

TL;DR — The Numbers That Define This Hazard
- 6,000–15,000 RPM — the typical operating range for bench, pedestal, and portable abrasive wheels. Rim speed on a 9-inch angle grinder wheel reaches roughly 290 km/h at the point of contact.
- Over 100 mph — the speed at which fragments can be ejected during a wheel burst (HSE, HSG17, 2000).
- Approximately 5,000 angle grinder injuries per year in the UK — per RoSPA Accident Surveillance Systems data cited by the HSE and industry training bodies.
- Nearly 50% of all abrasive wheel accidents — attributed to operator error or unsafe systems of work (HSE, HSG17, 2000).
- ⅛ inch (3 mm) maximum work rest gap under OSHA 29 CFR 1910.215 — the single most commonly cited bench grinder violation in US workplace inspections.
Abrasive wheels are bonded tools of abrasive grains held together by inorganic or organic bonds, used for grinding, cutting, and finishing. They operate at 6,000–15,000 RPM and present hazards including wheel burst, contact injuries, flying fragments, dust, noise, and hand-arm vibration. Safe use is governed by PUWER 1998 (UK) and OSHA 29 CFR 1910.215 (US), with detailed guidance in HSE HSG17 and ANSI B7.1.
A 230 mm angle grinder wheel turning at 6,600 RPM carries a rim speed of roughly 80 metres per second — about 290 km/h at the point where abrasive meets work. The wheel is engineered to wear: bonded grains fracture and release under load, continuously exposing fresh cutting edges. That engineering assumes every constraint around the wheel is correct. Run it above its marked speed, mount it against an undersized flange, drop it during storage, or force it into material it was not selected for, and the bond can no longer contain the centrifugal stress. What leaves the guard is no longer a tool — it is a set of high-velocity fragments on unpredictable trajectories.
This is why abrasive wheels account for a disproportionate share of the serious-injury statistics across industrial workplaces. The article that follows covers what these wheels are, how they fail, and the controls that keep them inside their design envelope. It walks through the hazards ranked by severity, the pre-use inspection and mounting procedures required under PUWER 1998 and OSHA 29 CFR 1910.215, the regulatory landscape across UK, US, and EU jurisdictions, and the training standards that turn a certificate of attendance into defensible workplace competency.
What Are Abrasive Wheels? Definition, Composition, and How They Work
An abrasive wheel is not a single tool but a family of bonded-abrasive products. The HSE defines an abrasive wheel as a wheel, cylinder, disc, or cone made of abrasive particles held together by a bonding agent. That definition is deliberately broad — it covers bench grinding wheels, cutting discs for angle grinders, cup wheels for surface grinding, mounted points used in die work, and diamond blades for masonry.
What makes these tools functionally different from other cutting or grinding equipment is that the abrasive grains themselves are the cutting edges. The wheel is designed to wear. Under load, spent grains fracture off the bond matrix, exposing fresh grains behind them. This self-sharpening action is why an abrasive wheel keeps cutting, and why its mechanical integrity must be treated as a consumable property — not a fixed one.
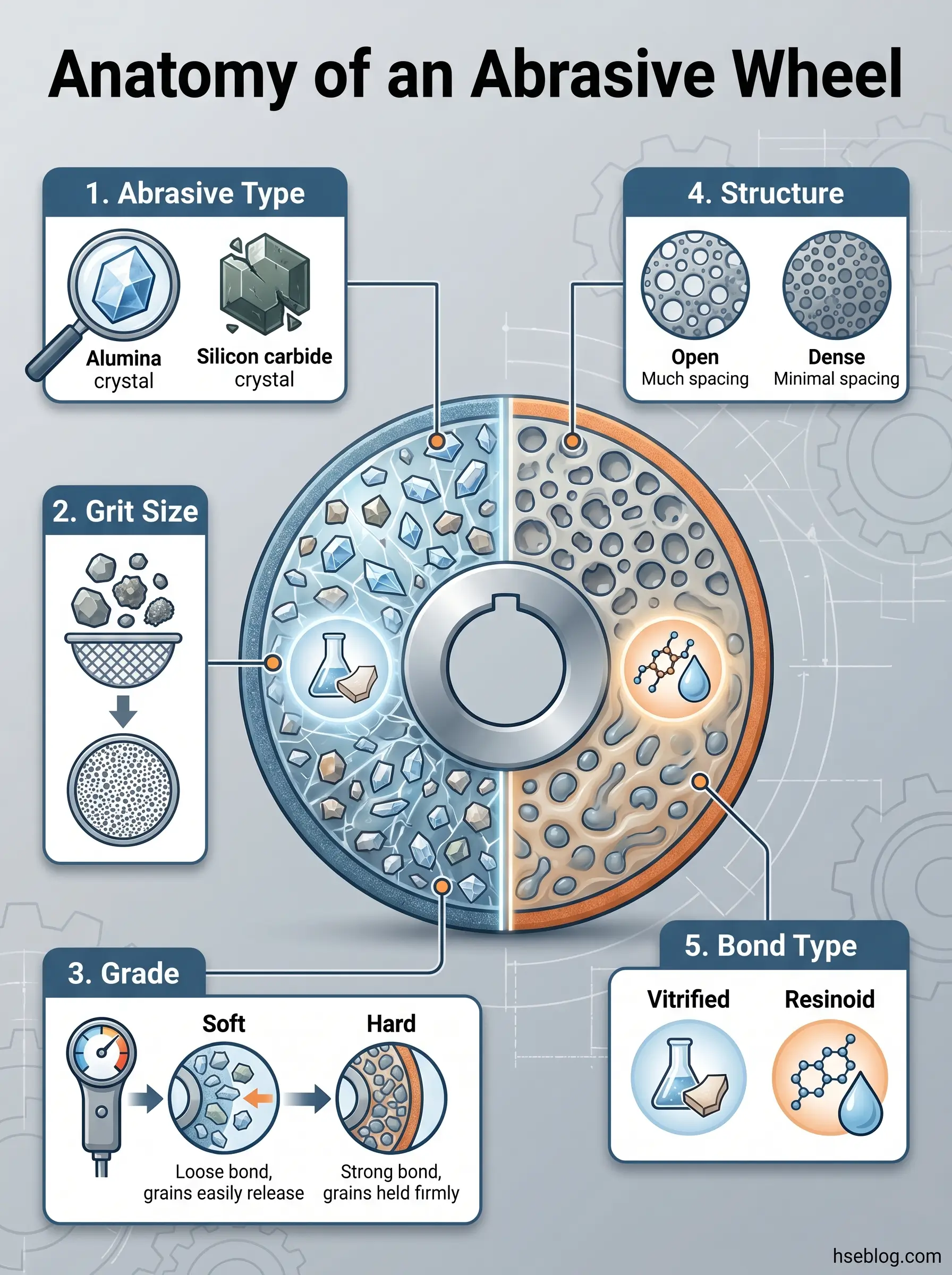
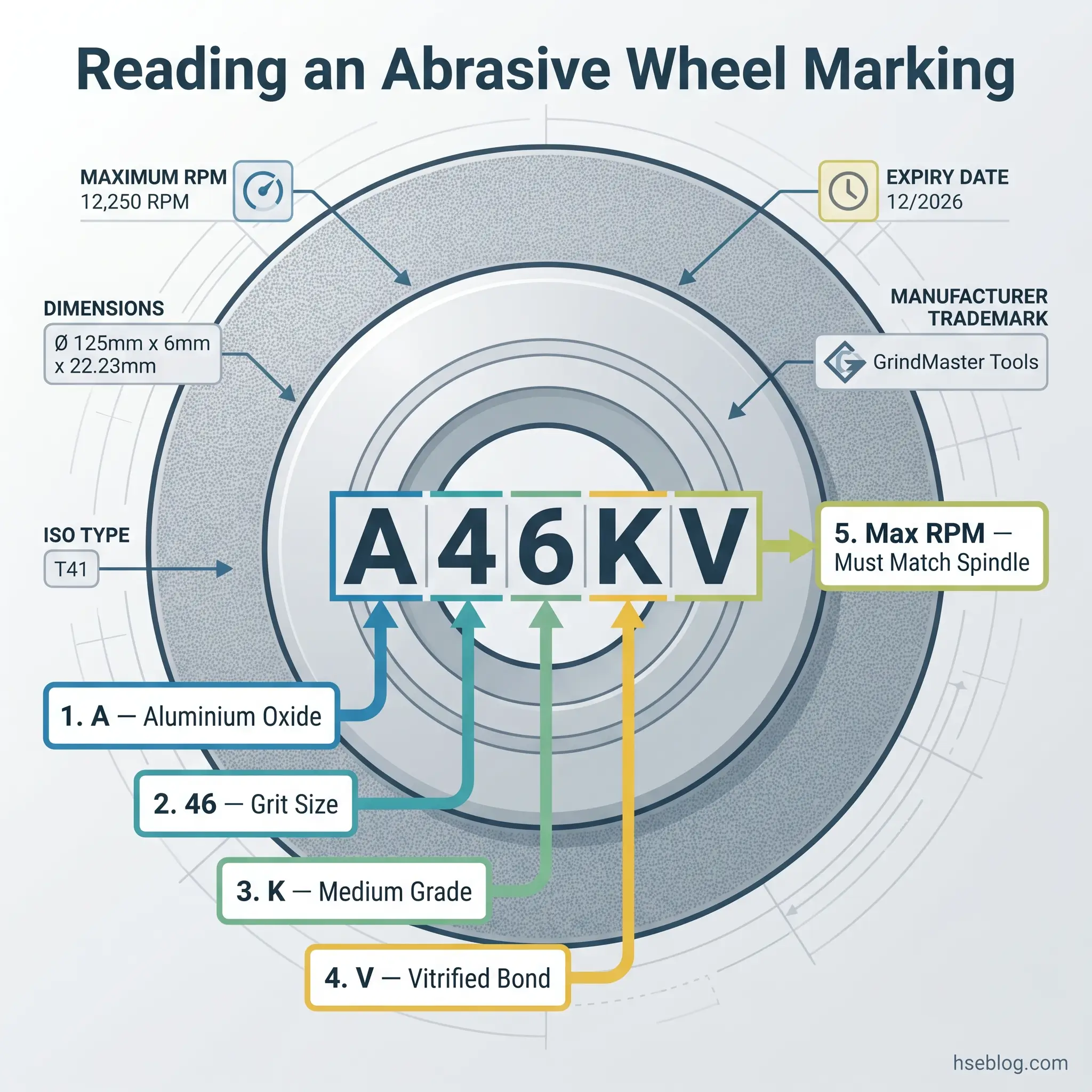
Five characteristics define any abrasive wheel, encoded in a standardised marking: the abrasive type (aluminium oxide, silicon carbide, ceramic, diamond, CBN), the grit size, the grade (how firmly the bond holds the grains), the structure (how densely the grains are packed), and the bond type. The marking A46KV, for example, identifies an aluminium oxide, 46-grit, K-grade (medium-soft), unspecified-structure, vitrified-bond wheel.
Bond type is the characteristic that most directly determines which safety procedures apply. Three bond families dominate workplace use:
- Vitrified (inorganic) bonds — hard, brittle, glass-like; used for precision grinding; must be dressed periodically; the ring test reliably works only on vitrified wheels.
- Resinoid (organic) bonds — tough, shock-resistant, self-dressing; used for heavy stock removal and cut-off work on angle grinders; carry a manufacturer expiry date, typically three years from manufacture.
- Rubber and shellac bonds — flexible organic bonds used for specialist applications such as centreless grinding and polishing wheels.
A pattern that appears repeatedly in abrasive wheel incident literature is the treatment of all wheels as interchangeable. Using a grinding disc for a cutting operation, or pushing a vitrified wheel into a high-impact task designed for resinoid, introduces stresses the wheel was never engineered to handle. This selection error rarely appears in incident narratives because it happens before the task starts — yet it is a root cause of a meaningful share of bond failures.
Common Types of Abrasive Wheels and Their Applications
Wheel types are most usefully grouped by the machine they run on, because that is how operators encounter them on the shop floor.
- Straight (flat) wheels on bench and pedestal grinders — the most common fixed installation, used for off-hand grinding, tool sharpening, and deburring.
- Depressed-centre wheels (Type 27 and Type 28) on angle grinders — the highest-volume portable application; Type 27 for grinding, thinner cutting discs for cut-off work. Angle grinders account for approximately 5,000 recorded injuries per year in the UK alone (RoSPA Accident Surveillance Systems data, as cited by the HSE), making them the single highest-risk abrasive wheel platform in industrial use.
- Cup and dish wheels (Type 6 and Type 11) — used for surface grinding, tool sharpening, and weld preparation.
- Flap discs and wire wheels — used for finishing, blending, and cleaning; flap discs are resinoid-bonded abrasive segments arranged radially.
- Diamond and CBN wheels — used for masonry, concrete, glass, and hardened steels; run at specified rim speeds that often exceed those of conventional wheels.
The operational problem with angle grinders is that they are often treated as low-skill tools. That perception is the wrong one to hold. A 9-inch grinder running a resinoid cut-off wheel at 6,600 RPM is, in energy terms, among the most hazardous handheld tools on any site.
What Hazards Do Abrasive Wheels Present?
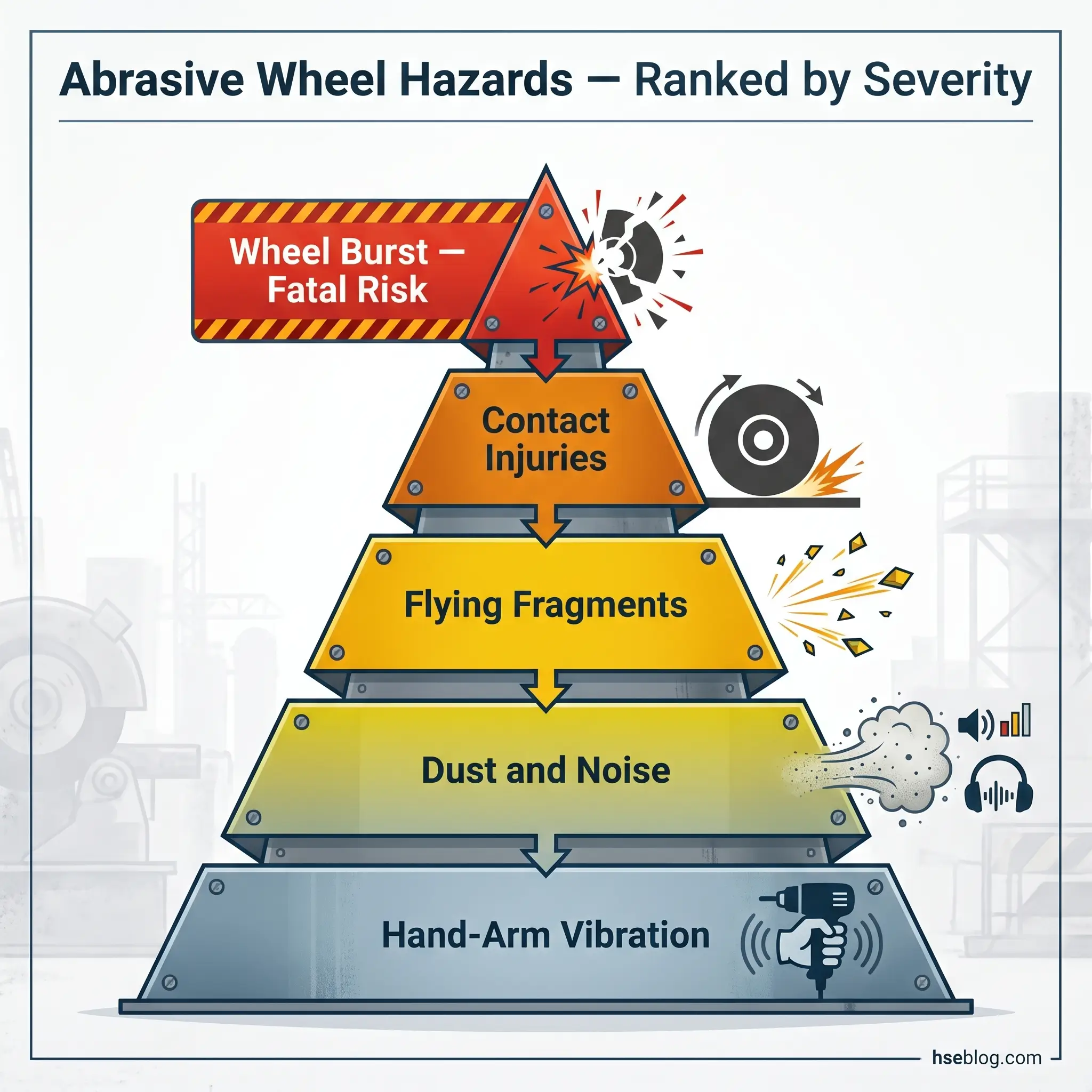
Across the published record of abrasive wheel accidents, the failure modes cluster into a ranked hierarchy by severity and consequence. The HSE identifies that nearly half of all abrasive wheel accidents are attributable to operator error or unsafe systems of work (HSE, HSG17, 2000) — meaning most of what follows is preventable through training, inspection, and correct selection.
Wheel burst sits at the top of the list. A burst occurs when the bond fails under centrifugal stress and fragments are ejected from the machine. Root causes are overspeeding, incorrect mounting, damaged wheels, wrong wheel selection, or storage-induced bond degradation. Fragments can exceed 100 mph on release (HSE, HSG17, 2000); at that velocity, a piece of resinoid bond weighing a few hundred grams carries enough kinetic energy to penetrate chest walls and skull. Wheel burst injuries are disproportionately fatal or life-changing.
Contact injuries are second in severity. Abrasive wheels operate at 6,000–15,000 RPM, and contact with a rotating wheel — even for a fraction of a second — causes lacerations, friction burns, tendon severance, and amputations. Angle grinders in particular account for a significant share of acute forearm and hand injuries treated at industrial trauma centres.
Ejected workpieces and fragments produce the highest-frequency injury type: eye injuries. An unsecured workpiece can be flung from under the wheel with considerable force, and smaller fragments — abrasive grit, metal spalling, broken wheel edges — travel continuously during grinding.
Entanglement occurs when loose clothing, long hair, gloves, or jewellery are drawn into the rotating wheel. Gloves are an interesting case because they are often worn reflexively for abrasive wheel work; in many high-speed grinding tasks the risk of a glove being caught outweighs the abrasion protection it provides. The correct answer is not universal — it depends on the specific task and wheel geometry, and it is precisely the kind of judgment a risk assessment should document.
Fire and sparks are produced continuously during metal grinding. Grinding sparks can travel several metres and retain ignition temperature long enough to set alight fuel residues, combustible dusts, paper, textiles, and plastics in the work area. Spark-generating work near flammable materials requires a hot-work permit and a dedicated fire watch in most competent systems of work.
Dust and fume inhalation is a chronic hazard distinct from the acute injuries above. Grinding generates respirable particulates of the workpiece material (steel, aluminium, stainless, lead-painted substrates), the wheel binder, and — critically — respirable crystalline silica when grinding masonry, concrete, or silica-bearing stone. Silica exposure is a recognised cause of silicosis, lung cancer, and chronic obstructive pulmonary disease.
Noise exposure routinely exceeds 85 dB on portable grinders and often exceeds 100 dB during cutting operations — levels that trigger mandatory hearing conservation programmes under the UK’s Control of Noise at Work Regulations 2005 and OSHA’s occupational noise exposure standard (29 CFR 1910.95).
Hand-arm vibration is the slowest-developing hazard but reaches a large share of operators. Prolonged use of portable grinders is a recognised cause of hand-arm vibration syndrome (HAVS), a progressive condition involving vascular, neurological, and musculoskeletal damage to the hands and forearms. Under the UK Control of Vibration at Work Regulations 2005, HAVS exposure above the daily action value triggers mandatory health surveillance.
A pattern worth flagging: most workplaces over-invest in PPE — goggles, gloves, hearing protection — while under-investing in the engineering and administrative controls that prevent the high-consequence events. PPE is the last line of defence. Correct wheel selection, proper mounting, intact guards, and pre-use inspection are what actually prevent wheel burst. PPE only mitigates the outcome if those earlier layers have already failed.
Key Abrasive Wheel Safety Rules and Control Measures
Competent-person caveat: This article provides general HSE knowledge of abrasive wheel hazards and regulatory requirements. Life-critical work such as mounting abrasive wheels, specifying wheels for a given application, and operating portable grinders in high-risk environments must be planned and supervised by a competent person with relevant training, jurisdiction-specific authorisation, and site-specific risk assessment. The information here does not replace that. Recognised training pathways include NEBOSH and IOSH qualifications in the UK and OSHA outreach training in the US, supplemented by task-specific abrasive wheel training through recognised providers.
Translating the regulatory requirements into day-to-day practice follows the hierarchy of controls — applied to this specific hazard rather than invoked as a generic principle.
Elimination and substitution come first. Every abrasive wheel task should begin with a question: can this job be done without a grinder? Shear-cut or cold-saw alternatives exist for many cutting tasks. Pre-cut material specifications can eliminate on-site cut-off work entirely. For deburring, abrasive belt sanders or rotary burr tools often produce better results with lower ejection risk.
Engineering controls are the primary line of defence when elimination is not feasible:
- Guards must cover the spindle end, nut, and flange projections. Under OSHA 29 CFR 1910.215, maximum angular exposure is 90° for bench and pedestal grinders, extending to 125° when work requires contact below the horizontal plane of the spindle. For cut-off wheels, exposure is limited to 150° in the 1970 edition of ANSI B7.1 that OSHA incorporates by reference.
- Tongue guards on bench grinders must be adjustable and maintained within ¼ inch of the wheel periphery.
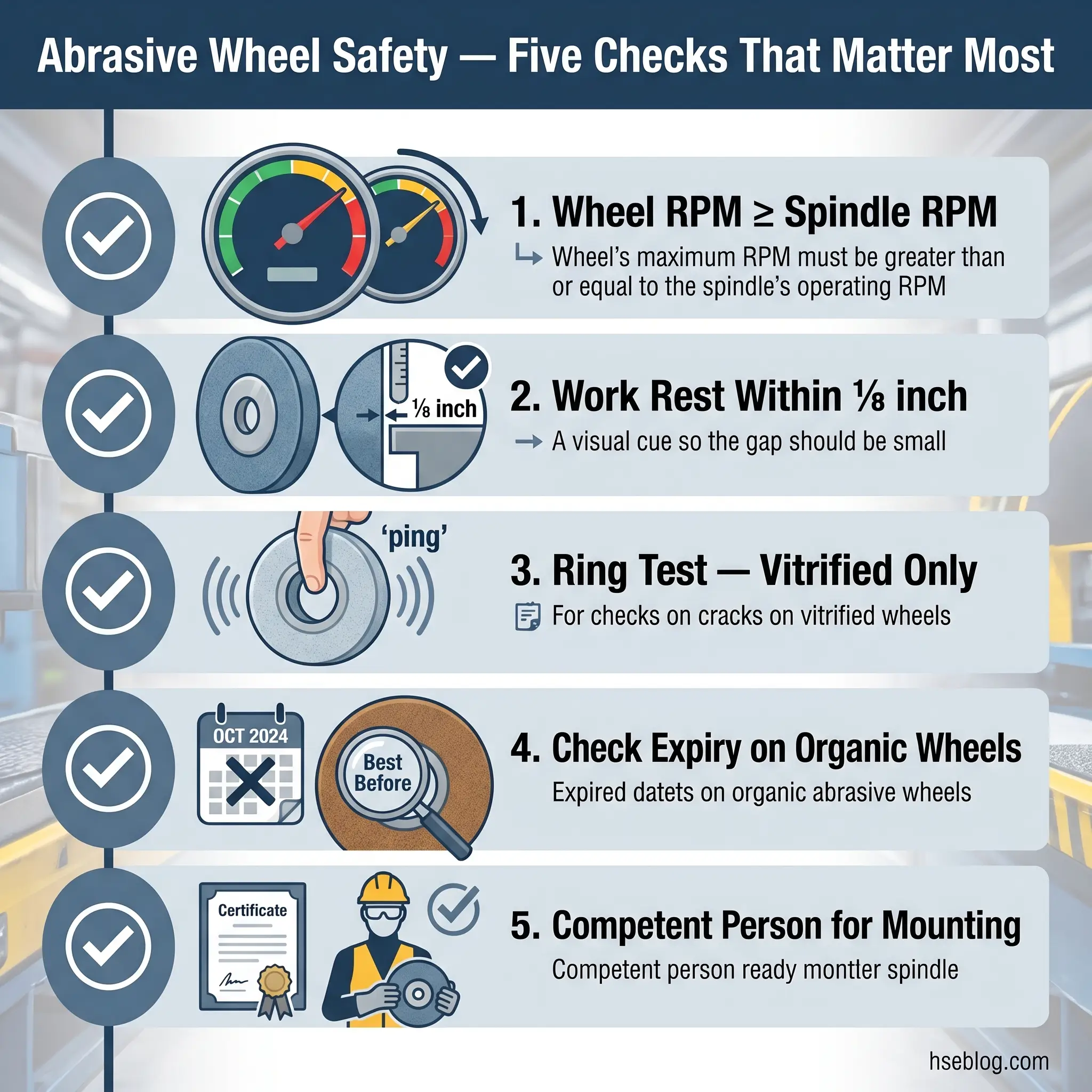
- Work rests must be adjustable and maintained within ⅛ inch of the wheel.
- Dust and fume extraction through local exhaust ventilation at the grinding point, rather than general room ventilation.
Audit Point: The work rest gap on bench grinders is arguably the single most commonly cited abrasive wheel violation in US inspections. The gap visibly widens as the wheel wears down, yet operators rarely readjust it. An inspector with line-of-sight to the grinder can identify the violation from across the shop floor. If the work rest has not been readjusted since the last wheel change, it is almost certainly out of tolerance.
Administrative controls include written safe systems of work, permit-to-work for high-risk applications (hot work interfaces, confined spaces, flammable atmospheres), fire watch arrangements for spark-generating tasks, and training records demonstrating competency.
PPE is last — but non-negotiable at use:
- Impact-rated eye protection to ANSI Z87+ (US) or EN 166 (UK/EU) as a minimum
- Face shield for heavy grinding and all cut-off work
- Hearing protection when exposure exceeds 85 dB (lower action value under UK Control of Noise at Work Regulations 2005)
- Respiratory protection — minimum FFP2, and FFP3 or powered air-purifying respirator for silica-generating work
- Snug-fitting clothing with no loose cuffs, hoods, or straps
- Task-appropriate gloves — and the judgment not to wear gloves on tasks where entanglement risk outweighs abrasion risk
- Protective footwear with metatarsal protection for workpiece-drop hazards
Speed matching sits across the engineering and administrative categories and is the single most critical technical safety check: the wheel’s marked maximum RPM must equal or exceed the grinder’s maximum spindle RPM. Not the reverse. Operators routinely misread this, selecting a wheel rated for a lower speed than the grinder delivers. This is the leading cause of wheel burst, and it is caught only at the point of selection — never by any downstream control.
Pre-Use Inspection: The Ring Test and Visual Checks
Every abrasive wheel must be inspected before it is mounted and before each use. The inspection has two components.
Visual inspection looks for:
- Chips, cracks, and surface damage — any edge chipping or radial crack is grounds for rejection
- Discolouration suggesting heat damage from previous misuse
- Moisture ingress — particularly relevant for wheels stored in damp conditions
- Expiry date — organic bonded wheels carry a three-year shelf life from manufacture; past this date, the bond has degraded to an unknown extent
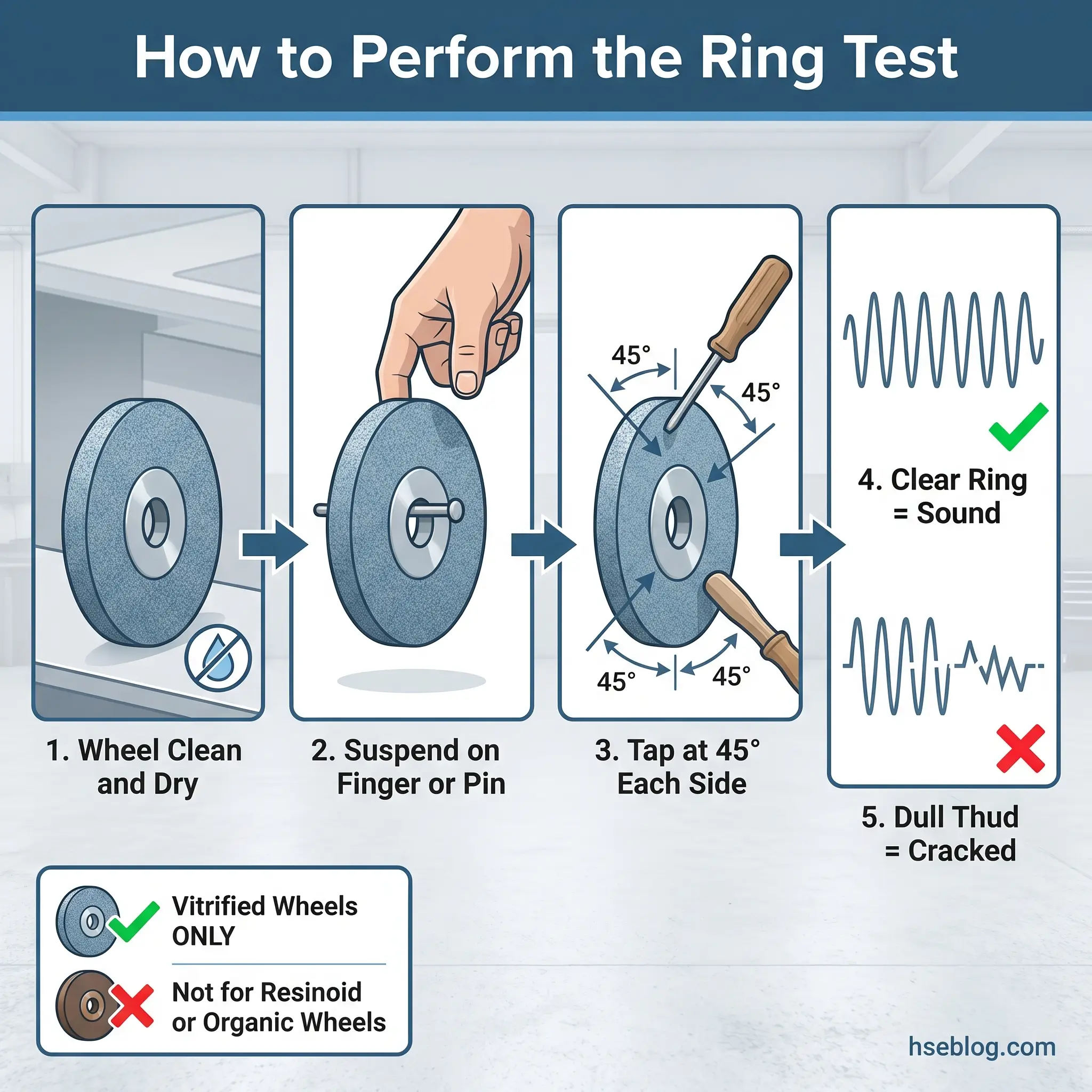
The ring test is the second component — and it is the procedure most frequently misunderstood.
To perform the ring test:
- Ensure the wheel is dry and clean. Moisture dampens the ring and produces false results.
- Suspend the wheel on a pin or finger passed through the arbor hole, so the wheel is free to vibrate.
- Using a nonmetallic implement — a wooden screwdriver handle works — tap gently at 45° each side of the vertical centreline, about 1–2 inches from the periphery.
- Rotate the wheel 45° and repeat. A sound, undamaged vitrified wheel produces a clear metallic ring. A cracked wheel produces a dull, flat thud.
Watch For: The ring test works reliably only on vitrified bonded wheels. Organic bonded wheels — resinoid, rubber, shellac — do not produce a clear ring even when entirely sound. The organic matrix absorbs the vibration. Applying the ring test to a resinoid cut-off disc and concluding “it failed” is a mistake that either creates a false sense of security (if the test is skipped without replacement), or leads operators to discard sound wheels that simply do not ring. Organic wheels must be inspected visually, with particular attention to edge chips and the printed expiry date.
After mounting and before applying work, run the wheel at operating speed for at least one minute with the operator and bystanders standing to the side of the plane of rotation — not in front of the wheel. If the wheel is going to burst from a latent defect, the first minute at full speed is when it is most likely to happen. Norton Abrasives publishes additional manufacturer guidance on the ring test procedure that supplements the regulatory text with practical imagery.
Correct Mounting Procedure for Abrasive Wheels
Under OSHA 29 CFR 1910.215 and PUWER Regulation 9 (UK), only a competent person may mount an abrasive wheel. The mounting sequence determines whether the wheel operates inside its stress envelope or outside it.
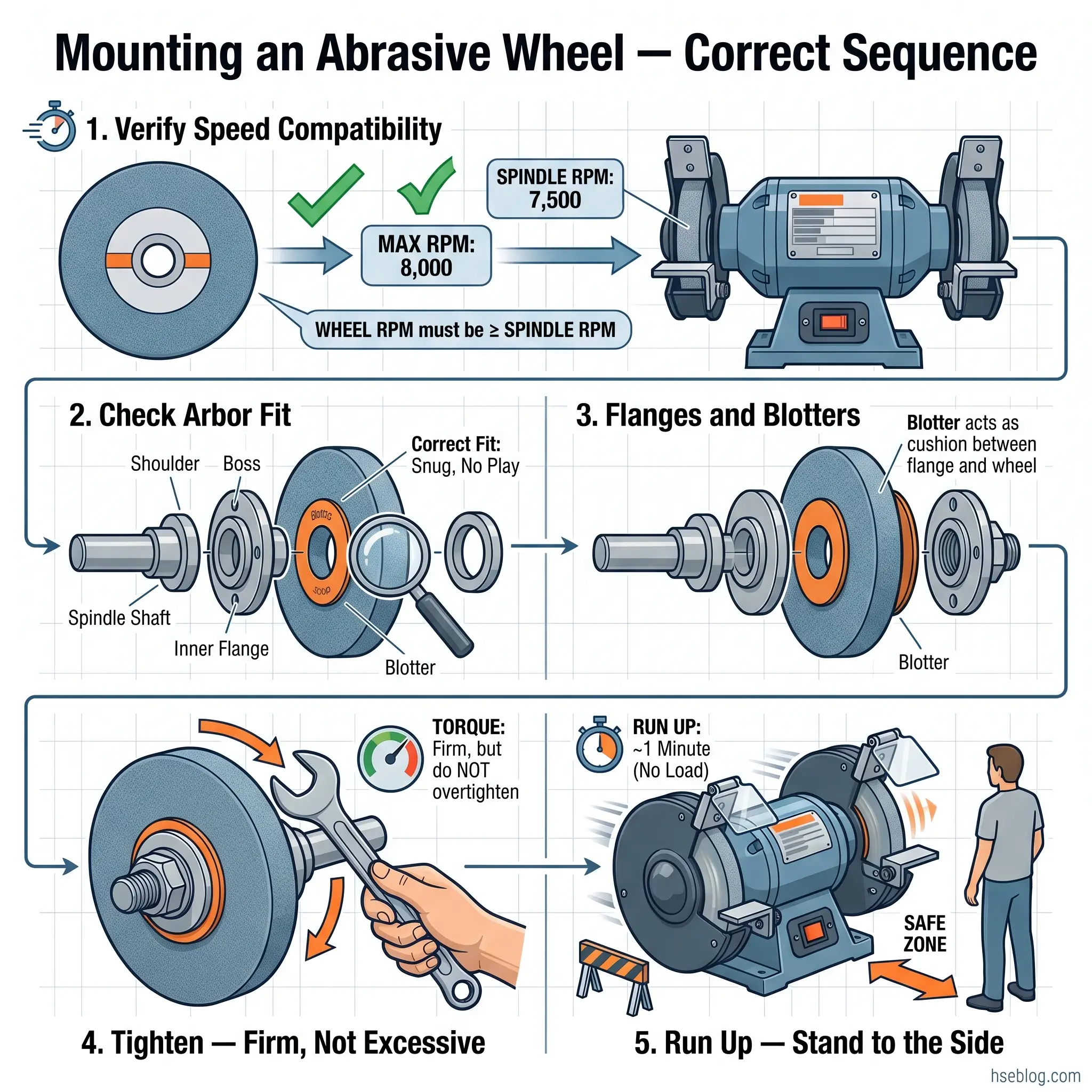
- Verify speed compatibility. Confirm the wheel’s marked maximum RPM equals or exceeds the spindle RPM. If the wheel is not marked, do not mount it.
- Complete the ring test (vitrified) or visual inspection (organic). Do not proceed if the wheel has failed either check.
- Check the arbor fit. The wheel must slide onto the spindle without force. A tight fit creates stress concentrations at the bore; a loose fit creates imbalance. If the wheel does not slide freely, stop. Never grind, ream, or bush the hole to make a wheel fit.
- Inspect the flanges. Flanges must match the wheel bore diameter, be undamaged, and be of appropriate size — under OSHA 29 CFR 1910.215 and ANSI B7.1, flange diameter must be at least one-third of the wheel diameter for most wheel types.
- Fit blotters. Compressible blotters (paper or plastic washers) between each flange and the wheel face distribute clamping pressure evenly. Missing blotters concentrate load at a few contact points and can crack the wheel under operating stress.
- Tighten the spindle nut just enough to hold the wheel firmly. This is where a significant share of mounting failures begin. Operators instinctively over-tighten because they associate tightness with security. In practice, excessive clamping force creates stress concentrations near the bore — exactly where the highest operational stresses already exist. Use the correct wrench, and apply enough torque to prevent rotation on the spindle, no more.
- Adjust the guard, tongue guard, and work rest to the clearances required by the relevant standard before starting the machine.
- Run up at operating speed for at least one minute, with no one standing in the plane of the wheel.
How to Store and Handle Abrasive Wheels Safely
Bond degradation begins long before the wheel reaches the grinder. A significant share of in-service wheel failures trace back to damage or environmental exposure that occurred during storage or transport — hours or days before the incident itself.
Storage conditions matter more than operators typically assume. Wheels must be kept in a dry, temperature-stable environment, away from direct sunlight and moisture. Humidity weakens vitrified bonds by chemically attacking the glass-like matrix at the microstructural level. Temperature cycling — particularly freeze-thaw — can propagate microcracks invisible to the eye.
Wheels should be stored flat on rigid shelving or in purpose-built racks with separate compartments for different wheel types and sizes. Never stack heavy items on top of stored wheels. Treat them as fragile: do not drop, bump, throw, or roll them. Purpose-built trolleys should be used for large wheels.
Expiry dates on organic bonded wheels require active tracking. Resinoid, rubber, and shellac wheels carry a maximum shelf life of three years from the manufacture date printed on the wheel or its packaging. A stock rotation system (first-in, first-out) prevents the common situation where older wheels sit at the back of the rack past expiry.
Every wheel should be inspected after transport, impact, or movement. A short drop onto a concrete floor can create hairline cracks that pass routine visual inspection but fail catastrophically under operating load. The invisible nature of storage degradation is what makes it so dangerous: a wheel that has absorbed moisture during improper storage will not necessarily look damaged, but its bond strength may be significantly compromised.
Abrasive Wheel Regulations and Legal Requirements
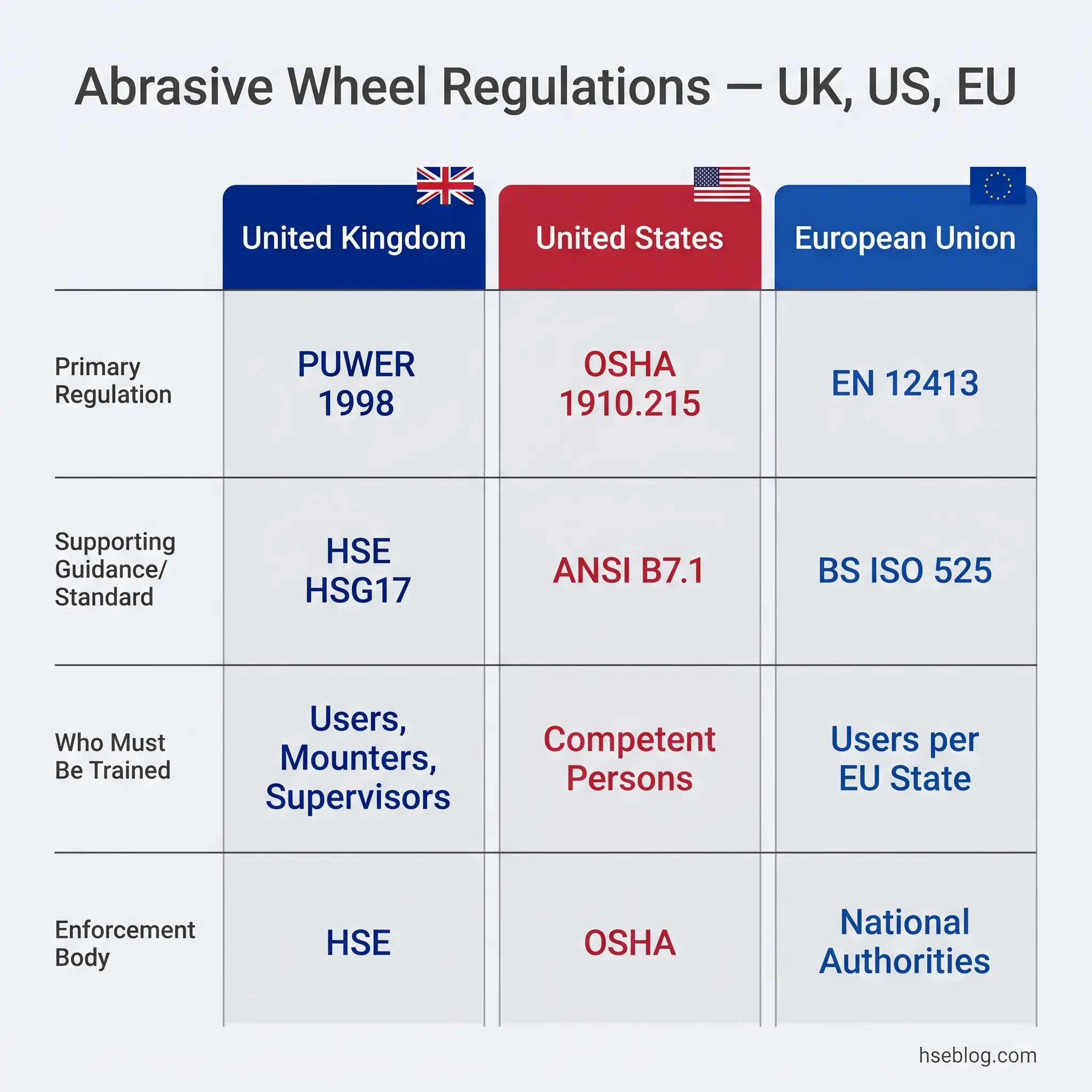
Four regulatory frameworks govern abrasive wheel use across most industrial jurisdictions, and the obligations under each are not identical.
United Kingdom — PUWER 1998. The Provision and Use of Work Equipment Regulations 1998 replaced the old Abrasive Wheels Regulations 1970. Under PUWER Regulation 9, all persons who use, mount, supervise, or manage abrasive wheel equipment must receive adequate training. This is a material broadening of scope compared with the 1970 regulations, which focused on those physically mounting wheels. The HSE’s HSG17 Safety in the Use of Abrasive Wheels provides detailed practical guidance supplementing PUWER. The Health and Safety at Work etc. Act 1974 imposes the overarching employer duty; COSHH 2002 covers dust exposure; the Control of Noise at Work Regulations 2005 cover noise; the Control of Vibration at Work Regulations 2005 cover HAVS; and RIDDOR governs incident reporting.
United States — OSHA. OSHA 29 CFR 1910.215 covers abrasive wheel machinery in general industry; 29 CFR 1926.303 covers abrasive wheels and tools in construction. Both standards mandate safety guards, ring testing before mounting, flange sizing, work rest clearances, and eye protection. Both reference ANSI B7.1 — specifically the 1970 edition incorporated at the time the regulation was written.
Jurisdiction Note: OSHA still references the 1970 edition of ANSI B7.1 by incorporation, while the current published edition is 2017. Key differences include guard exposure angles for cut-off wheels (150° in 1970 versus 180° in 1978 and later editions). OSHA applies a de minimis violation policy: employers who follow the 2017 edition of ANSI B7.1 are generally deemed compliant even though the language of the standard still references the older edition. US employers should document which edition their procedures align with and verify that position against current OSHA letters of interpretation.
European Union — EN 12413. Safety of Bonded Abrasive Products is the harmonised European standard covering design, testing, marking, and safety requirements for bonded abrasive products. EN 12413 (2019 revision) mandates the twelve marking elements discussed in the next section, including safety pictograms and expiry indication for organic wheels. BS ISO 525 covers the wheel specification marking system (abrasive, grit, grade, structure, bond).
Ireland has its own Abrasive Wheels Regulations 2016, which set out specific requirements for training and safe use within the Irish jurisdiction and operate alongside the more general Safety, Health and Welfare at Work framework.
Financial consequence. OSHA’s maximum penalty for serious violations rose to $16,550 per violation effective 15 January 2025 (US Department of Labor, 2025), with willful and repeated violations reaching $165,514 per violation. Machine guarding — which includes abrasive wheel guard violations — continues to rank in OSHA’s Top 10 Most Cited Standards with over 1,200 citations per year (OSHA Frequently Cited Standards data). UK HSE prosecutions and improvement notices follow a different penalty structure but can be significant for PUWER breaches where serious injury has resulted. NIOSH also publishes a practical abrasive wheel safety checklist that supports compliance auditing in US workplaces.
Regulatory content here reflects general HSE professional understanding of UK and US requirements as of 2025. It is not legal advice. Specific compliance questions, enforcement situations, or prosecution risk should be directed to qualified legal counsel in the applicable jurisdiction.
Understanding Abrasive Wheel Markings
Every abrasive wheel placed on the UK or EU market must carry twelve specific marking elements under EN 12413. OSHA does not specify the same twelve elements but requires speed marking and allows verification through ANSI-aligned marking.
The core elements on a typical wheel are:
- Manufacturer trademark and test record — traceability to the producer
- ISO type number — the wheel shape code (Type 1 straight, Type 27 depressed-centre, Type 41 cut-off, etc.)
- Dimensions — diameter × thickness × hole size, normally in mm
- Specification code — the five-character string encoding abrasive, grit, grade, structure, and bond (e.g., A46KV = aluminium oxide, 46 grit, K grade (medium-soft), unspecified structure, vitrified bond)
- Maximum operating speed — in metres per second (m/s) and/or RPM
- Expiry date — required for organic bonded wheels; typically three years from manufacture
- Speed stripe colour code — a coloured band indicating high-speed category on cutting-off wheels
- Safety pictograms — EN 12413 requires pictograms for mandatory PPE and safe use, including safety glasses, face shield where relevant, guard requirement, hearing protection, and respiratory protection
The most consequential misread on the label is speed. Operators must verify that the wheel’s marked maximum RPM is equal to or greater than the grinder’s spindle RPM. Installing a wheel rated for 6,600 RPM on a spindle that turns at 7,500 RPM is an overspeed condition — the single leading cause of fatal wheel burst, and a condition detected only at selection. Once the wheel is mounted and running, no downstream control catches it.
Training and Competency Requirements for Abrasive Wheel Operators
PUWER Regulation 9 extends the training requirement beyond those who physically mount wheels. Under the UK framework, any person who uses, mounts, supervises, or manages the use of abrasive wheels must have received adequate training. HSG17 expands on the minimum content: hazard awareness, wheel selection, marking interpretation, inspection (ring test and visual), mounting procedure, guard and work rest adjustment, PPE selection and use, and emergency procedures. The British Abrasives Federation recommends refresher training at intervals not exceeding three years.
In the United States, OSHA requires training under both the general industry and construction standards, and ANSI B7.1 specifies that only a competent person should mount abrasive wheels. Competency is defined operationally: the individual must have the knowledge, skill, and experience to perform the task safely, as judged by the employer.
A distinction that gets lost in practice: a training certificate proves attendance; a competency determination is the employer’s judgment that the individual can safely perform the task. A newly certificated operator still needs supervised practice and a period of monitored performance before being assessed as competent to mount wheels unsupervised. Training providers cannot issue competency on the employer’s behalf, and the HSE has made this point repeatedly in investigation findings.
Training records should include the trainee’s name, the training provider, the date, the syllabus covered, the assessment outcome, and the next refresher due date. These records are routinely requested during HSE investigations in the UK and during OSHA inspections in the US — their absence is itself a compliance finding.
Frequently Asked Questions
Conclusion
The practical test for any workplace using abrasive wheels is not whether someone on site holds a training certificate. It is whether — if an HSE inspector or OSHA compliance officer walked in unannounced tomorrow — the grinder would pass inspection without any adjustment being made. Would the work rest be within ⅛ inch? Would the guard be at the correct exposure angle? Would the wheels on the rack have current expiry dates? Would the operator be able to explain which wheels respond to the ring test and which do not? Would mounting records trace back to a named competent person?
Most workplaces cannot answer yes to all of these. The gap is rarely about intent and almost always about the drift that sets in between training and supervision. An operator who knew the rules on the day of certification is not the same operator eighteen months later, after two wheel changes without readjustment of the work rest. That drift is the control failure the statistics keep pointing to: operator error and unsafe systems of work account for nearly half of all abrasive wheel accidents (HSE, HSG17, 2000) — and operator error is mostly a symptom of supervision that stopped looking.
Walk to the grinders in your own workplace this week. Check the work rest gap with a rule. Read the labels on the stored wheels. Ask the operator to explain the ring test and listen carefully to how they describe it for organic versus vitrified wheels. The answers — or the absence of them — will tell you where the real risk on your site is currently sitting.