of safety-critical components; may include dismantling or testing | Competent person with equipment-specific knowledge | Weekly to annually, per risk assessment and manufacturer guidance | Recorded with findings and corrective actions | PUWER Reg 6 | Periodic inspection under 1910.179 (1–12 months); annual inspection under 1926.1412 |
| Thorough examination | Full functional assessment with testing; formal written report | Independent competent person (often third-party engineer) | Statutory intervals (e.g., 6 or 12 months for lifting equipment under LOLER) | Formal report retained until next examination | LOLER Reg 9; PUWER Reg 32 (power presses) | Qualified-person inspection under 1926.1412; no direct equivalent term in general industry |
The most common failure mode across industries is scope confusion. Operators performing pre-use checks believe they have completed an “inspection.” Management assumes the PUWER-grade inspection is done. Neither party is wrong about what they did — they are wrong about what tier it represents. Clarity about which tier each role owns prevents this gap entirely.
Pre-Use Checks: The First Line of Defence
Pre-use checks are the operator’s responsibility. For a powered industrial truck, this means checking brakes, steering, controls, warning devices, tyres, and fluid levels before the start of each shift — a requirement explicitly mandated under OSHA 29 CFR 1910.178(q)(7).
For hand tools and powered tools, the check is simpler: visual condition of cords, housings, guards, and cutting edges. For mobile plant, it includes walk-around checks of hydraulic hoses, bucket pins, mirrors, and warning systems.
These checks do not normally require formal records under PUWER, but consistent informal documentation — even a simple checklist initialled by the operator — improves traceability and creates an early-warning data stream for maintenance planners.
Visual and Periodic Inspections
The middle tiers are where risk assessment drives the programme. HSE guidance on work equipment inspection is explicit: checklists should be tailored to the specific equipment type.
A generic “equipment inspection checklist” applied identically to a bench grinder and a hydraulic press produces superficial tick-box completion rather than meaningful examination. The checklist for each piece of equipment should reflect its actual failure modes, the manufacturer’s maintenance manual, and the defect history recorded in previous inspections.
The interval between periodic inspections is not fixed by regulation for most equipment under PUWER — it is determined by the employer’s risk assessment. HSE guidance states that intervals can be extended or shortened based on inspection history and experience, a principle widely misunderstood as requiring fixed schedules.
Thorough Examination and Statutory Inspections
“Thorough examination” has a specific legal meaning under LOLER (Lifting Operations and Lifting Equipment Regulations 1998, UK) and under PUWER for power presses. It is not interchangeable with “thorough inspection” in everyday usage.
A thorough examination requires:
- An independent competent person — typically an insurance company engineer or specialist inspection body.
- A formal written report documenting findings, defects identified, and the date by which repairs must be completed.
- An obligation to act — equipment with identified defects cannot return to service until the defects are remedied.
In the US, the closest equivalent is the qualified-person inspection under OSHA 29 CFR 1926.1412 for construction cranes, which requires annual inspection by a person meeting specific qualification criteria, with documentation retained.
When Should Work Equipment Be Inspected? Determining Inspection Frequency
There is no single universal inspection schedule — and any source telling you otherwise is oversimplifying. Frequency is determined through risk assessment, with regulatory trigger points setting the minimum.
Regulatory Trigger Points
Under PUWER Regulation 6 (UK), inspection is mandatory in these circumstances:
- After installation and before first use — confirming the equipment was installed correctly and is safe to operate.
- After reassembly at a new location — equipment moved between sites or repositioned within a site must be re-inspected.
- At suitable intervals — where the equipment could deteriorate in a way that creates danger, determined by risk assessment.
- After exceptional circumstances — major modification, suspected damage, prolonged non-use, or any event that could compromise safety.
OSHA’s approach is more prescriptive for specific equipment categories:
- Powered industrial trucks: examination before service at least daily; after each shift on round-the-clock operations (29 CFR 1910.178).
- Overhead and gantry cranes: frequent inspections (daily to monthly) and periodic inspections (1–12 months) by designated personnel (29 CFR 1910.179).
- Construction cranes: shift-level visual inspection by a competent person; monthly and annual inspections by a qualified person (29 CFR 1926.1412).
- LOTO procedures: periodic inspection at least annually to verify adequacy (29 CFR 1910.147).
Risk-Based Interval Setting
Manufacturer recommendations provide a starting point — not a ceiling and not a floor. The judgment call is whether site-specific conditions demand a shorter or longer interval than the manual suggests.
A common practitioner trap is setting inspection intervals at commissioning and never revisiting them. Equipment operating in a more benign environment than the manufacturer assumed may be over-inspected, consuming resources that could be directed at higher-risk assets. Equipment exposed to harsher conditions — corrosive atmospheres, extreme temperatures, high duty cycles — may be dangerously under-inspected.
The operationally sound approach is to treat inspection frequency as a living variable. Review it at least annually, using defect trend data from previous inspections. If the last four quarterly inspections found no issues, the interval might extend to six months. If the last two inspections identified deterioration, the interval should shorten — and the maintenance programme should be reviewed in parallel.
How to Conduct a Work Equipment Inspection: Step-by-Step Process
The value of a systematic process is that it prevents the inspector from defaulting to the areas they are most comfortable checking while skipping the areas they are not. CCOHS guidance on effective workplace inspections reinforces this principle — a planned route and sequence produces more reliable outcomes than ad hoc checking.
- Preparation. Review the previous inspection record, the equipment manufacturer’s manual, and the applicable risk assessment. Know what was found last time and what to look for this time.
- Systematic examination. Work from exterior to interior: structural integrity, guards and safety devices, control mechanisms, fluid systems (hydraulic, pneumatic), electrical components, and emergency stops. Follow a documented sequence specific to the equipment type.
- Defect assessment and risk classification. Categorise each finding by severity:
- Minor — cosmetic or non-safety-affecting; schedule repair at next planned maintenance.
- Moderate — could develop into a safety issue; repair within a defined timeframe, with interim controls if needed.
- Critical/immediate — equipment presents an imminent risk; take out of service immediately.
- Documentation. Record equipment ID, date, inspector identity, findings (including “no defects found” — a null result is still a result), severity classification, and recommended corrective actions.
- Corrective action and close-out. Assign ownership of each defect to a named individual. Set a deadline. Verify completion before authorising return to service. This step is where most programmes fail — inspection without a mandatory close-out loop produces records that document declining equipment condition without preventing failure.
- Trend analysis. Aggregate findings over time to identify recurring failure modes, adjust inspection intervals, and feed data back into the maintenance programme and procurement decisions.

Who Can Inspect Work Equipment? Competence Requirements
The answer depends entirely on which tier of inspection is being performed. A common misconception is that all equipment inspections require a certified third-party inspector. They do not — and defaulting to external inspectors for everything is both expensive and unnecessary for lower-risk items.
UK Competence Framework
HSE guidance under PUWER states that inspections can be carried out by “anyone who has sufficient knowledge and experience” to know what to look at, what to look for, and what to do about problems found. The level of competence scales with the complexity and risk of the equipment.
For pre-use checks on hand tools or simple powered equipment, a trained operator with clear instructions is competent. For thorough examinations of lifting equipment under LOLER, the competent person is typically an independent engineer — often from an insurance company inspection body or a specialist firm — with formal qualifications and specific equipment knowledge.
US Competence Framework
OSHA distinguishes between two terms that are not interchangeable:
- Competent person — someone capable of identifying existing and predictable hazards, and authorised to take prompt corrective action. This is typically an experienced employee with relevant training.
- Qualified person — someone who possesses a recognised degree, certificate, or professional standing, or who has demonstrated through extensive knowledge, training, and experience the ability to solve problems relating to the subject matter. Required for annual crane inspections under 1926.1412 and post-repair inspections.
| Requirement | UK (PUWER/LOLER) | US (OSHA) |
|---|---|---|
| Pre-use checks | Trained operator | Competent person (experienced operator) |
| Periodic inspections | Person with sufficient knowledge and experience | Competent person or designated personnel |
| Thorough examination / annual inspection | Independent competent person (often third-party) | Qualified person |
| Employer’s obligation | Determine and document the competency basis | Ensure the person meets the applicable definition |
For lower-risk items, well-trained operators are often the most effective inspectors. They use the equipment daily and can detect subtle changes in performance — a vibration that was not there yesterday, a guard that does not seat properly, a control that responds sluggishly. The critical requirement is ensuring they know the escalation path: what do they do when they find something beyond their competence to assess?
Training pathways for those seeking formal qualifications in equipment inspection include NEBOSH and IOSH programmes (UK/international), OSHA Outreach Training (US), and equivalent regional accreditation bodies.
Inspection Records and Documentation Requirements
Documentation transforms an inspection from an event into evidence. Without records, the inspection may as well not have happened — at least from a legal and audit perspective.
What Must Be Documented
The minimum elements for a defensible inspection record:
- Equipment identification — asset number, type, location.
- Date and time of inspection.
- Inspector identity — name, competency basis, signature.
- Findings — what was checked, what was found (including “no defects”), severity classification.
- Corrective actions — what needs to be done, by whom, by when.
- Close-out confirmation — dated record that corrective action was completed and verified.
Retention Periods
Retention requirements differ by jurisdiction and equipment type:
- PUWER (UK): Results of inspections must be recorded and kept at least until the next inspection of that equipment. Records may be electronic if held securely and accessible on request.
- OSHA — overhead cranes (1910.179): Periodic inspection records must be retained for the life of the equipment.
- OSHA — LOTO (1910.147): Annual inspection records must document the procedure reviewed, date, employees included, and the inspector’s identity.
As a practical baseline, retain inspection records for at least three years unless a specific regulation mandates longer. For equipment with a long operational life — cranes, pressure vessels, major plant — retain records for the life of the asset.
Audit-Ready Documentation
OSHA inspectors typically review three to six months of shift-level records and full lifecycle records for periodic inspections. The most audit-defensible documentation model uses a three-signoff approach:
- Operator submission — the inspector records findings.
- Supervisor review — a second set of eyes confirms the findings are complete and corrective actions are assigned.
- Corrective-action close-out — documented confirmation that repairs are done and the equipment is safe to return to service.
A single sign-off that tries to compress all steps into one record creates ambiguity about who verified what and when. Physical evidence of inspection — tagging, colour coding, labelling — remains important for equipment that moves between sites or transfers between different teams, providing an immediate visual indicator that the current inspection cycle is in date.
What Is Changing? The EU Machinery Regulation 2023/1230
The EU Machinery Regulation (EU) 2023/1230, published on 29 June 2023, replaces the long-standing Machinery Directive 2006/42/EC and applies from 20 January 2027.
For safety managers running in-service inspection programmes, the practical impact is not a wholesale change to daily inspection routines. The regulation primarily governs the market-placement and conformity-assessment process for manufacturers. However, two developments matter for end users.
Third-party conformity assessment for high-risk machines. Six categories of machines now require mandatory third-party inspection and certification before they can be placed on the EU market — even where a harmonised standard has been applied. Equipment in these categories purchased after January 2027 will arrive with different conformity-assessment documentation than predecessors bought under the old directive.
Digital documentation. The regulation formally permits manufacturers to provide digital instructions, online manuals, and electronic technical documentation. New equipment may arrive without a paper manual — commissioning inspections and future reference will need to account for digital-format documentation.
For organisations operating across EU member states, a key distinction: this regulation is directly binding (unlike the previous directive, which required national transposition). In the UK post-Brexit, PUWER continues to govern in-service inspection obligations regardless of changes in EU legislation, but any new equipment imported from the EU after 2027 will carry the new-format documentation.
Understanding what to expect — digital rather than paper manuals, different conformity certificates — prevents confusion at the point of commissioning and first inspection.
Common Mistakes in Work Equipment Inspection Programmes
A consistent pattern emerges across published investigation reports and audit findings: inspection programmes fail not because inspections are absent, but because the programme architecture is flawed.
Treating Inspection as a One-Time Compliance Task
The most fundamental error. Organisations set up an inspection programme to satisfy a regulatory requirement, run it for the first cycle, and then let it ossify. The checklists, intervals, and competency assignments fixed at year one remain unchanged at year five — long after the equipment fleet, operating conditions, and workforce have changed.
An inspection programme is a risk-management tool, not a filing exercise. It requires periodic review of its own effectiveness.
Using Generic Checklists
A checklist that does not match the actual equipment model or its documented failure modes produces a false sense of thoroughness. Inspectors check items that are on the list and miss items that are not — even if the unlisted item is the most likely failure point for that specific machine.
Every checklist should be built from three inputs: the manufacturer’s maintenance manual, the risk assessment, and the defect history from previous inspections.
No Escalation Threshold for Recurring Defects
The same “minor” defect logged three inspections in a row — a fraying belt, a leaking seal, a loose guard fixing — without triggering escalation is a systemic failure, not a series of isolated minor findings. Inspection programmes need a defined rule: if a defect of any severity recurs within a set number of inspection cycles, it escalates automatically to a higher priority and triggers a review of the maintenance programme.
Confusing Pre-Use Checks with Regulatory Inspections
When operators believe their pre-shift walkaround satisfies PUWER Regulation 6 or OSHA’s periodic-inspection requirements, a dangerous gap opens. Pre-use checks are essential but are not a substitute for the deeper examination tiers. Clarity in the programme documentation about which role owns which tier eliminates this confusion.
Flat-Schedule Approaches
Applying the same inspection interval to every piece of equipment — monthly for everything, quarterly for everything — ignores the fundamental principle that frequency should reflect risk. A bench-mounted drill press and a 50-tonne overhead crane do not present the same deterioration profile or the same consequence of failure.
Documentation Without Substance
Records that state “inspection complete — no issues” without recording what was actually examined, by whom, using what criteria, and with what specific findings are audit liabilities, not audit assets. An OSHA inspector or HSE inspector reviewing such records will reasonably conclude that the inspection was superficial — because the record provides no evidence otherwise.

Frequently Asked Questions
Conclusion
The pattern that runs through every failing inspection programme is the same: the system was built once and never interrogated. Checklists written at commissioning stay unchanged for years. Intervals set by a manufacturer’s generic recommendation are never tested against site-specific defect data. Corrective actions are noted but not tracked to completion — the defect appears in three consecutive inspection records before someone decides it matters.
What the industry consistently gets wrong is treating inspection as a documentation exercise rather than a feedback loop. The highest-impact change any organisation can make is closing the corrective-action loop with a hard rule: no equipment returns to service until the defect has a named owner, a deadline, and a documented confirmation that the fix is complete and verified. That single discipline — linking every finding to an accountable outcome — transforms an inspection programme from paperwork into a functioning safety control.
With the EU Machinery Regulation 2023/1230 reshaping conformity-assessment documentation from January 2027 and both BLS and HSE continuing to report equipment-related fatalities as a persistent category, the pressure on inspection programmes to deliver genuine risk reduction — not just regulatory compliance — will only sharpen. The question for every safety manager is not whether your equipment gets inspected, but whether your inspection programme would survive scrutiny if the next equipment failure on your site resulted in a fatality investigation.