

The 4,000-liter glass-lined reactor on Line 3 doesn’t look dangerous. Stainless jacket, temperature controller, a relief valve piped to the scrubber system. But inside that vessel, an exothermic reaction running 12 °C above its designed operating window can generate enough pressure to rupture the relief header and send a toxic vapor plume across the tank farm in under ninety seconds. Process safety management exists because equipment that looks routine can kill at industrial scale when the controls around it fail.
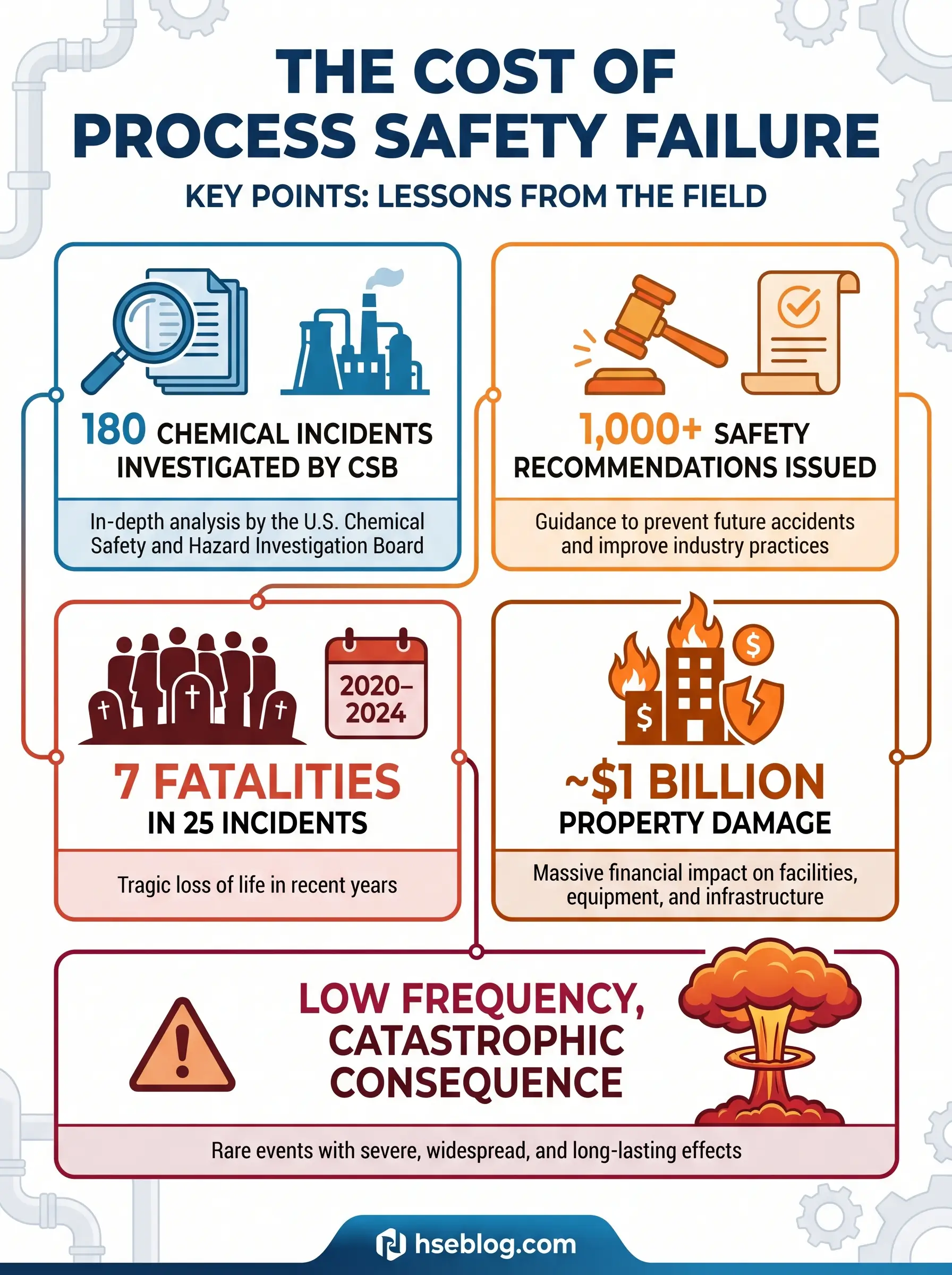
That distinction — between everyday workplace hazards and low-frequency, catastrophic process events — is exactly what this article covers. The U.S. Chemical Safety Board (CSB) has deployed to nearly 180 chemical incidents over its 25-year history and issued more than 1,000 safety recommendations. Its Volume 2 incident reports alone documented 25 serious chemical incidents between May 2020 and August 2024, producing 7 fatalities, 23 serious injuries, and roughly $1 billion in property damage. These numbers belong to facilities that had safety programs on paper. What separates a facility that prevents a catastrophic release from one that generates a CSB investigation is whether its process safety management system actually functions as a system — not as fourteen binders on a shelf.
What Is Process Safety Management?
Process safety management is a structured management system that prevents or minimizes the consequences of catastrophic releases of toxic, reactive, flammable, or explosive chemicals. OSHA codified it under 29 CFR 1910.119, and the standard applies specifically to processes involving highly hazardous chemicals (HHCs) above defined threshold quantities.
The critical word is catastrophic. Process safety management does not replace your hard hat policy or your confined space permit system. Those controls address personal safety hazards — the kind of injuries tracked on OSHA 300 logs. PSM targets a fundamentally different category: events where a single failure can kill multiple people, destroy capital equipment, force community evacuations, or shut down operations for months. A plant can have an excellent lost-time injury rate and still be one failed interlock away from a major accident.
I spent three years at a specialty chemicals facility where production leadership pointed to zero recordable injuries as evidence that safety was “handled.” The process hazard analysis team saw it differently. We had an aging reactor relief system with corroded downstream piping, two management of change requests that had been approved without updating operating procedures, and a training program that hadn’t been refreshed in four years. Zero personal injuries. Multiple catastrophic release scenarios sitting uncontrolled.
Process safety and occupational safety are complementary disciplines. They share a workforce and a management structure. But good slip-trip-fall performance does not prove good process safety performance — and treating them as interchangeable is one of the fastest ways to build false confidence.
Why Process Safety Management Matters in High-Hazard Industries
A minor hand laceration sends one worker to the clinic. A runaway reaction, overpressure event, or uncontrolled toxic release can kill an entire shift crew, flatten surrounding infrastructure, and expose communities miles downwind.
That asymmetry defines why process safety management exists as a separate discipline. The hazards PSM controls are low-probability but high-consequence. Facilities can operate for years — decades — without a major process incident, which creates the dangerous illusion that controls are unnecessary or that current practices are adequate. CSB’s reporting tells a different story: since its accidental release reporting rule took effect, the Board has received reports of nearly 500 serious chemical incidents across 43 states. These aren’t theoretical risks.
The business case is equally severe. A single catastrophic event can trigger regulatory shutdown orders, criminal prosecution of responsible individuals, multi-million-dollar remediation costs, permanent reputational damage, and loss of operating license. Facilities that treat PSM as a cost center rather than an operational control tend to discover its value only after an incident investigation team arrives.
Who Must Comply with OSHA’s PSM Standard?
This is one of the most common compliance questions — and one of the most poorly answered across the industry. 29 CFR 1910.119(a) defines the applicability scope with specific thresholds.
PSM applies to your facility if you meet either of these conditions:
- Listed Appendix A chemicals: Your process involves any chemical listed in OSHA’s Appendix A at or above its specified threshold quantity.
- Category 1 flammable gases or flammable liquids: Your process involves a Category 1 flammable gas or a flammable liquid with a flashpoint below 100 °F, held in one location in a quantity of 10,000 pounds or more — subject to the exclusions below.
Three categories of operations are excluded:
- Retail facilities handling HHCs
- Oil and gas well drilling or servicing operations
- Normally unoccupied remote facilities
A maintenance supervisor I worked with once assumed his ammonia refrigeration system fell outside PSM because “it’s just refrigeration, not chemical processing.” That system held 14,000 pounds of anhydrous ammonia. It was covered. The assumption cost six months of back-scheduled compliance work.
What Are the 14 Elements of Process Safety Management?
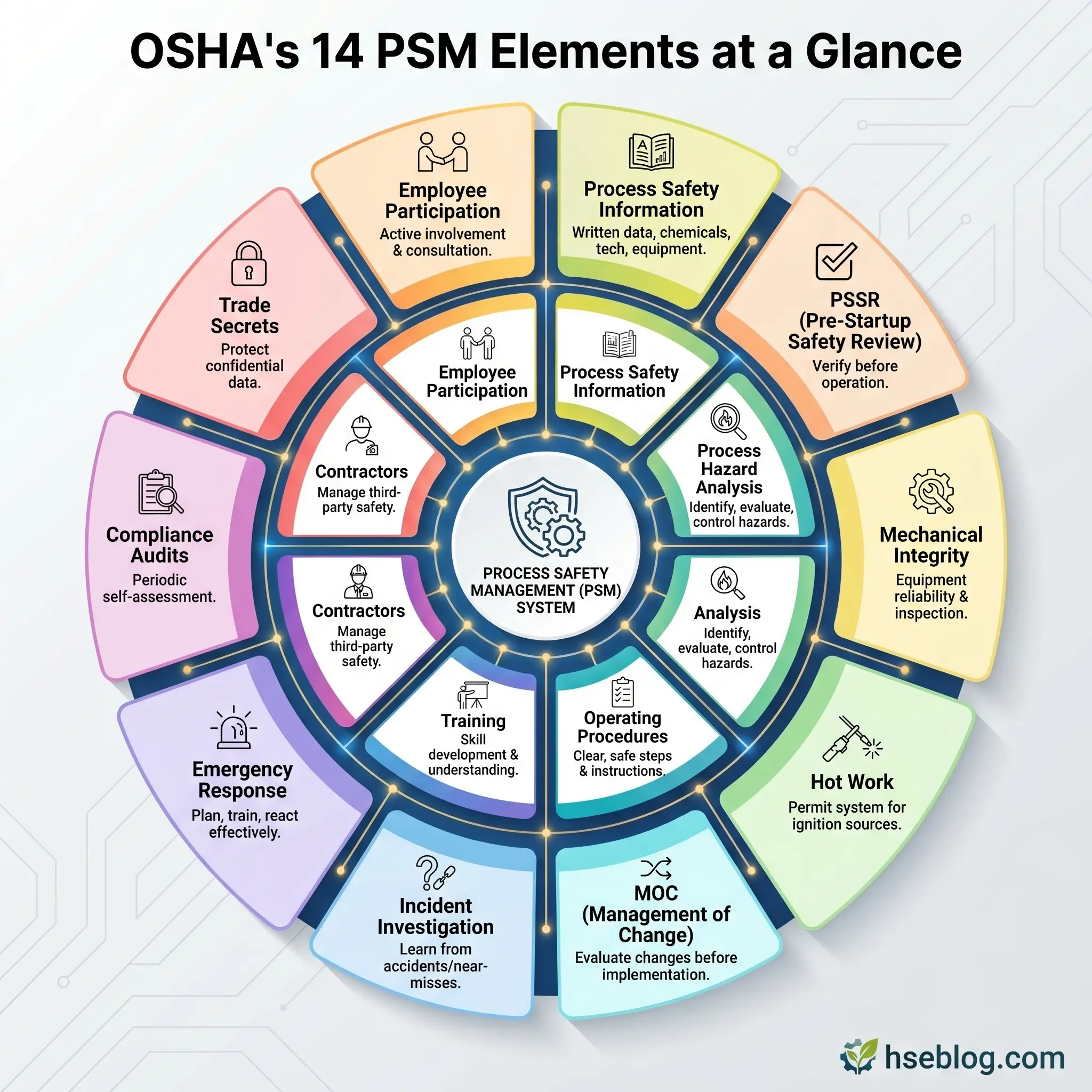
OSHA’s PSM standard organizes the management system into 14 required elements. These aren’t optional best practices or aspirational goals — each one carries specific regulatory requirements under 29 CFR 1910.119. The elements, in OSHA’s official order, are:
- Employee Participation
- Process Safety Information (PSI)
- Process Hazard Analysis (PHA)
- Operating Procedures
- Training
- Contractors
- Pre-Startup Safety Review (PSSR)
- Mechanical Integrity (MI)
- Hot Work Permit
- Management of Change (MOC)
- Incident Investigation
- Emergency Planning and Response
- Compliance Audits
- Trade Secrets
Each element is explained below with its regulatory basis, practical requirements, and field context.
1) Employee Participation
29 CFR 1910.119(c) requires more than informing employees about hazards after decisions have already been made. The standard demands active consultation — a written plan for employee participation in the development and conduct of process hazard analyses and in the development of the other PSM elements.
That written plan must exist as a document, not as an informal understanding. Employees and their representatives must have access to PHAs and all other information developed under the PSM standard.
On a practical level, this means operators who run the process daily should sit on PHA teams, review draft operating procedures, and contribute to management of change reviews. Their knowledge of how equipment actually behaves — versus how engineering drawings say it should — is irreplaceable.
2) Process Safety Information (PSI)
Every other PSM element depends on accurate, complete, and current process safety information. Under 29 CFR 1910.119(d), PSI must be compiled in writing before the process hazard analysis begins.
PSI covers three categories:
- Chemical hazard information: Toxicity, permissible exposure limits, physical data, reactivity data, corrosivity, thermal and chemical stability, and hazardous effects of inadvertent mixing.
- Process technology information: Block flow or simplified process flow diagrams, process chemistry, maximum intended inventory, safe upper and lower operating limits, and consequences of deviations.
- Equipment information: Materials of construction, piping and instrument diagrams (P&IDs), electrical classification, relief system design and design basis, ventilation system design, design codes and standards employed, material and energy balances, and safety systems.
Where original design documentation is unavailable for existing equipment, the employer must document that the equipment is designed, maintained, inspected, tested, and operated in a safe manner using recognized and generally accepted good engineering practices (RAGAGEP).
Audit Point: During compliance audits, one of the first things reviewers check is whether PSI actually matches the current installed configuration. Outdated P&IDs are one of the most common audit findings — and one of the most dangerous, because every control decision downstream relies on information that may no longer be accurate.
3) Process Hazard Analysis (PHA)
The process hazard analysis is the analytical engine of the PSM system. Under 29 CFR 1910.119(e), the PHA must identify, evaluate, and recommend controls for hazards involved in the process. It is a team exercise — not a desk study completed by a single engineer.
OSHA accepts several methodologies, and the choice depends on process complexity:
| Methodology | Best Application |
|---|---|
| What-If | Simpler processes, brainstorming-style review |
| Checklist | Well-established processes with strong historical data |
| What-If/Checklist | Combined approach for moderate complexity |
| HAZOP (Hazard and Operability) | Complex continuous processes with multiple deviations |
| FMEA (Failure Modes and Effects) | Equipment-focused reliability analysis |
| Fault Tree Analysis | Quantitative analysis of specific failure scenarios |
The PHA must address hazards of the process, previous incidents with catastrophic potential, engineering and administrative controls, consequences of control failures, facility siting, human factors, and qualitative evaluation of possible safety and health effects on employees.
A colleague once described PHA revalidation as “the element that tells you whether you’ve been lying to yourself for five years.” That revalidation — required at least every five years — forces the team to compare current process conditions against the assumptions made in the last study. Equipment ages. Feedstock composition changes. Operating personnel turn over. A PHA that isn’t revalidated becomes a historical document, not a safety tool.
4) Operating Procedures
29 CFR 1910.119(f) requires clear, current, written instructions for safely conducting activities in each covered process. These procedures must address:
- Steps for each operating phase: Initial startup, normal operations, temporary operations, emergency shutdown, emergency operations, normal shutdown, and startup following a turnaround or emergency shutdown.
- Operating limits: Consequences of deviation and steps to correct or avoid deviation.
- Safety and health considerations: Properties and hazards of chemicals, precautions to prevent exposure, quality controls, and chemical inventory limits.
Procedures must be reviewed as often as necessary to ensure they reflect current operating practice. When management of change alters a process, affected procedures must be updated before startup — not after.
“Show me the procedure” is a phrase I use during field audits whenever an operator describes a task. If the written procedure doesn’t match what I just watched them do, one of two things is true: the procedure is outdated, or the operator is freelancing. Both are PSM failures.
5) Training
Under 29 CFR 1910.119(g), each employee presently involved in operating a covered process must receive initial training in an overview of the process and its operating procedures. The emphasis is on safe operations specific to the employee’s job tasks.
Refresher training is required at least every three years — or more frequently if the employer determines it necessary. Training records must include the identity of the employee, the date of training, and the means used to verify that the employee understood the training.
That last requirement — verification of understanding — is where many programs fall short. A signature on a training attendance sheet proves presence. It does not prove comprehension. Effective programs use practical demonstrations, scenario-based assessments, or verbal walk-throughs to confirm that operators can actually apply what they were taught.
Field Test: Pick any operator on a covered process and ask them to walk you through the emergency shutdown procedure from memory. If they can’t do it without referencing the manual, your training program has a verification problem.
6) Contractors
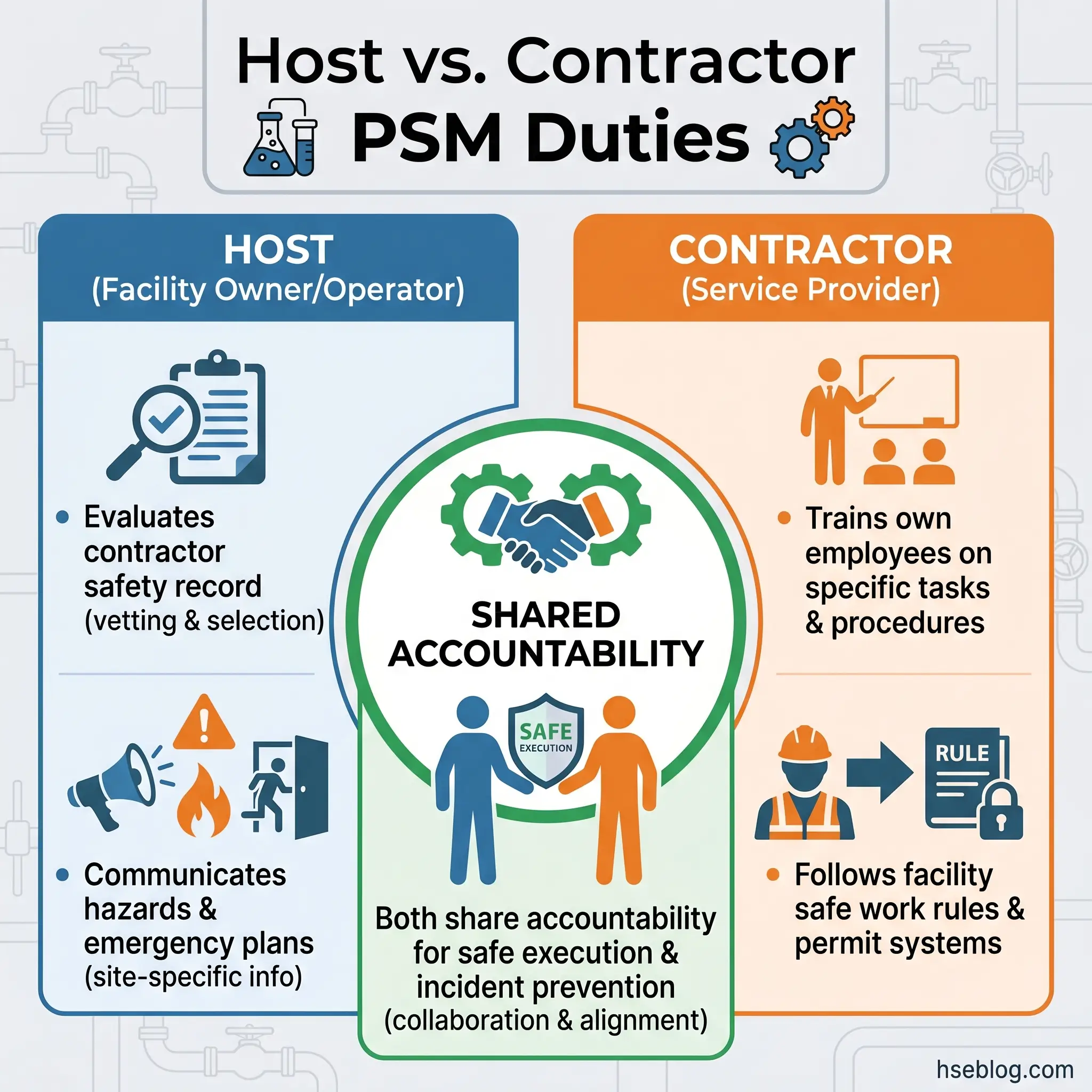
29 CFR 1910.119(h) addresses contractor activities in and around covered processes — maintenance, repair, turnaround, major renovation, and specialty work. The standard assigns responsibilities to both the host employer and the contract employer.
Host employer responsibilities:
- Obtain and evaluate the contract employer’s safety performance and programs
- Inform contract employers of known potential fire, explosion, or toxic release hazards
- Explain the applicable provisions of the emergency action plan
- Develop and implement safe work practices to control the entry, presence, and exit of contractors
- Periodically evaluate contractor safety performance
Contract employer responsibilities:
- Train contractor employees in the work practices necessary for safe task performance
- Ensure contractor employees follow the facility’s safe work rules
- Ensure contractor employees are informed of known hazards
During turnarounds, I’ve seen contractor crews arrive with their own safety cultures, procedures, and assumptions — some excellent, some dangerously incompetent. The host facility cannot outsource its PSM obligations along with the work scope. If a contractor’s cutting torch ignites a vapor cloud in your process area, your PSM program failed — regardless of whose employee held the torch.
7) Pre-Startup Safety Review (PSSR)
The pre-startup safety review under 29 CFR 1910.119(i) is the gate that must be cleared before introducing highly hazardous chemicals into a new facility or a significantly modified existing process.
A PSSR confirms four things before startup:
- Construction and equipment are in accordance with design specifications
- Safety, operating, maintenance, and emergency procedures are in place and adequate
- A PHA has been performed for new facilities, and recommendations have been resolved or implemented for modified facilities
- Training of each employee involved in operating the process has been completed
This is not a formality. Skipping or rubber-stamping a PSSR creates a scenario where an untested system, operated by partially trained personnel following unverified procedures, gets loaded with hazardous chemicals. That combination has produced some of the worst incidents in process industry history.
8) Mechanical Integrity
29 CFR 1910.119(j) requires that equipment used in covered processes be designed, constructed, installed, maintained, and operated in a manner that prevents failures leading to catastrophic releases.
The standard specifically calls out these equipment categories: pressure vessels and storage tanks, piping systems (including components), relief and vent systems and devices, emergency shutdown systems, controls (including monitoring devices and sensors, alarms, and interlocks), and pumps.
Mechanical integrity requires written procedures for maintaining the ongoing integrity of this equipment. Inspections and tests must follow recognized and generally accepted good engineering practices, with frequency determined by applicable codes, standards, and operating experience. Employees performing maintenance must receive appropriate training, and spare parts and equipment must be suitable for the process application.
At one facility, I reviewed inspection records for a critical relief valve that had been “tested” annually for eight years. The test records showed identical readings every single year — same set pressure, same leak test result, same inspector initials. When we pulled the valve for a witnessed test, it failed to lift within 10% of set pressure. Eight years of fabricated records. The mechanical integrity element only works when inspection and testing actually happen.
9) Hot Work Permit
29 CFR 1910.119(k) keeps this element focused: a permit is required for hot work operations conducted on or near a covered process.
The permit must document that the fire prevention and protection requirements in 29 CFR 1910.252(a) have been implemented, the date(s) authorized for hot work, and the object on which hot work is to be performed. The permit is kept on file until completion of the hot work.
Watch For: “Near a covered process” is broader than many facilities interpret it. A welding operation on a structural support 50 feet from a process vessel can still ignite a flammable atmosphere if vapor migration paths exist. Gas testing the work area and continuous monitoring during the operation are baseline controls — the permit documents that they happened.
10) Management of Change (MOC)
If there is one PSM element that separates facilities with functional safety systems from those running on institutional memory, it is management of change. Under 29 CFR 1910.119(l), written MOC procedures must be established and implemented for changes to chemicals, technology, equipment, procedures, and facilities that affect a covered process — except for “replacements in kind.”
Before any change is implemented, the MOC review must address:
- The technical basis for the proposed change
- Impact of the change on safety and health
- Modifications to operating procedures
- Necessary time period for the change
- Authorization requirements for the proposed change
Employees affected by the change must be informed and trained before startup. Process safety information and operating procedures must be updated accordingly.
The phrase “replacement in kind” causes more confusion than any other concept in PSM. Swapping a pump with an identical model, same materials, same capacity, same design pressure — that’s replacement in kind. Swapping it with a different model that’s “basically the same” may trigger MOC. Changing a gasket material to a “better” alternative definitely triggers MOC. When in doubt, run the MOC process. The review takes hours. The investigation after a failure takes months.
11) Incident Investigation
Under 29 CFR 1910.119(m), the employer must investigate each incident that resulted in, or could reasonably have resulted in, a catastrophic release of a highly hazardous chemical in the workplace. That second clause is essential — near misses are explicitly covered.
The investigation must be initiated no later than 48 hours following the incident. A team must be established, including at least one person knowledgeable in the process and others with appropriate knowledge and experience. The investigation report must document the date of the incident, the date the investigation began, a description of the incident, contributing factors, and recommendations.
Findings must be reviewed with all affected personnel whose job tasks are relevant to the incident findings. Reports must be retained for five years.
“We got lucky” is a phrase I’ve heard after near-miss events that should have triggered full PSM incident investigations. A relief valve lifting and reseating properly is a success story — but a relief valve lifting because an upstream control failed to prevent overpressure is an incident that could reasonably have resulted in a catastrophic release. The fact that the relief device worked doesn’t eliminate the investigation requirement.
12) Emergency Planning and Response
29 CFR 1910.119(n) requires the employer to establish and implement an emergency action plan for the entire plant in accordance with 29 CFR 1910.38. The employer must also include procedures for handling small releases.
Effective emergency planning addresses alarm systems, evacuation routes, assembly points, communication protocols, coordination with local emergency responders, and regular drills. The interface between facility-level response and community emergency planning — especially for toxic release scenarios — deserves particular attention. The EPA’s Risk Management Program under Clean Air Act §112(r) creates parallel requirements for accident prevention and emergency preparedness at covered chemical facilities, and as of February 2026, EPA has published a proposed rule to revise the RMP with a public comment period extending through May 2026.
13) Compliance Audits
29 CFR 1910.119(o) requires employers to certify that they have evaluated compliance with the PSM standard at least every three years. The audit must be conducted by at least one person knowledgeable in the process.
The audit must produce documented findings. The employer must promptly determine and document an appropriate response to each finding and document that deficiencies have been corrected. The two most recent compliance audit reports must be retained.
Audits are only as valuable as the corrective action process behind them. A facility that audits every three years but takes four years to close findings is technically compliant with the audit schedule and functionally non-compliant with the standard’s intent. Track findings to closure with the same discipline you’d apply to a PHA recommendation.
14) Trade Secrets
29 CFR 1910.119(p) addresses a tension that surfaces in every proprietary process environment: the need to protect trade secrets versus the obligation to provide information necessary for PSM compliance.
The standard resolves it clearly. Employers must make all information necessary to comply with PSM available to those who need it — employees, their representatives, and contractors performing work under the standard. Employers may require confidentiality agreements to protect trade secret information, but the existence of a trade secret claim does not remove the obligation to provide access.
This matters most during PHA studies and MOC reviews, where team members need complete chemical and process data to identify hazards accurately. Withholding reactivity data or process chemistry details because they’re “proprietary” undermines the entire analytical exercise.
How the 14 PSM Elements Work Together as One System
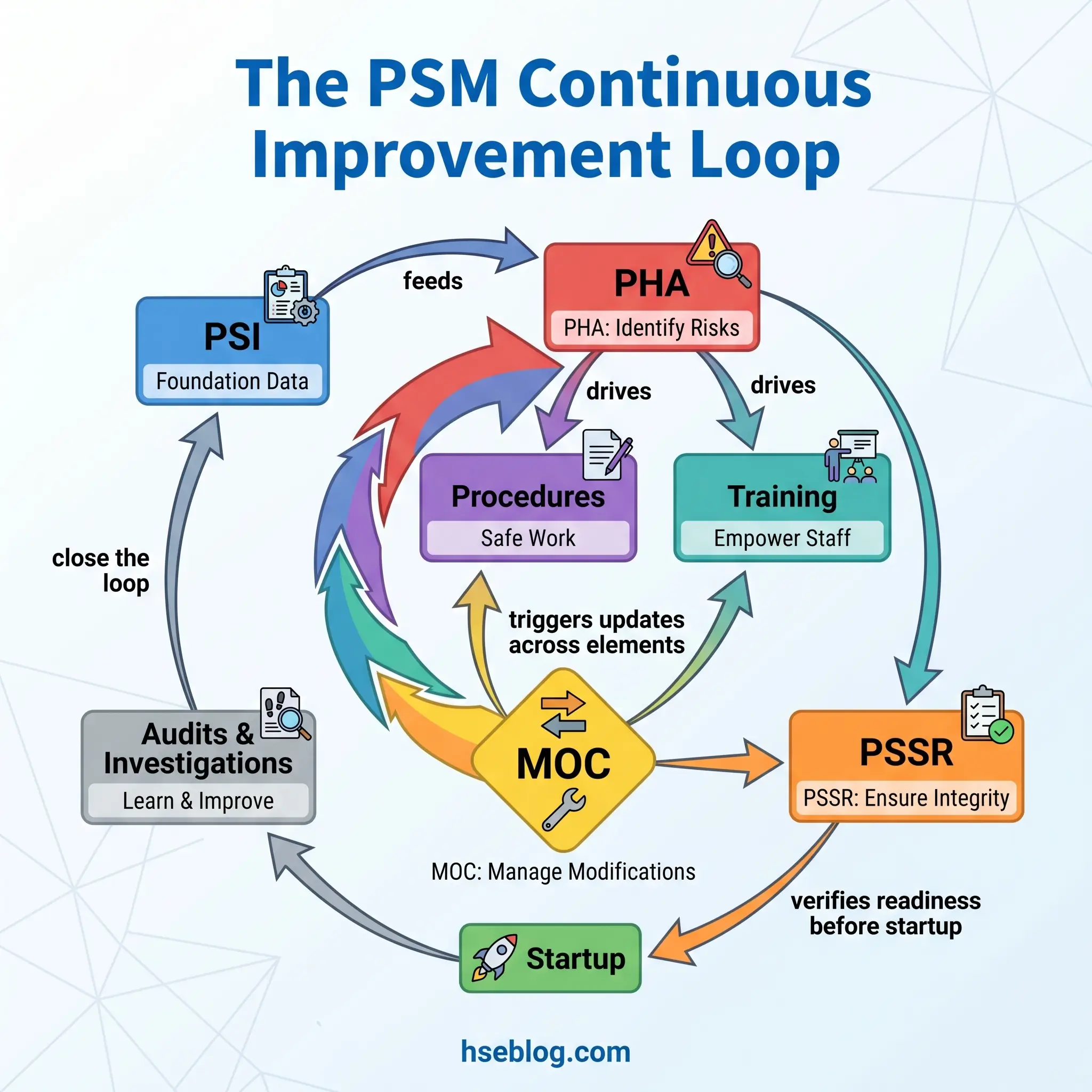
The most common failure mode in PSM programs isn’t the absence of any single element — it’s the absence of connections between them. Each element generates information that other elements depend on. When those links break, the system degrades even though individual elements may still look compliant on paper.
Process safety information is the foundation. The PHA team cannot identify hazards without accurate chemical data, process flow diagrams, and equipment specifications. PHA findings drive operating procedure requirements. Operating procedures define what training must cover. Training records feed into PSSR verification. When a management of change request alters any part of the process, it triggers updates to PSI, may require PHA revalidation, demands procedure revisions, and necessitates retraining — all before startup.
Incident investigation and compliance audits function as the system’s feedback mechanisms. Investigations reveal whether controls that looked adequate in the PHA actually performed during an event. Audits evaluate whether what’s documented matches what’s practiced. Both generate findings that re-enter the system through corrective actions.
A weak mechanical integrity program, for example, doesn’t just create equipment failure risk. It undermines the PHA (which assumed equipment would perform to specification), invalidates operating procedures (which assumed instrumentation would function), and creates training gaps (because operators weren’t informed about degraded equipment conditions). One broken link cascades.
This systems view is what separates effective PSM programs from binder-shelf compliance. The Canadian Centre for Occupational Health and Safety (CCOHS) frames process safety management across the full facility lifecycle — from design through decommissioning — which reinforces that PSM isn’t a one-time project. It’s an operating discipline.
Process Safety Management vs. Occupational Safety: What Is the Difference?
This question comes up in almost every PSM awareness session I’ve delivered, and the confusion is understandable. Both disciplines protect workers. Both involve hazard identification, risk controls, and regulatory compliance. But the hazard profiles they address are fundamentally different.
| Dimension | Process Safety | Occupational Safety |
|---|---|---|
| Hazard type | Catastrophic releases of HHCs | Personal injury and illness |
| Event frequency | Low frequency, high consequence | Higher frequency, lower consequence per event |
| Typical metrics | Process safety events, loss of containment, PHA closure rates | TRIR, DART, near-miss reports |
| Control focus | Engineering barriers, process controls, management systems | PPE, safe work practices, ergonomics |
| Regulatory driver | 29 CFR 1910.119, EPA RMP, COMAH | 29 CFR 1904, 1926, general duty clause |
| Failure signature | Explosion, toxic cloud, structural collapse | Fracture, laceration, exposure illness |
The HSE UK guidance for major hazard industries emphasizes that leadership teams must understand this distinction and maintain dedicated focus on process safety indicators — because an improving personal injury rate can mask deteriorating process safety performance. A facility reporting zero lost-time injuries while its safety instrumented systems have a 40% proof-test overdue rate has an excellent occupational safety record and a dangerous process safety gap.
Both programs must coexist in the same organization, managed by people who understand where one ends and the other begins.
Common Mistakes Companies Make When Implementing PSM
After a decade working inside PSM-covered facilities, certain failure patterns repeat across industries, geographies, and company sizes. These aren’t obscure edge cases — they are systemic weaknesses that show up in audit after audit.
- Treating PSM as a documentation project. The standard requires written plans, procedures, and records. But documentation is the evidence of implementation, not the implementation itself. A binder full of perfectly formatted procedures that nobody follows provides zero risk reduction.
- Allowing PHAs and PSI to go stale. Process hazard analyses lose value every day after completion as conditions change. Equipment modifications, personnel turnover, feedstock variations, and operating experience all generate new information that a five-year-old PHA doesn’t reflect. PSI — especially P&IDs — must be updated in real time, not batched for the next revalidation cycle.
- Failing to manage temporary changes. Temporary modifications — bypassed interlocks, temporary piping configurations, shifted operating limits — often escape the MOC process because they’re framed as “just for a few days.” Temporary changes have caused some of the most devastating process incidents on record.
- Confusing training attendance with training effectiveness. Sign-in sheets prove who was in the room. Verification of understanding — through demonstrations, scenario walk-throughs, or practical assessments — proves who learned. 29 CFR 1910.119(g) requires the latter.
- Closing audit findings slowly — or not at all. A three-year audit cycle with a four-year corrective action backlog means the facility is never actually in compliance. Audit findings require prompt response, documented corrective actions, and tracked closure.
The Fix That Works: Assign every audit finding and PHA recommendation an owner, a deadline, and a monthly review cadence. Treat overdue items with the same urgency as overdue equipment inspections — because functionally, they represent the same category of uncontrolled risk.
Frequently Asked Questions
Fourteen elements. One system. Process safety management works when every element feeds information to the elements that depend on it — and when management treats the system as an active operational control rather than a compliance archive. The single highest-impact change most facilities can make is shifting from element-by-element compliance to systems-level thinking: asking not just “is each element complete?” but “are the connections between elements functioning?”
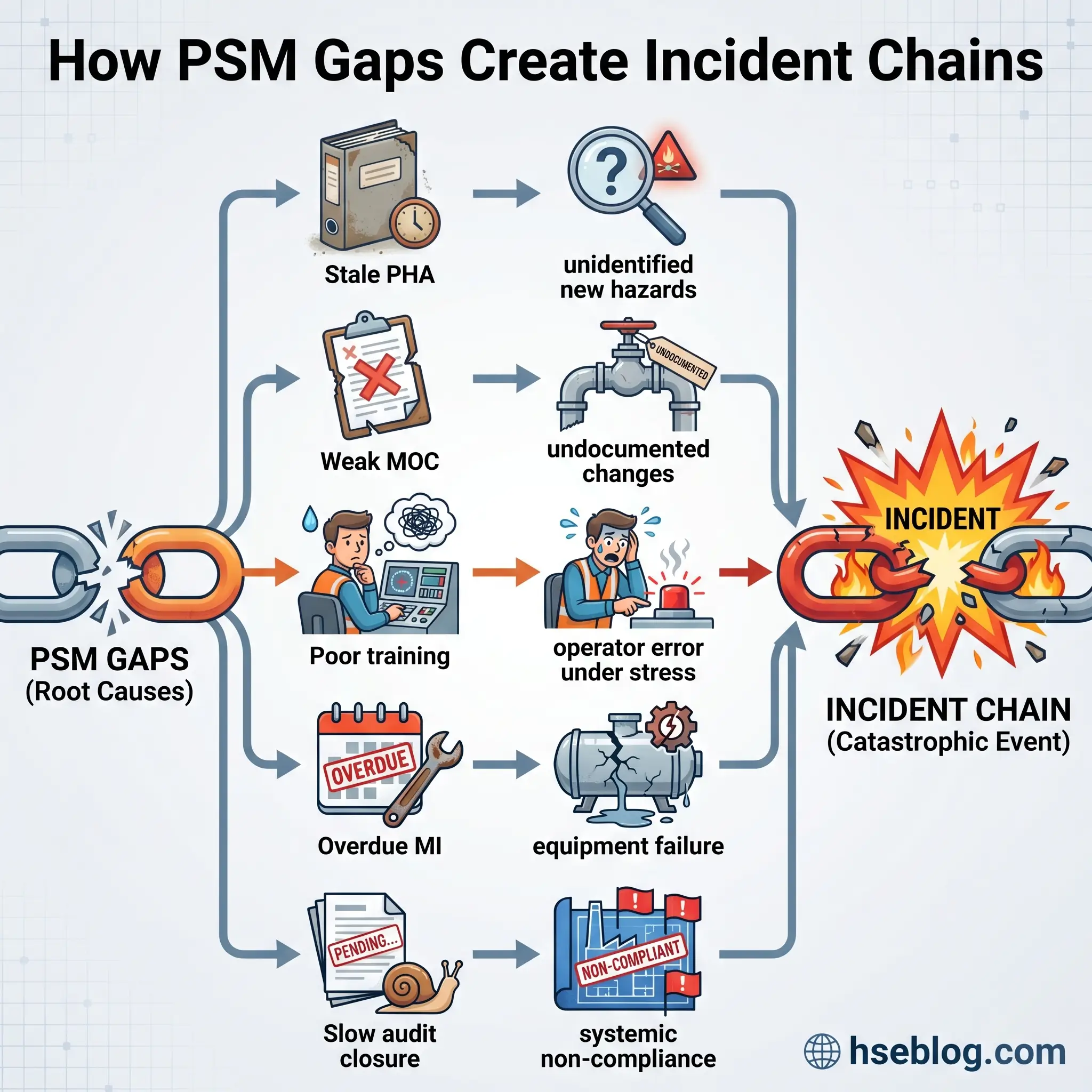
The chemical industry doesn’t lack standards, regulations, or technical knowledge. What still drives catastrophic incidents is the gap between documented intent and operational reality — stale hazard analyses, undocumented changes, unverified training, and corrective actions that sit open for years. Closing that gap is what process safety management, properly implemented, actually does.
Every facility covered by 29 CFR 1910.119 has a choice: build a PSM program that controls catastrophic risk, or maintain one that documents compliance while risk accumulates behind the paperwork. The 14 elements give you the structure. The discipline to connect and maintain them is yours.