

The nameplate on a junction box reads II 2G Ex db IIB T4 Gb. Twelve characters. Each one references a specific standard, a specific test, a specific limit on how energy can be released inside that enclosure. To the procurement clerk who ordered it, that string is a part number. To me, standing in a reactor hall where toluene vapour concentrations rise every time a batch transfer begins, those twelve characters are the reason the lights stay on without killing anyone. The ATEX marking system compresses decades of explosion science into a label small enough to fit on a cable gland — and misreading a single element has triggered catastrophic failures I’ve seen documented in incident reports that should never have been written.
Explosive atmospheres are not theoretical risks. In 2023, the Dust Safety Science team recorded 263 fires, 53 explosions, 94 injuries, and 62 fatalities linked to combustible dust incidents worldwide. Seven U.S. grain dust explosions in 2025 alone caused 10 injuries and four fatalities, against a 10-year national average of 8.5 explosions per year. The ATEX Directive system — originating from the French ATmosphères EXplosibles — exists because flammable gases, vapours, mists, and combustible dusts continue to destroy facilities and end lives. This article connects the three pillars that every HSE professional, safety engineer, and plant manager must understand as a single system: how zones classify risk, how equipment is categorised and marked to match that risk, and what compliance obligations bind both manufacturers and employers under the EU’s ATEX framework.
The Two ATEX Directives: Equipment (2014/34/EU) and Workplace (1999/92/EC)
The single most persistent misunderstanding I encounter during compliance audits is treating “ATEX” as one regulation. It is two. Each directive addresses a different duty holder, creates different obligations, and enforces different mechanisms. Conflating them produces gaps that auditors find within hours.
Directive 2014/34/EU — commonly called ATEX 114 or the “equipment directive” — governs manufacturers. It replaced the older Directive 94/9/EC on 20 April 2016 and covers every piece of equipment and protective system intended for use in explosive atmospheres, whether electrical or mechanical. Manufacturers must design, test, and certify their products against essential health and safety requirements before placing them on the EU market. The directive facilitates free trade across all EU member states by eliminating the need for separate national testing — a single conformity assessment, verified through CE marking and Ex marking, grants access to the entire single market.
Directive 1999/92/EC — known as ATEX 153 or the “workplace directive” — governs employers. Its obligations have been mandatory since June 2003. Employers must conduct explosion risk assessments, classify all areas where explosive atmospheres may occur into defined zones, prepare a formal Explosion Protection Document, select equipment appropriate to each zone, and ensure workers are trained and protected. In Great Britain, these requirements are implemented through DSEAR (Dangerous Substances and Explosive Atmospheres Regulations) and the Equipment and Protective Systems Intended for Use in Potentially Explosive Atmospheres Regulations 2016.
A reactor vessel manufacturer in Stuttgart and a plant operations manager in Rotterdam both have ATEX obligations — but entirely different ones. The manufacturer must prove the vessel won’t become an ignition source. The operations manager must prove the area around it is correctly zoned, the vessel is correctly rated for that zone, and the Explosion Protection Document reflects reality. One directive without the other is half a safety system.
Equipment already in use before 1 July 2003 may continue to operate, provided a risk assessment under the workplace directive demonstrates it remains safe within its classified zone. I’ve reviewed sites where pre-2003 equipment was still running — the documentation burden to justify continued use is substantial, and the risk assessment must be repeated whenever process conditions change.
How ATEX Zones Are Classified: Gas Zones (0, 1, 2) and Dust Zones (20, 21, 22)
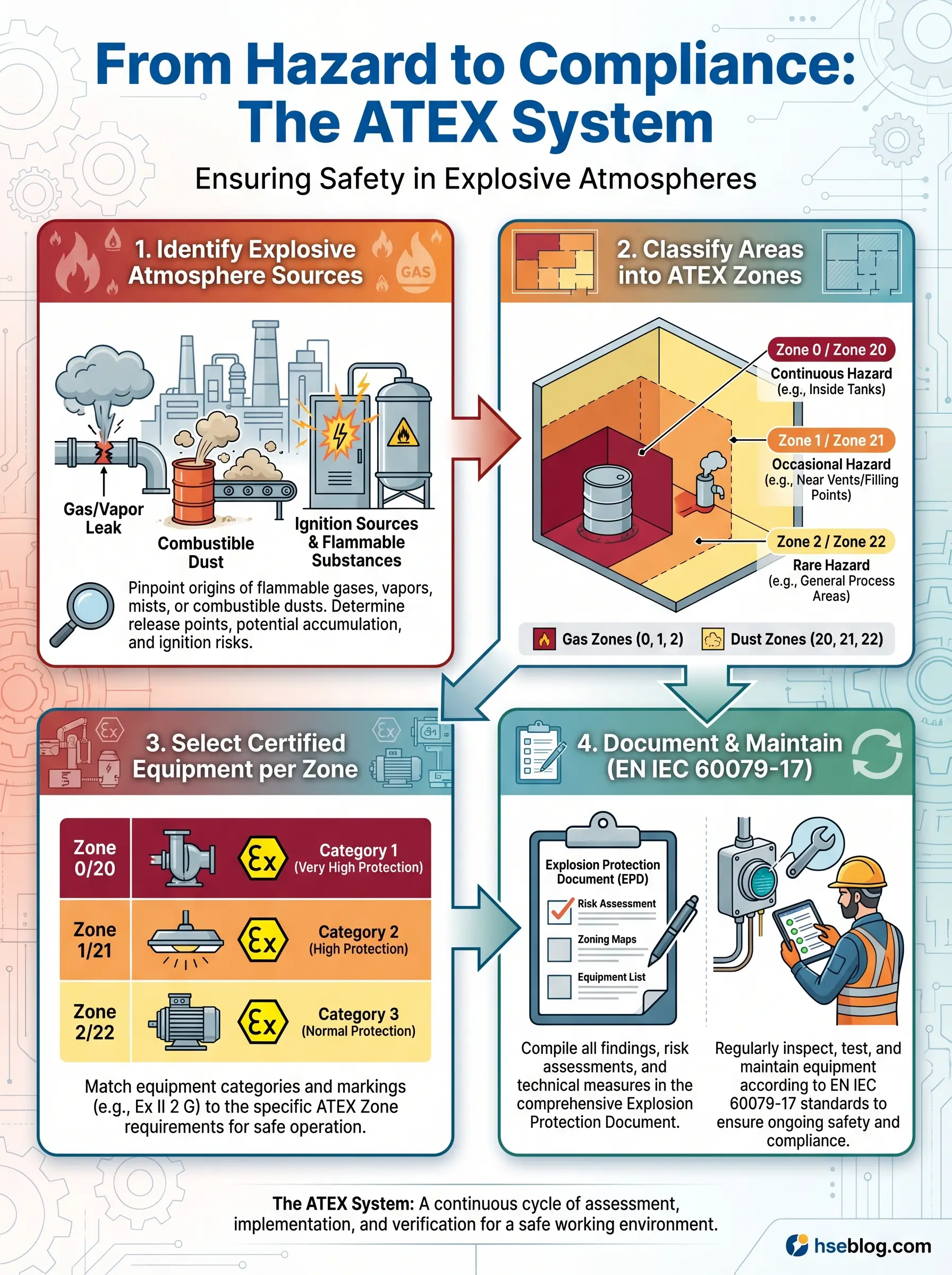
Hazardous area classification is where the entire ATEX compliance chain begins. Every subsequent decision — equipment selection, protection method, inspection frequency, worker PPE — flows directly from how accurately the zones are drawn. The classification standards that govern this process are EN IEC 60079-10-1:2021 for gas and vapour and EN IEC 60079-10-2:2015 for combustible dust.
The logic is straightforward: zones are defined by how frequently and for how long an explosive atmosphere is present during normal plant operation. “Normal operation” includes routine start-up, shutdown, loading, unloading, and minor maintenance — not just steady-state production.
Gas and Vapour Zones
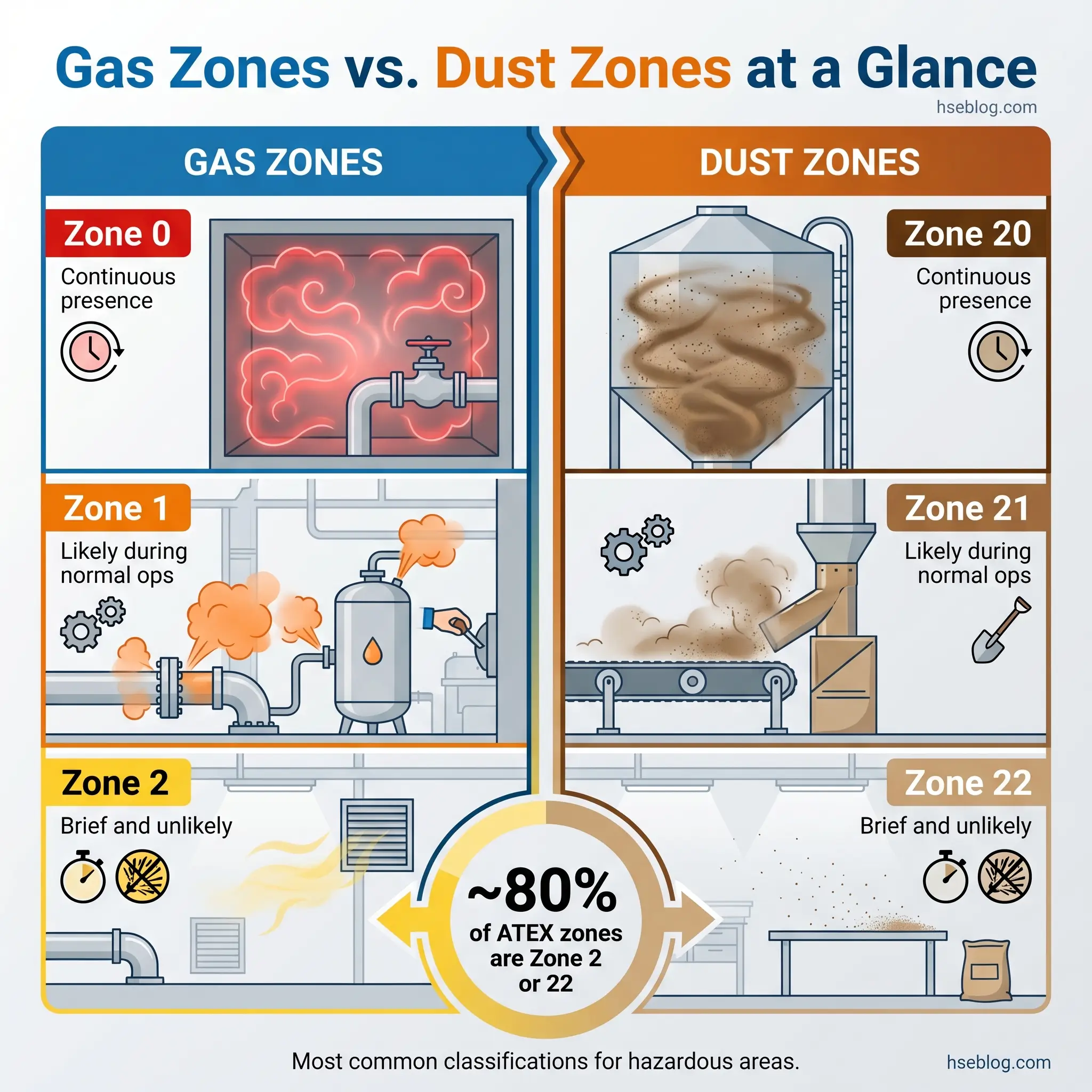
Zone 0 applies where an explosive gas, vapour, or mist atmosphere is present continuously, for long periods, or frequently. The interior of a reactor vessel containing a flammable solvent during a batch process is a Zone 0 environment. So is the vapour space inside a fixed-roof storage tank holding toluene. These are enclosed spaces where the explosive atmosphere is the normal, expected condition.
Zone 1 applies where an explosive gas or vapour atmosphere is likely to occur occasionally during normal operation. The area immediately surrounding a pump seal handling cyclohexane, the space around a manual sampling point on a solvent transfer line, or the region near a reactor filling connection where vapour escapes during charging — these are typical Zone 1 environments. The explosive atmosphere is not always present, but its occurrence is a predictable part of operations.
Zone 2 applies where an explosive gas or vapour atmosphere is not likely during normal operation, and if it does occur, it persists only briefly. The area surrounding a Zone 1 region, the vicinity of a flanged pipe connection that might leak only under abnormal conditions, or the space near a pressure relief device that activates only during process upset — these are Zone 2 conditions. Approximately 80% of all ATEX zones in industrial settings carry a Zone 2 or Zone 22 designation.
Combustible Dust Zones
Zone 20 exists where a cloud of combustible dust is present in the air continuously, for long periods, or frequently. The interior of a hammer mill reducing pharmaceutical intermediates to fine powder, the inside of a pneumatic conveying line transporting starch, or the enclosed space within a cyclone separator — these are Zone 20 environments.
Zone 21 applies where a combustible dust cloud is likely to occur occasionally during normal operation. The area around a powder bagging station, the space near an inspection port on a dust collector, or the region surrounding a manual powder charging point — these are Zone 21 conditions.
Zone 22 applies where a combustible dust cloud is not likely during normal operation, and if it occurs, persists only briefly. Dust that escapes from a poorly fitted lid, a minor leak at a duct joint, or residual airborne dust near a Zone 21 area that settles quickly — these define Zone 22 conditions.
The Boundaries That Matter
ATEX zone definitions apply under standard atmospheric conditions: temperatures between -20°C and +40°C, and pressures between 0.8 and 1.1 bar. Processes operating outside these ranges require additional analysis beyond the standard ATEX framework.
A colleague once described zone classification as “drawing lines that cost money.” She was right. An incorrectly drawn Zone 1 boundary that should have been Zone 2 forces the installation of Category 2 equipment where Category 3 would suffice — a cost difference that can multiply across hundreds of devices in a large facility. Conversely, drawing Zone 2 where Zone 1 exists is a compliance failure that no cost saving justifies.
| Zone | Atmosphere Type | Frequency of Occurrence | Typical Location Examples |
|---|---|---|---|
| Zone 0 | Gas/Vapour/Mist | Continuous or long periods | Inside tanks, vessels, pipelines |
| Zone 1 | Gas/Vapour/Mist | Likely during normal operation | Pump seals, filling points, sample ports |
| Zone 2 | Gas/Vapour/Mist | Unlikely; brief if present | Surrounding Zone 1 areas, flange connections |
| Zone 20 | Combustible Dust | Continuous or frequent | Inside mills, conveyors, cyclones |
| Zone 21 | Combustible Dust | Likely during normal operation | Bagging points, inspection ports |
| Zone 22 | Combustible Dust | Unlikely; brief if present | Near poorly sealed joints, surrounding Zone 21 |
Zone Reduction Through Engineering Controls
Every zone classification is a statement about current conditions — not a permanent sentence. Targeted engineering controls, particularly ventilation, can reduce the extent and severity of zones, lowering both risk and the cost of ATEX-certified equipment.
During a plant modification project at a solvent recovery unit, I watched the engineering team redesign the local exhaust ventilation around a bank of transfer pumps. The original classification placed a 3-metre radius Zone 1 envelope around each pump. After installing dedicated extraction hoods with continuous airflow monitoring, the hazardous area study was repeated using EN IEC 60079-10-1 methodology. The Zone 1 envelopes shrank to less than one metre, and the surrounding Zone 2 boundary contracted significantly. The result: fourteen motor starters that would have required Category 2 Ex d enclosures could instead be specified as Category 3 Ex n — a procurement saving that paid for the ventilation upgrade within eighteen months.
Zone reduction works because the classification methodology under EN IEC 60079-10-1 accounts for ventilation effectiveness. A release source that would create Zone 1 in a poorly ventilated space may produce only Zone 2 — or even a non-hazardous area — when adequate ventilation prevents the explosive mixture from forming or persisting. The same principle applies to dust zones under EN IEC 60079-10-2, where effective dust containment and extraction reduce the extent of Zone 21 and Zone 22 areas.
The critical requirement: any zone reduction must be documented in the hazardous area classification study, reflected on the zone maps within the Explosion Protection Document, and the ventilation system that enables the reduction must be subject to regular inspection and maintenance. A ventilation failure that reverts a Zone 2 back to Zone 1 while Category 3 equipment is installed creates an immediate non-compliance — and an immediate explosion risk.
Field Test: If your site has zone reductions based on ventilation, verify two things: Is the ventilation system on the critical equipment register with defined failure alarms? And does the EPD explicitly state what the zone reverts to if ventilation fails?
ATEX Equipment Groups, Categories, and the Zone-to-Category Mapping
The ATEX equipment classification system often confuses people encountering it for the first time, because the numbering appears to run backwards. Category 1 equipment — the highest protection level — is required in Zone 0, the highest risk zone. Category 3 — the lowest protection level — serves Zone 2, the lowest risk zone. The numbering systems for zones and categories have different historical origins, and recognising this eliminates the confusion.
Group I and Group II
Equipment is first divided into two groups. Group I covers equipment intended for underground mines and surface installations of mines endangered by firedamp (methane) and/or combustible dust. Group I equipment is classified as Category M1 (can remain energised in an explosive atmosphere) or Category M2 (must be de-energised when an explosive atmosphere is detected).
Group II covers equipment for all other industries — chemical plants, pharmaceutical facilities, food processing, oil and gas, and any non-mining environment where explosive atmospheres may occur. Group II equipment falls into Categories 1, 2, or 3.
The Zone-to-Category Map
Understanding which equipment category matches which zone is non-negotiable for correct procurement and installation:
| Zone | Required Equipment Category | Protection Level |
|---|---|---|
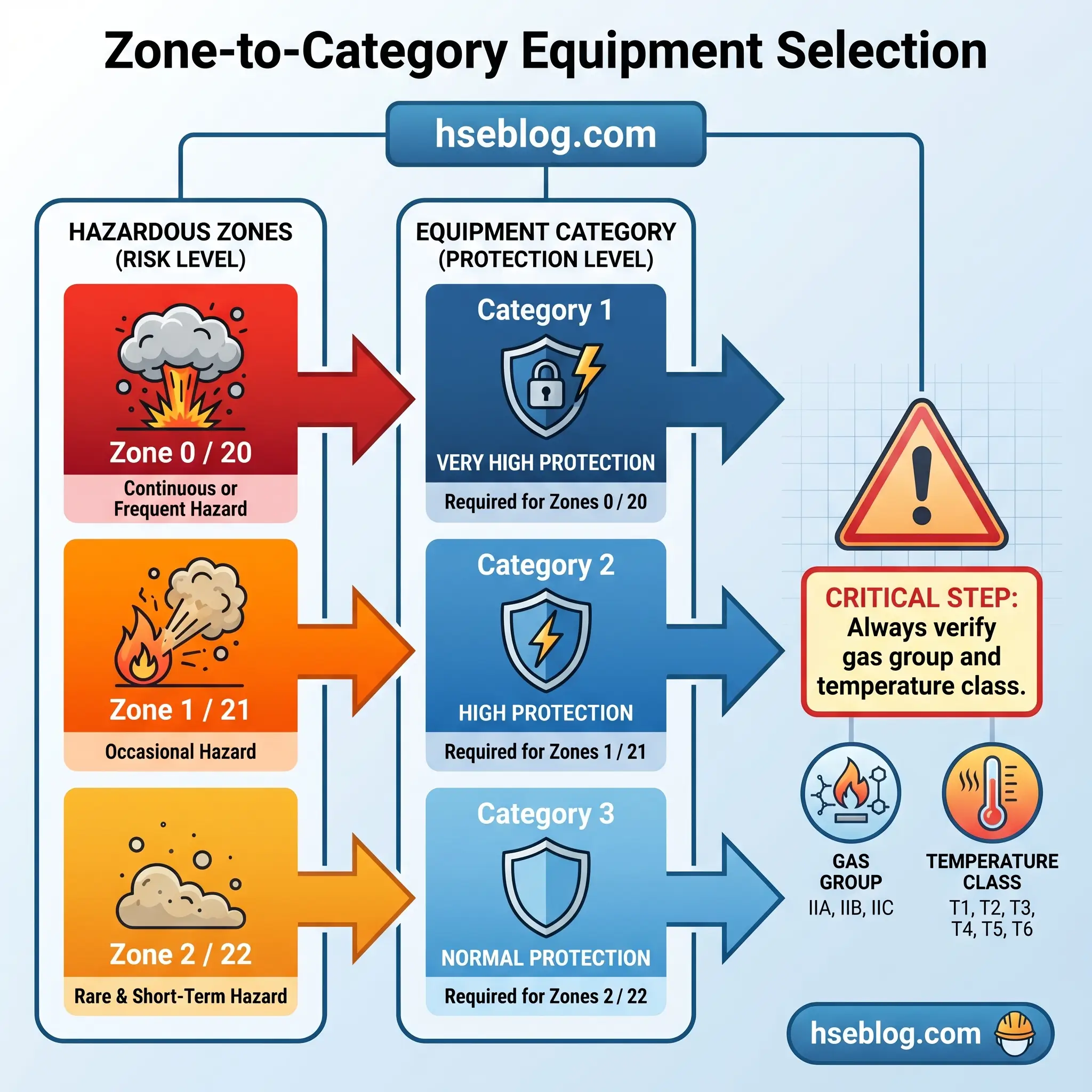
| Zone 0 / Zone 20 | Category 1 | Very high — two independent protection means |
| Zone 1 / Zone 21 | Category 2 | High — suitable for normal operation and frequent disturbances |
| Zone 2 / Zone 22 | Category 3 | Normal — suitable for normal operation |
Category 1 equipment provides the highest degree of protection because Zone 0/20 environments demand it. These devices must remain safe even with two simultaneous faults — a requirement met through two independent means of protection or inherent safety design. Category 2 equipment must remain safe during normal operation and foreseeable disturbances. Category 3 equipment is designed to prevent ignition under normal operating conditions only.
“So I can always use a higher category than required?” a procurement engineer asked me during a specification review. Technically, yes — Category 1 equipment is permissible in Zone 2. Practically, it is an expensive overcorrection. The purpose of the zoning system is to match protection to probability. Getting the zone right means getting the category right, which means getting the cost right.
Gas Groups and Temperature Classes
Beyond the category, equipment must also be rated for the correct gas group and temperature class. Gas groups classify the explosive substance by its ignition energy and flame propagation characteristics:
- IIA — propane, acetone, toluene (least severe)
- IIB — ethylene, hydrogen sulphide (intermediate)
- IIC — hydrogen, acetylene, carbon disulphide (most severe)
For dust environments, the groups are IIIA (combustible flyings), IIIB (non-conductive dust), and IIIC (conductive dust).
Temperature classes define the maximum surface temperature the equipment may reach, matched against the auto-ignition temperature of the surrounding atmosphere:
- T1: 450°C — T2: 300°C — T3: 200°C — T4: 135°C — T5: 100°C — T6: 85°C
For dust applications, the maximum surface temperature is stated directly in degrees Celsius rather than by class designation. Equipment rated T4 in a Zone 1 area containing diethyl ether (auto-ignition temperature 160°C) is correctly matched. The same equipment in an atmosphere of carbon disulphide (auto-ignition temperature 90°C) would require T6 — a detail that has caught out more than one specification error I’ve intercepted during pre-installation reviews.
Understanding ATEX Equipment Markings: How to Read an Ex Label
Every piece of ATEX-certified equipment carries a marking that encodes its entire certification profile. Reading that marking correctly is a field skill that separates competent inspection from guesswork. Here is how to decode a typical marking:
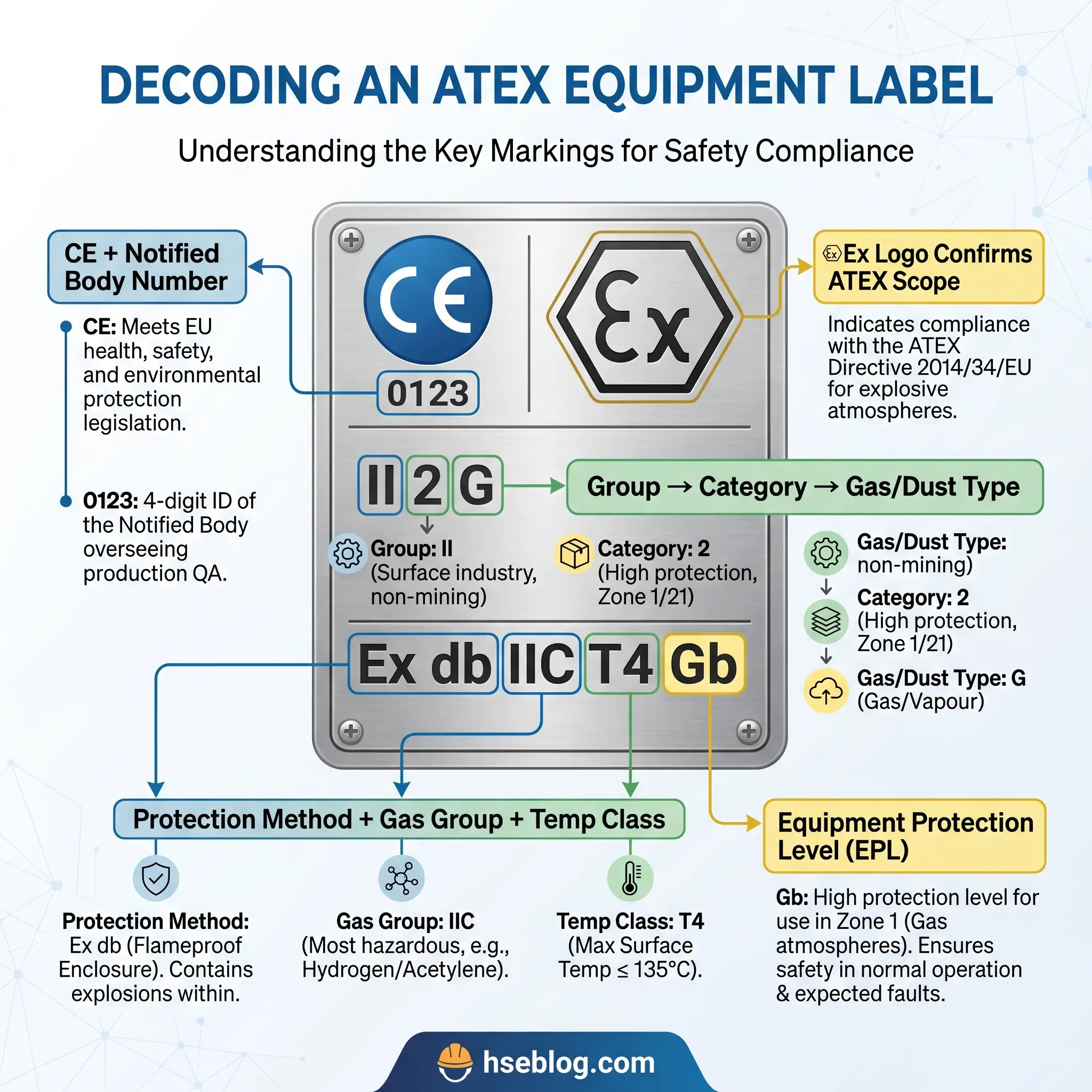
Example: CE 0539 ⬡Ex II 2G Ex db IIB T4 Gb
Each element carries specific meaning:
CE — The equipment conforms to all applicable EU directives, not only ATEX. This marking is the manufacturer’s declaration that the product meets EU-wide requirements.
0539 — The four-digit notified body identification number. This confirms which independent testing laboratory assessed the equipment. Each notified body is registered in the EU’s NANDO database.
⬡Ex — The ATEX-specific logo: the letters “Ex” inside a hexagon. This confirms the equipment is specifically certified for explosive atmosphere use under Directive 2014/34/EU.
II — Equipment Group II, meaning this device is intended for non-mining surface industries. Group I would indicate mining applications.
2 — Equipment Category 2, meaning high protection suitable for Zone 1 (gas) or Zone 21 (dust) environments.
G — The atmosphere type: G for gas/vapour/mist. D would indicate dust. Equipment rated for both would show GD.
Ex db — The explosion protection method. Here, “d” denotes a flameproof enclosure, and “b” indicates the Equipment Protection Level (EPL) — in this case, Gb. The “b” suffix on the protection type code is a refinement introduced in recent editions of the IEC 60079 series to align protection concepts with EPL designations.
IIB — The gas group. This equipment is certified for atmospheres containing gases up to and including IIB severity (ethylene-type gases). It is also suitable for IIA gases but not for IIC (hydrogen, acetylene).
T4 — Temperature class T4, meaning the maximum surface temperature will not exceed 135°C under any operating condition, including fault.
Gb — The Equipment Protection Level. Gb confirms the device provides a high level of protection for gas environments, suitable for Zone 1. The EPL system (Ga, Gb, Gc for gas; Da, Db, Dc for dust; Ma, Mb for mining) was introduced to provide a clearer link between the level of protection a device provides and the zone where it may be installed.
Watch For: When inspecting installed equipment, check that the marking on the device matches the zone classification shown on the area classification drawing. I have found mismatches during plant audits where a Zone 1 area contained Ex nA equipment — rated only for Zone 2. The nameplate told the whole story; nobody had read it against the zone map.
ATEX Protection Methods: Ex d, Ex e, Ex i, Ex p, and Ex n
Selecting the correct explosion protection method is where zone classification translates into physical hardware. Five foundational principles underpin all ATEX protection concepts: energy limitation, exclusion, avoidance, dilution, and containment. Each principle produces specific protection types suited to specific zones and applications.
Ex d — Flameproof Enclosure (Containment) The enclosure is designed to withstand an internal explosion without rupturing and without transmitting the flame to the surrounding explosive atmosphere. The flame path — the gap between mating surfaces of the enclosure — is machined to precise tolerances so that any escaping gases cool below ignition temperature before reaching the external atmosphere. Ex d is widely used for motors, switchgear, and junction boxes in Zone 1 and Zone 2 gas environments. On our solvent handling floor, the motor starters driving agitator drives on the reactor vessels are all Ex d IIB T4 — each one a small pressure vessel in its own right.
Ex e — Increased Safety (Avoidance) Rather than containing an explosion, Ex e eliminates the conditions that could cause one. No sparking components, no hot surfaces, no arcing contacts. Terminal boxes, light fittings, and cable junction enclosures in Zone 1 and Zone 2 commonly use this method. The engineering is deceptively simple — every terminal, every conductor termination, every insulating material must meet enhanced specifications to prevent the ignition source from ever forming.
Ex i — Intrinsic Safety (Energy Limitation) The circuit’s electrical energy — both stored and generated — is limited below the minimum ignition energy of the target gas or dust. This is the only protection method where the highest level, Ex ia, is certified for Zone 0. Ex ib is suitable for Zone 1. Intrinsic safety is the method of choice for instrumentation, sensors, and low-power control signals. Hydrogen’s minimum ignition energy of just 0.017 mJ — sixteen times lower than methane’s 0.28 mJ — makes Ex ia design for hydrogen applications extraordinarily demanding, and this challenge is intensifying as the green hydrogen economy expands.
Ex p — Pressurised/Purged Enclosure (Exclusion) A continuous supply of clean air or inert gas maintains positive pressure inside the enclosure, preventing the external explosive atmosphere from entering. Suitable for Zone 1 and Zone 2, Ex p is used for large enclosures housing non-Ex-rated components — control panels, analysers, and large drives that would be impractical to design as flameproof. The critical dependency is the purge gas supply: if pressure is lost, the protection is lost.
Ex n — Non-Sparking (Normal Operation Safety) Equipment is designed to avoid ignition-capable sparks, arcs, or hot surfaces under normal operating conditions — but not under fault conditions. This limits Ex n to Zone 2 only, where the explosive atmosphere is itself unlikely. Ex n devices are significantly less expensive than Ex d or Ex e equivalents, which is why accurate zone classification directly impacts procurement budgets.
Ex t — Dust Protection by Enclosure For dust environments, Ex t provides a dust-tight enclosure that prevents combustible dust from entering and limits surface temperatures. Applied in Zones 20, 21, and 22, depending on the protection level (ta, tb, tc).
Protection methods can be combined. An Ex de motor uses a flameproof enclosure for the main body and increased safety for the terminal box. An Ex em junction box combines increased safety with encapsulation. The selection depends on zone classification, gas or dust group, power requirements, environmental conditions, and the site’s maintenance capability — because some protection methods demand more rigorous ongoing inspection than others.
| Protection Method | Principle | Suitable Gas Zones | Suitable Dust Zones |
|---|---|---|---|
| Ex d (Flameproof) | Containment | 1, 2 | — |
| Ex e (Increased Safety) | Avoidance | 1, 2 | — |
| Ex ia (Intrinsic Safety) | Energy Limitation | 0, 1, 2 | 20, 21, 22 |
| Ex ib (Intrinsic Safety) | Energy Limitation | 1, 2 | 21, 22 |
| Ex p (Pressurised) | Exclusion | 1, 2 | — |
| Ex n (Non-Sparking) | Normal Operation | 2 | — |
| Ex t (Dust Enclosure) | Exclusion | — | 20, 21, 22 |
The ATEX Certification Process: From Design to CE Marking
The pathway from design to a legally compliant CE-marked product differs depending on the equipment category. The distinction between third-party certification and manufacturer self-certification is fundamental — and misunderstanding it has led to products entering the market with invalid documentation.
The certification process follows this sequence:
- Explosion risk assessment. The manufacturer identifies all potential ignition hazards the equipment could create — electrical sparks, hot surfaces, mechanical friction, static discharge, optical radiation — and documents the protective measures incorporated into the design.
- Selection of conformity assessment route. Category 1 equipment and Category 2 electrical equipment require full third-party examination by a notified body — organisations such as UL, TÜV, Intertek, or Baseefa that are formally designated by EU member states and listed in the NANDO database. Category 3 equipment may be self-certified by the manufacturer through internal production control, using a technical dossier that includes drawings, hazard analysis, test results, and the user manual. Category 2 non-electrical (mechanical) equipment can also be self-certified, but the technical construction file must be lodged with a notified body for potential review.
- Type examination and testing. For products requiring notified body involvement, the equipment undergoes type examination against the relevant harmonised standards in the EN IEC 60079 series. Physical testing — explosion pressure tests for Ex d enclosures, energy limitation verification for Ex i circuits, thermal testing for temperature class confirmation — produces the evidence base for the certificate.
- Technical documentation. The manufacturer compiles a technical file containing design drawings, materials specifications, hazard analysis, test reports, instructions for safe use, and a Declaration of Conformity.
- CE marking and Ex marking. Upon successful assessment, the product bears the CE mark (confirming compliance with all applicable EU directives), the ATEX ⬡Ex logo, and the full ATEX classification string. The notified body’s four-digit number appears adjacent to the CE mark.
- Ongoing surveillance. ATEX certification is not a one-time event. Notified bodies conduct periodic product audits. When referenced standards are revised — as several IEC 60079-series standards have been in recent years — manufacturers may need to reassess and recertify products against the updated requirements.
The EU-OSHA guidelines for Directive 2014/34/EU provide detailed interpretive guidance for manufacturers navigating this process. In January 2026, the EU Commission published the 6th Edition of the ATEX Guidelines, addressing areas that have regularly generated uncertainty — particularly borderline product classification, supply chain obligations, and the treatment of digital products and software within Ex-certified equipment.

Employer Compliance Obligations Under the Workplace Directive
The workplace directive — Directive 1999/92/EC — shifts the compliance lens from the manufacturer to the employer. Where the equipment directive asks “Is this product safe to use in an explosive atmosphere?”, the workplace directive asks “Have you made your workplace safe from explosive atmospheres?”
In every facility I’ve worked in where ATEX compliance was treated as an equipment procurement exercise only, the Explosion Protection Document was either missing, outdated, or inadequate. Equipment compliance is necessary. Workplace compliance is the system that makes it meaningful.
Employers must satisfy the following obligations:
- Risk assessment. Identify every source of explosive atmosphere — every substance that can form a flammable gas, vapour, mist, or combustible dust cloud — and every potential ignition source, including hot surfaces, electrical equipment, static discharge, mechanical sparks, and lightning. The assessment must account for normal operation, start-up, shutdown, cleaning, and foreseeable malfunction.
- Hazardous area classification. Based on the risk assessment, classify all areas into the appropriate zones using the methodology in EN IEC 60079-10-1 (gas) and EN IEC 60079-10-2 (dust). Zone boundaries must be documented on site layout drawings.
- Equipment selection and installation. All equipment installed within zoned areas must be certified for the corresponding category, gas/dust group, and temperature class. Installation must comply with EN IEC 60079-14 for electrical installations in hazardous areas.
- Explosion Protection Document. Prepare and maintain the EPD — the compliance cornerstone detailed in the next section.
- Worker protection measures. Provide appropriate anti-static clothing and personal protective equipment for all personnel entering zoned areas. Mark all entry points to zoned areas with the standardised “EX” warning sign.
- Verification before operation. Before any workplace with zoned areas is brought into operation — or after significant modification — the overall explosion safety must be verified by a competent person with expertise in explosion protection.
- Training. All personnel working in or entering zoned areas must receive training covering explosion hazards specific to their workplace, safe work procedures, permit-to-work requirements, emergency response, and the significance of zone markings and equipment restrictions.
- Coordination. Where multiple employers share the same site — contractors, sub-contractors, and host employer — coordination arrangements must ensure that one employer’s activities do not create explosion risks for another’s workers.
The Explosion Protection Document: What It Must Contain
The EPD is the single document that proves an employer has met their obligations. Over 80% of plants assessed by specialist auditors do not meet the minimum requirements of the ATEX directive as demonstrated in their Explosion Protection Documents. That statistic alone tells you where the compliance gap actually lives — not in equipment procurement, but in documentation.
The EPD must contain:
A description of the workplace, the processes conducted, and the dangerous substances present — including their physical properties relevant to explosion risk: flash point, lower explosive limit, auto-ignition temperature, minimum ignition energy, and for dusts, the Kst value and minimum ignition temperature of dust clouds and layers.
The findings of the explosion risk assessment — which areas can develop explosive atmospheres, under what conditions, and what ignition sources exist.
Zone classification maps — floor plans and elevation drawings clearly showing every zoned area, zone boundaries, and zone types. These are not schematic sketches; they must reflect the actual physical layout with sufficient detail for any competent person to identify zoned locations on the ground.
Technical and organisational protective measures — what engineering controls, equipment selections, ventilation systems, gas detection systems, earthing and bonding provisions, and administrative controls are in place.
Coordination arrangements for multi-employer sites — who is responsible for what, and how are permit-to-work and hot-work procedures managed across organisational boundaries.
Maintenance plans for all explosion protection equipment — inspection schedules, competency requirements for inspectors, and corrective action procedures.
The EPD must be signed by management, formally accepting responsibility for explosion safety. It must be updated whenever facilities, processes, equipment, or substances change. A static EPD in a dynamic plant is a compliance fiction.
Audit Point: When reviewing an EPD, check whether the zone maps match the current plant layout. Process modifications — new equipment, relocated transfer points, additional ventilation — frequently outpace document updates. The EPD should carry a revision log with dates and change descriptions.
Inspection and Maintenance of Ex Equipment: EN IEC 60079-17
Equipment certified for explosive atmospheres requires a structured inspection regime throughout its operational life. EN IEC 60079-17 defines the requirements — and a common misconception that Zone 2 areas require no inspections has led to deteriorating equipment going undetected until failure.
Inspection Types
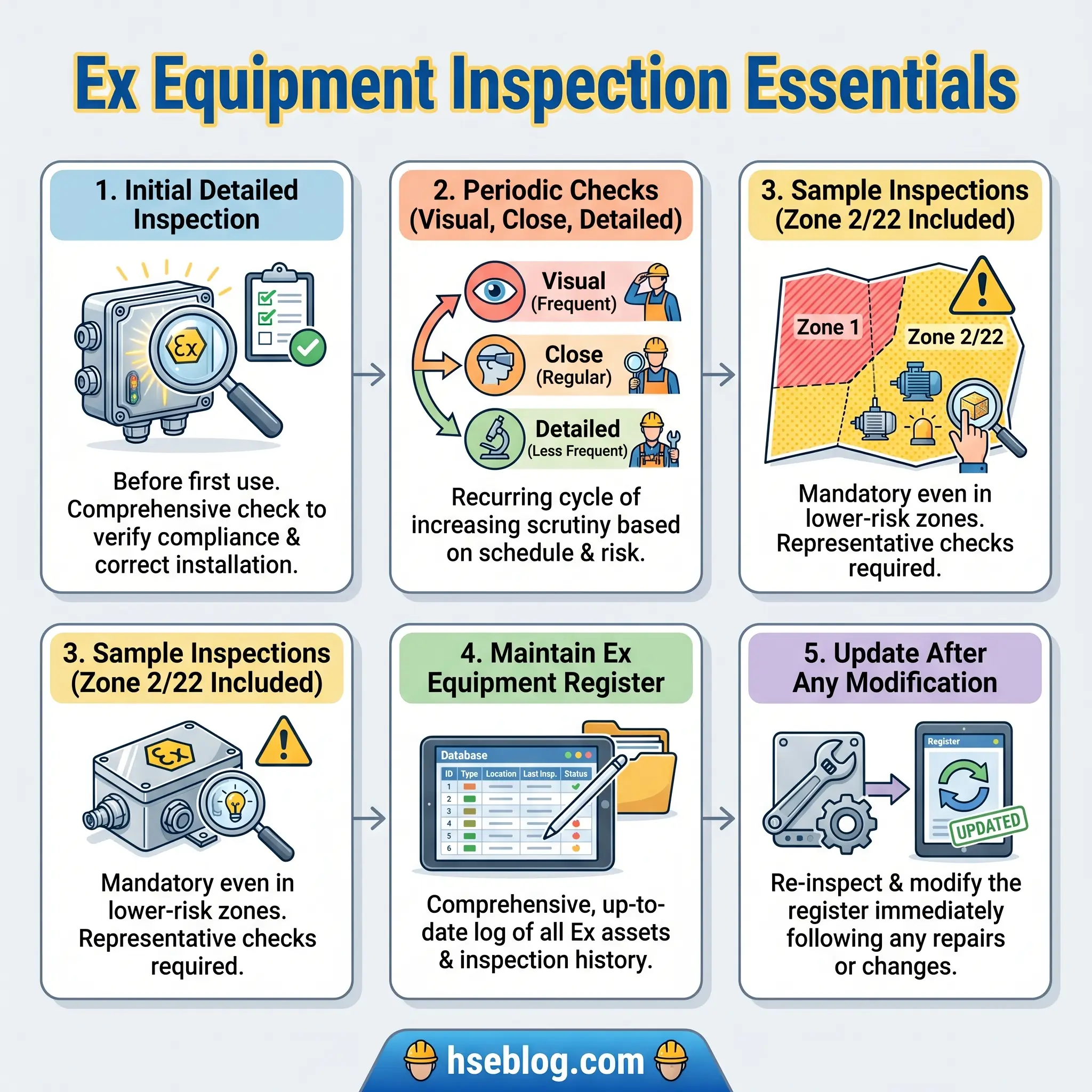
Initial (detailed) inspection must be performed before any workplace with zoned areas is brought into operation. This confirms that the installed equipment matches the area classification, that installation complies with EN IEC 60079-14, and that all equipment is undamaged, correctly configured, and properly labelled.
Periodic inspections occur at intervals determined by risk assessment and are categorised by thoroughness:
- Visual inspection — conducted without tools, without opening enclosures, identifies obvious defects visible from the outside
- Close inspection — includes visual checks plus use of access equipment where needed, checking that bolts are tight, labels are legible, and cable entries are correctly sealed
- Detailed inspection — includes close inspection plus opening enclosures, detailed examination of internal components, and measurement where required
Sample inspections apply even in Zone 2 and Zone 22 areas. The standard requires that a representative sample of equipment in these lower-risk zones is inspected periodically to confirm continued integrity. The misconception that “Zone 2 means no inspections” is a compliance failure.
The Ex Equipment Register
Every item of Ex-certified equipment should be recorded in an Ex equipment register — a living document listing each device, its ATEX marking, location, zone, installation date, and full inspection history. During a plant-wide inspection programme at a speciality chemical site, I found three junction boxes in a Zone 1 area that were not on the register. They had been installed during a weekend maintenance shutdown and never recorded. Without the register entry, they were invisible to the periodic inspection programme — equipment in the most critical zones, completely outside the compliance system.
All inspections must be performed by competent persons with demonstrated expertise in explosion protection. Any modification to installed equipment — or any change to the process that affects zone classification — triggers a reassessment of the affected zones and an update to both the area classification study and the EPD.
ATEX vs. IECEx: Regional and International Certification Pathways
For companies operating across multiple jurisdictions, understanding where ATEX ends and other certification systems begin is essential. ATEX is mandatory within the EU. Outside EU borders, its legal force diminishes — but its technical influence extends worldwide.
The IECEx system is the international voluntary certification scheme administered by the International Electrotechnical Commission. Its technical requirements are substantially identical to ATEX, since both reference the IEC 60079 standards series. The critical difference is jurisdictional: ATEX is a regulatory requirement backed by EU law, while IECEx is a mutual recognition scheme that eliminates duplicated testing across participating countries. A product certified under IECEx can be accepted in Australia, Brazil, South Korea, Singapore, and dozens of other participating nations without repeating the full testing programme in each country.
For manufacturers targeting global markets, the most efficient pathway is often IECEx certification first, followed by ATEX via fast-track procedures that leverage the IECEx test data. The intrinsically safe equipment market — a major segment of the Ex equipment industry — is forecast to exceed $5.5 billion by 2030, growing at approximately 7.45% CAGR. Global certification efficiency is a competitive necessity at that scale.
North America uses a fundamentally different classification system. Rather than zones, the National Electrical Code (NEC) and Canadian Electrical Code (CEC) use the Class/Division/Group framework. Division 1 corresponds roughly to ATEX Zones 0 and 1 combined; Division 2 aligns with Zone 2. While some North American jurisdictions have adopted the zone system as an alternative, the Class/Division system remains dominant. ATEX certification alone does not provide legal compliance in North America — dual or triple certification (ATEX, IECEx, and UL/CSA) is standard for equipment destined for global deployment.
Post-Brexit United Kingdom adopted the UKEX/UKCA marking framework. The technical content mirrors ATEX, but the legal conformity assessment route is separate, requiring assessment by UK-approved bodies rather than EU notified bodies. Transitional arrangements have eased the shift, but manufacturers must now manage parallel certification pathways for EU and UK markets.
Industries Where ATEX Compliance Is Essential
ATEX compliance is not confined to oil refineries and chemical plants. The directive’s scope reaches any workplace where an explosive atmosphere can form — and the range of industries affected is broader than many safety professionals initially realise.
Oil and gas operations create gas and vapour zones at wellheads, processing facilities, refineries, LNG terminals, and pipeline pumping stations. Zone 0, 1, and 2 classifications are standard across upstream, midstream, and downstream operations. The operational context I know best — speciality chemical manufacturing — shares many of the same hazards through solvent handling and reactor operations.
Pharmaceutical manufacturing involves extensive solvent use (ethanol, isopropanol, acetone, dichloromethane) and fine powder handling. The combination of flammable vapours during granulation, coating, and extraction processes with combustible dust from milling and blending creates facilities where both gas zones and dust zones coexist — sometimes in the same room.
Food and beverage processing generates combustible dusts that many people outside the industry do not associate with explosion risk. Flour, sugar, starch, milk powder, custard powder, and cocoa are all explosible. Combustible dust incident data tracked by Dust Safety Science consistently shows food manufacturing among the industries with the highest frequency of dust fires and explosions.
Grain handling and agriculture faces persistent grain dust explosion risk in elevators, mills, and silos. The seven U.S. grain dust explosions recorded in 2025, causing four fatalities, underscore that this is not a historical hazard — it is a current, recurring one.
Wood processing facilities produce fine sawdust and wood dust throughout cutting, sanding, and routing operations. Dust collection systems that are poorly maintained or inadequately designed become explosion propagation pathways rather than protective measures.
Mining — the original driver for explosion-safe equipment — requires Group I certified equipment for underground operations where methane (firedamp) and coal dust create explosive atmospheres. Mining remains the only application that requires Group I classification.
Emerging: green hydrogen is creating entirely new ATEX compliance challenges. Hydrogen’s flammability range of 4–75% by volume — compared to methane’s 5–15% — and its extremely low minimum ignition energy of 0.017 mJ demand Zone 0 and Zone 1 classifications across production, storage, compression, and distribution infrastructure. As the hydrogen economy scales, the demand for IIC-rated, T1-class equipment certified for Zone 0 is accelerating. This convergence with Industry 4.0 requirements — where IoT-enabled sensors and connected devices must operate within Ex-certified enclosures — and new cybersecurity obligations under the EU Cyber Resilience Act is adding unprecedented complexity to ATEX compliance. The amending Directive (EU) 2024/2749, which must be transposed by 29 May 2026, introduces crisis-preparedness provisions to the ATEX framework, signalling the EU’s recognition that the regulatory landscape is entering a new phase.
Common ATEX Compliance Mistakes and How to Avoid Them
Compliance failures in ATEX-regulated environments rarely stem from ignorance of the directive’s existence. They stem from misapplication, assumption, and the slow drift of documentation away from operational reality. Here are the errors I encounter most frequently — each one a finding that has appeared in real audit reports.
“ATEX only covers electrical equipment.” This assumption persists despite the directive’s explicit inclusion of mechanical equipment. Gearboxes, conveyors, fans, manual valves with friction-generating components — any device that can create an ignition source through mechanical means falls within scope. I asked a maintenance supervisor whether his bearing housings in a Zone 2 dust area were ATEX-rated. He looked at me as though the question made no sense. They were not rated. They should have been.
Installing Zone 2-rated equipment in Zone 1 areas. Ex n (non-sparking) equipment is certified exclusively for Zone 2. Installing it in a Zone 1 environment is an instant non-conformity with potentially fatal consequences. This error occurs most frequently during plant expansions where zone boundaries shift but equipment specifications do not get updated.
Failing to update the EPD after process modifications. A new solvent, an additional transfer point, a relocated pump, an upgraded ventilation system — each one can change zone classifications. The EPD must reflect the plant as it is today, not as it was when the last revision was signed.
Painting or modifying flameproof (Ex d) enclosure flame paths. The flame path gap on an Ex d enclosure is machined to micrometre tolerances. Applying paint, sealant, or any coating to the flame path — or using tools that damage the mating surfaces — voids the certification. The enclosure may look the same externally. Its explosion protection capability is gone.
Neglecting dust layer accumulation. A dust layer as thin as 5 mm on a hot surface can ignite and trigger a secondary explosion far more destructive than the initial event. Housekeeping standards in dust-zoned areas are not optional cleanliness preferences — they are explosion prevention measures. Zone classifications assume a defined maximum dust layer thickness; exceeding it changes the risk profile.
Using voluntary certificates as proof of ATEX compliance. Certificates issued by testing organisations that are not EU-designated notified bodies — regardless of how credible the organisation appears — are not valid proof of conformity under Directive 2014/34/EU. Only certificates from notified bodies listed in the NANDO database satisfy the directive’s requirements.
Overlooking anti-static clothing. Workers entering zoned areas must wear clothing that does not generate static charges capable of igniting the surrounding atmosphere. Standard polyester workwear in a Zone 1 environment is a static discharge event waiting for the right conditions.
Self-certifying Category 1 or Category 2 electrical equipment. The directive requires notified body involvement for these categories. A manufacturer’s internal technical dossier alone — however thorough — does not constitute valid certification for Category 1 or Category 2 electrical equipment.
The Fix That Works: Create an annual ATEX compliance audit checklist that covers not just equipment condition, but zone map currency, EPD revision status, dust layer measurements, clothing compliance, and certificate validity. The equipment is usually fine. The system around it is where failures accumulate.
Frequently Asked Questions

Conclusion
The ATEX framework is entering a period of faster evolution than at any point since the workplace directive became mandatory in 2003. The 6th Edition ATEX Guidelines published in January 2026 address longstanding interpretation gaps around borderline product classification, digital components, and supply chain responsibilities — signalling that the regulatory environment is maturing to meet the complexity of modern industrial operations. Simultaneously, the amending Directive (EU) 2024/2749, due for transposition by May 2026, introduces crisis-preparedness provisions that will require manufacturers and employers alike to reassess their compliance readiness.
The green hydrogen transition is the most significant technical challenge on the horizon. Equipment designers face the dual pressure of meeting IIC gas group and Zone 0 requirements for hydrogen’s extreme flammability characteristics while integrating IoT connectivity demanded by Industry 4.0 — all within enclosures that must now also satisfy emerging cybersecurity obligations. The intrinsically safe equipment market’s projected growth to over $5.5 billion by 2030 reflects the scale of this transformation.
For the HSE professional reviewing a zone map, the procurement engineer decoding an Ex label, or the plant manager signing an Explosion Protection Document, the underlying obligation has not changed: match the protection to the risk, document the decisions, inspect the installation, and revise when conditions change. The ATEX Directive system provides the framework. Whether it protects anyone depends entirely on whether the people applying it understand every link in the chain — from zone classification through equipment selection to the competent person verifying the final installation.