

The shell boiler in our Building 4 clean utilities plantroom holds roughly 8,400 litres of saturated steam and water at 10.3 bar g when it’s running at full load. That vessel carries the stored energy of several kilograms of high explosive — not in the chemistry of what’s inside it, but in the pressure itself. The steam isn’t what the regulations are chasing. The pressure is. Walk past that boiler on a Monday morning with the burner modulating and you can feel the weight of the vessel through the steelwork of the plantroom floor; you can hear the blowdown valve discharge into the vent silencer with a crack that cuts through hearing protection. Nothing about that energy is theoretical. And nothing on that boiler — the pressure switches, the safety valves, the low-water trips, the gauge-glass isolators — is there by accident.
The Pressure Systems Safety Regulations 2000 exist because uncontrolled release of that stored energy has killed and maimed people in ways that are as predictable as they are preventable. This article walks every one of the 15 regulations in plain English, unpacks the 250 bar-litres threshold with worked calculations, explains what a Written Scheme of Examination must contain and who can certify it, clarifies the legal meaning of “competent person,” and shows how enforcement actually plays out when duty holders get it wrong. Whether you’re operating a single air receiver in a workshop or a full steam plant in a pharmaceutical facility, what follows is how you stay inside the law — and why the duty sits with you even when the inspection is contracted out.
What Are the Pressure Systems Safety Regulations (PSSR)?
The Pressure Systems Safety Regulations 2000 are the UK statutory instrument — SI 2000/128 — that controls the stored-energy hazard in workplace pressure systems. They came into force on 21 February 2000, consolidating and replacing earlier pressure-equipment law, and they sit under the Health and Safety at Work etc. Act 1974 as enabling legislation. Their purpose is narrow and precise: prevent serious injury from the hazard of stored energy in pressurised equipment. That purpose is what makes PSSR distinct from the rest of the health and safety regime around pressure plant.
PSSR does not regulate the chemical, toxic, or flammable properties of the contents — those sit under COSHH and DSEAR. It does not govern the design or placing on the market of new pressure equipment — that’s PE(S)R 2016. It doesn’t cover transportable gas cylinders — that’s CDG 2009. What PSSR owns is the in-service integrity of the pressure envelope: whether the vessel, pipework, and protective devices can be relied on not to rupture, leak catastrophically, or fail during normal operation. Enforcement sits with HSE inspectors at industrial and manufacturing sites, and with Local Authority environmental health officers at lower-risk premises such as hospitality venues operating coffee-machine boilers. The compliance yardstick is the Approved Code of Practice L122, Safety of pressure systems, which HSE recently republished in its revised third edition — material we’ll return to later.
Why Pressure Systems Need Dedicated Regulation: The Stored Energy Hazard
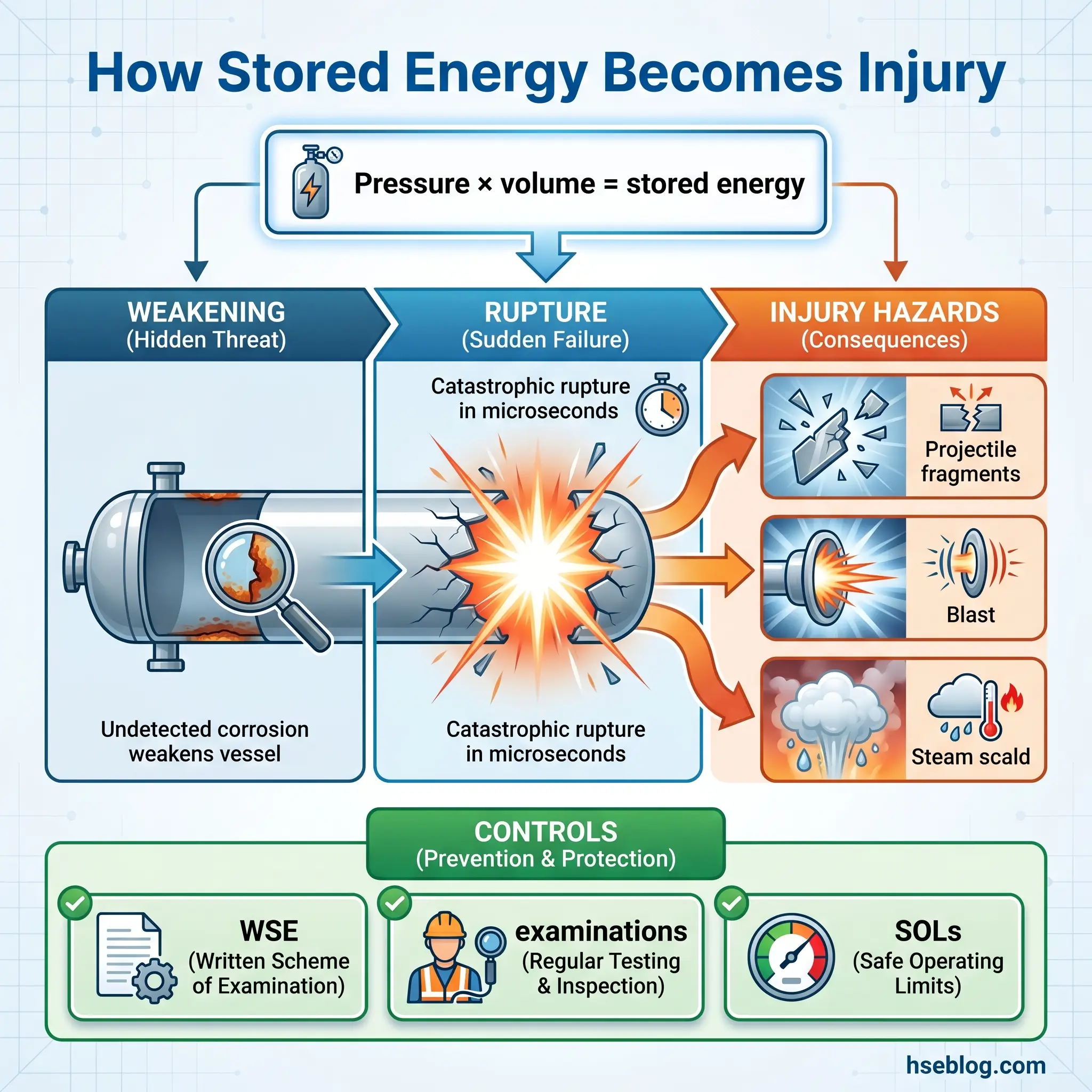
Stored energy in a pressure system is quantified as pressure multiplied by volume — in bar-litres. A 50-litre workshop air receiver running at 11 bar g holds 550 bar-litres of energy. A 500-litre pharmaceutical autoclave at 3 bar g holds 1,500 bar-litres. A shell boiler the size of ours in Building 4 holds tens of thousands. When the pressure envelope fails, that energy converts to kinetic energy in microseconds, and it doesn’t care what’s on the other side of the metal.
Two primary failure mechanisms do the damage. The first is catastrophic rupture: the vessel tears along a weld, a corroded pit, or a fatigue-propagated crack, and the resulting shock wave, flying fragments, and whipping pipework hit anyone in the radius. The second is steam scalding — an underappreciated hazard at any temperature above 100°C, because saturated steam carries enormous latent heat that transfers to skin on contact. Beyond those, pressure-system incidents produce blast overpressure injuries, projectile vessel end caps that travel hundreds of metres, and structural damage to surrounding plant that cascades into secondary hazards.
Routine maintenance alone cannot catch the failure modes that matter. Internal corrosion, caustic embrittlement on boiler shells, hydrogen damage in high-pressure hydrocarbon service, stress-corrosion cracking in austenitic pipework — none of these are visible without thorough examination by someone with the training and equipment to look for them. The industrial record is sobering even without inventing statistics: the BP Grangemouth hydrocracker LP separator explosion in 1987, the Shell Stanlow reactor explosion in 1990, and numerous smaller incidents across the manufacturing base have all traced back to undetected integrity loss in vessels that were “in service” but not “under a competent examination regime.” PSSR exists to close that gap.
Which Pressure Systems Are Covered by PSSR?
Regulation 2(1) defines a pressure system in three categories. Type (a) is a system made up of pressure vessels, associated pipework, and protective devices. Type (b) is pipework connected to transportable pressure receptacles — the interface where a fixed system meets a cylinder connection. Type (c) is pipelines and their protective devices — the long-run pipework that moves process fluids between plants or between sites. Most duty holders spend their working lives inside type (a); most reader confusion sits there too.
A pressure system only falls inside PSSR if it contains a relevant fluid. The definition is specific: steam at any pressure; any gas, or gas-liquid mixture, under a pressure greater than 0.5 bar above atmospheric; pressurised hot water above 110°C; or a gas dissolved in a solvent under pressure (the classic example being dissolved acetylene). Miss one of those categories — hydraulic oil, for instance, which has effectively no stored energy because liquids don’t compress — and the equipment sits outside PSSR altogether, though it may still be governed by PUWER.
For type (a) systems other than steam, a second filter applies: the 250 bar-litres threshold. Multiply the total safe working pressure in bar gauge by the total internal volume in litres, across all pressure-containing components in the system. If the product falls below 250, PSSR’s WSE duty drops away, though the duty holder must still be able to demonstrate the calculation. Steam systems have no threshold — any pressure, any volume, PSSR applies. In practice, the equipment that trips the threshold covers most of what a typical industrial site runs: shell and electrode boilers, clean steam generators, autoclaves and sterilisers, commercial coffee-machine boilers, compressed air receivers, refrigeration plant with compressor motors exceeding 25 kW in aggregate, expansion vessels on heating circuits, and cryogenic storage tanks once the vapour pressure crosses 0.5 bar. Hydraulic systems, vacuum systems, systems relying only on head-of-liquid pressure, and transportable gas cylinders under CDG 2009 are outside scope.
The PSSR Decision Tree: Does PSSR Apply to My System?
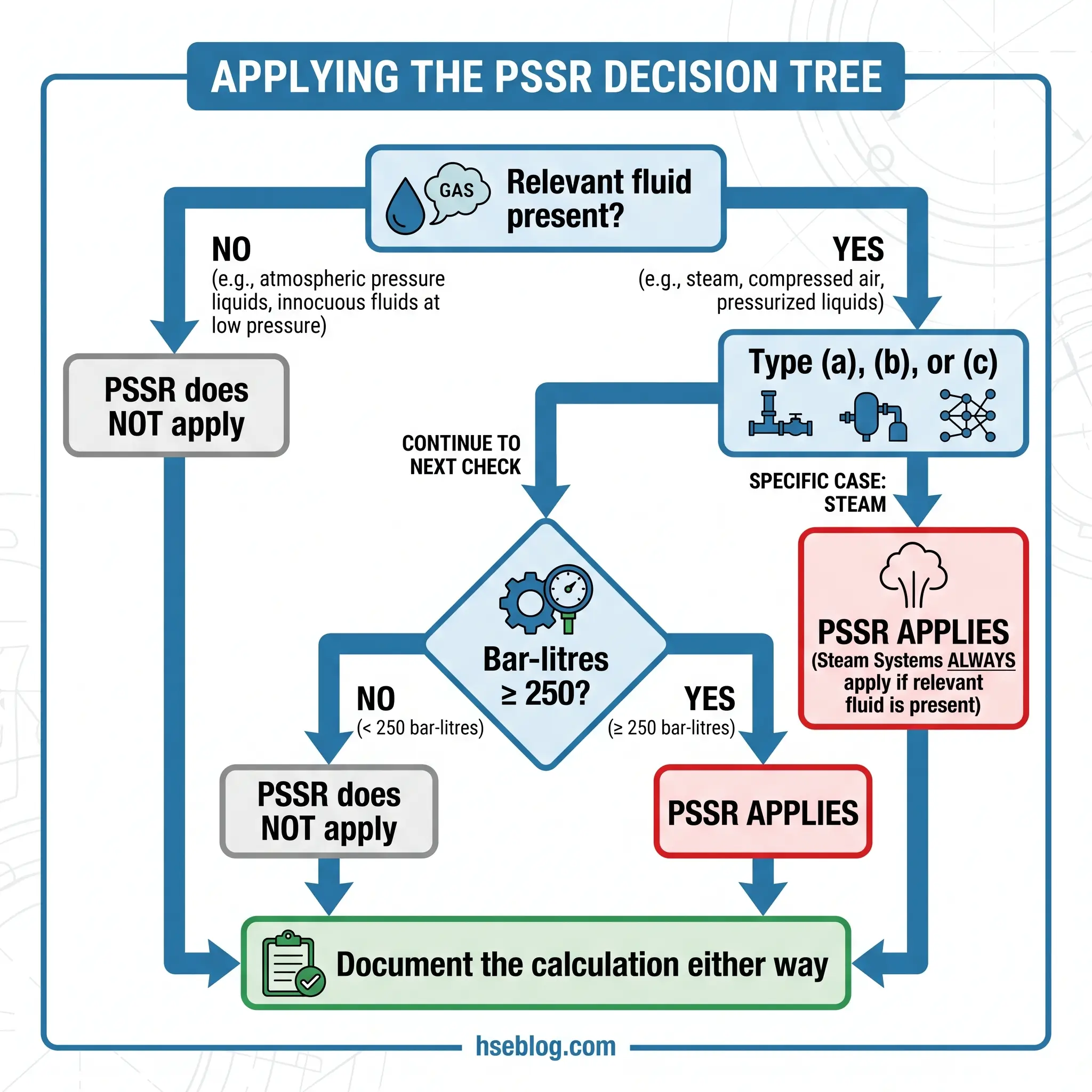
The decision tree in the revised ACOP L122 puts the applicability question at the front of the guidance for a reason — duty holders misjudge this step more often than any other. Work it in order. First, does the system contain a relevant fluid? If no, PSSR is out. If yes, is it a type (a), (b), or (c) system under Regulation 2(1)? Second, if type (a), is it a steam system? If yes, PSSR applies with no threshold check. Third, if type (a) non-steam, calculate the bar-litres across the pressure system. If the total is at or above 250, PSSR applies; if below, it doesn’t — but retain your calculation as evidence.
Two worked examples anchor the logic. A small workshop holds a 50-litre air receiver sitting at a safe working pressure of 11 bar g. Total: 50 × 11 = 550 bar-litres. Well above 250 — WSE required. The same workshop, a year later, installs a two-stage industrial compressor package with a 300-litre primary receiver at 8 bar g and a 100-litre secondary receiver at 40 bar g (boosted service). Total: (300 × 8) + (100 × 40) = 2,400 + 4,000 = 6,400 bar-litres. Comfortably in scope; the WSE must cover both vessels, the interconnecting pipework, and the protective devices on each.
| System | Pressure (bar g) | Volume (L) | Bar-litres | PSSR? |
|---|---|---|---|---|
| Small workshop air receiver | 11 | 50 | 550 | Yes |
| Two-stage industrial compressor | 8 / 40 | 300 / 100 | 6,400 | Yes |
| Pneumatic actuator bottle | 6 | 5 | 30 | No |
| Hydraulic accumulator | — | — | N/A (not a relevant fluid) | No |
| 500 L autoclave | 3 | 500 | 1,500 | Yes |
| Steam coffee boiler | 1.5 | 12 | Steam — no threshold | Yes |
Minor, Intermediate, and Major Systems
ACOP L122 further categorises systems as minor, intermediate, or major based on the risk presented — a function of size, pressure, stored energy, contents, and operating environment. The category matters because it determines the engineering depth required of the person who draws up and certifies the WSE. Minor systems can be handled by a competent person with Incorporated Engineer-level technical staff; intermediate and major systems need Chartered Engineer oversight, access to specialist materials and NDT services, and in-house document control robust enough to withstand HSE scrutiny.
A small compressed air receiver in a joinery workshop is a minor system. A pharmaceutical autoclave battery, a steam-heated process reactor, or a refrigeration plant running at high pressure on a multi-tenant site is intermediate or major. Getting the categorisation wrong at the WSE stage cascades through every subsequent inspection cycle — and HSE inspectors will challenge a competent person whose engineering depth doesn’t match the system they’ve signed off.
Who Are the Duty Holders Under PSSR?
Primary duties fall on two roles: the user of an installed system and the owner of a mobile system. An installed system is one fixed in place at a site of work — the steam boiler in a pharmaceutical plantroom, the air receivers on a bottling line, the autoclaves in a hospital central sterile services department. A mobile system is one intended to be moved between locations — a hired diesel air compressor on a construction site, a road-tanker mounted refrigeration unit, a portable steam cleaner. The user operates the installed system; the owner supplies and controls the mobile system. In both cases, responsibility is non-delegable under PSSR. Contracting examination services to a third-party inspection body does not transfer the legal duty away from the user or owner — a point that HSE inspectors make forcefully during post-incident investigations.
Four further duty chains sit upstream. Designers, manufacturers, importers, and suppliers of new pressure systems carry duties under Regulations 4 and 5 — fit-for-purpose design, suitable materials, proper information, and permanent marking. The employer of whoever installs the system carries a Regulation 6 duty not to introduce danger through the installation itself. The employer of a repair or modification contractor carries a Regulation 13 duty on the same principle. And the competent person — a separate role discussed in depth below — carries duties under Regulations 8, 9, and 10 around the WSE, the examination, and imminent-danger reporting.
| Party | Typical example | PSSR duty sits under |
|---|---|---|
| User of installed system | Factory operating a steam boiler | Regulations 7, 8, 9, 10, 11, 12, 14, 15 |
| Owner of mobile system | Compressor hire company | Regulations 7, 8, 9, 10, 12, 14 |
| Designer / manufacturer | OEM supplying autoclave | Regulations 4, 5 |
| Installer’s employer | Mechanical contractor | Regulation 6 |
| Repair / modification contractor’s employer | Boiler service company | Regulation 13 |
| Competent person | Inspection body | Regulations 8, 9, 10 |
The 15 Regulations of PSSR: What Each One Requires
This is where plain-English specificity matters most. The regulations run in a logical sequence — scope and definitions, supply-side duties, user duties, examination regime, operational duties, and record-keeping. Work through them in order and the compliance picture resolves itself.
Regulations 1–3: Citation, Commencement, and Application
The first three regulations do the legal scaffolding. Regulation 1 names the instrument and commencement date. Regulation 2 carries the definitions section — what counts as a pressure system, what counts as a relevant fluid, what a protective device is, the distinction between installed and mobile systems. Regulation 3 sets application, including Schedule 1 exclusions. Every downstream duty cascades from whether the equipment falls inside the scope drawn in Regulations 2 and 3, so a misstep here propagates into every subsequent decision.
In practice: If you’re unsure whether PSSR applies, work through Regulation 2(1) and the Schedule 1 exclusions before touching the duty-holder regulations.
Regulation 4: Design, Construction, Repair, and Modification
Regulation 4 places a duty on designers, manufacturers, importers, and anyone who repairs or modifies a pressure system to ensure it is properly designed, constructed from suitable materials, and fit for the service it will see. In practice this means the design code — BS EN 13445 for unfired vessels, BS EN 12952/12953 for shell and water-tube boilers, ASME VIII for imported plant — plus the fitness-for-purpose evidence that backs UKCA or CE marking under PE(S)R 2016.
In practice: When commissioning new plant, retain the manufacturer’s technical file, design calculations, and conformity certificates. Your competent person will ask for them when drawing up the WSE.
Regulation 5: Provision of Information and Marking
Regulation 5 requires that adequate information is supplied with the equipment — operating limits, maintenance requirements, and any hazards relevant to safe use. It also requires permanent vessel marking: manufacturer, year of manufacture, serial number, and safe operating limits including maximum allowable pressure and temperature. Rub a pressure vessel nameplate with a wire brush on any industrial site and you’ll often find the markings still legible after decades. That’s deliberate — Regulation 5 demands durability.
In practice: If a second-hand vessel arrives without an intact nameplate, treat it as suspect until the manufacturer can reissue the data or a competent person validates it.
Regulation 6: Installation
Regulation 6 sits on the employer of whoever installs the system. The duty is not to introduce danger through the act of installation and not to impair any protective device. This matters on retrofit projects, where a contractor hurriedly fits a new vessel into an existing pipework loop and inadvertently isolates a safety valve or narrows a vent discharge line.
In practice: Before energising a newly installed system, verify that all protective devices discharge to safe locations, that isolation valves cannot defeat them, and that commissioning test records are held on file.
Regulation 7: Safe Operating Limits
Regulation 7 is pivotal. The user or owner must establish safe operating limits — pressure, temperature, flow, level — before the system is operated, and those limits must be documented. The key distinction: SOLs are not ultimate failure limits. They sit inside a safety margin below the design limit, so that brief excursions don’t threaten the pressure envelope. Pressure relief valves, high-temperature trips, and high-level alarms are set against the SOLs, not against the design maximum.
In practice: SOLs must be visibly communicated to operators — on local control panels, on permit-to-work documentation, and in standard operating procedures.
Regulation 8: Written Scheme of Examination
Regulation 8 is the single most important operational regulation under PSSR. No system within scope may be operated unless a suitable WSE is in place, drawn up or certified by a competent person. This is the regulation HSE reaches for first when a serious incident occurs — and the regulation most commonly found to be absent or deficient in prosecutions. The WSE gets its own section below.
In practice: Treat the WSE as a live document. Review it after any modification, any change of duty, any unusual examination finding.
Regulation 9: Examination in Accordance with the WSE
Regulation 9 requires that examinations are carried out by a competent person in line with the WSE. The written report must be issued to the user or owner within 28 days of the examination, identifying any defects, any limits on continued use, and the date by which the next examination is due.
In practice: File examination reports against the specific plant item, not by calendar year — auditors and HSE inspectors expect to see the documentary thread from commissioning forward.
Regulation 10: Action in Case of Imminent Danger
If a competent person discovers during examination that the system presents an imminent danger, Regulation 10 triggers a specific sequence. The competent person must immediately issue a written report to the user or owner. The user or owner must not operate the system. The competent person must then send a copy of the report to the enforcing authority — HSE or the Local Authority — within 14 days. This sequence is one of the most misunderstood parts of PSSR; duty holders sometimes assume that a verbal warning is enough, or that the enforcing authority notification is the competent person’s responsibility alone. Both assumptions are wrong.
In practice: If you receive a Regulation 10 report, isolate the system electrically and mechanically, lock-out/tag-out the isolation, and do not reinstate until the competent person has issued a clear-to-operate report.
Regulation 11: Operation
Regulation 11 requires the user to provide adequate operating instructions and to ensure the system is not operated outside the SOLs established under Regulation 7. In real plantrooms this translates into shift-handover logs, pressure and temperature chart recorders, and competency checks on operators before they are authorised on a particular system.
In practice: Operator authorisation lists should be current, site-specific, and signed — not a generic training record pulled from an LMS.
Regulation 12: Maintenance
Regulation 12 requires the user to ensure the system is properly maintained in addition to any statutory examination. This is where the distinction between maintenance and thorough examination gets sharp: maintenance keeps the system in good working order for its operational function; thorough examination verifies that its pressure envelope remains safe. One does not substitute for the other. A steam boiler can pass every operational check on the operator’s daily round and still have caustic cracking on its shell that only an internal thorough examination will find.
In practice: Your maintenance system and your WSE examination schedule should cross-reference each other but remain operationally distinct.
Regulation 13: Modification and Repair
Regulation 13 sits on the employer of anyone repairing or modifying a pressure system. Work must not introduce danger or impair protective devices. Modifications commonly trigger a WSE review — changing a vessel’s duty, uprating its operating pressure, or re-routing safety-valve discharge all force a reassessment.
In practice: Before starting any weld repair on a pressure-retaining component, obtain the competent person’s written acceptance of the repair procedure and the post-repair examination plan.
Regulation 14: Keeping of Records
Regulation 14 requires the user or owner to keep records of the WSE, the last examination report, any modification records, and any defect rectifications. These must be available for inspection by enforcing authorities.
In practice: Store records digitally with physical backup; lost WSE documentation is treated by HSE inspectors as a de facto Regulation 8 failure.
Regulation 15: Precautions to Prevent Pressurisation of Certain Vessels
Regulation 15 covers vessels not designed to withstand pressure but which could become pressurised in service — a slop tank, a low-pressure storage vessel connected to a pressurised fill line, a process vessel whose vent could be inadvertently isolated. The user must fit protection — relief devices, properly sized vents, interlocks — to prevent accidental pressurisation.
In practice: Walk your tank farm and ask of every vessel: what stops this from being pressurised if the next valve downstream closes?

The Written Scheme of Examination (WSE) in Detail
The WSE is the single document on which PSSR compliance stands or falls. It is site-specific, system-specific, and must be prepared or certified by a competent person — not adapted from a generic template pulled off the internet. Its legal status is stark: Regulation 8 says that no system in scope may be operated without a suitable WSE in place. That is a criminal prohibition, not a guidance recommendation. Two sites I’ve had to compare in my career illustrate what “suitable” actually looks like — one had a 12-page WSE covering every vessel, every safety valve, every critical pipework section, with defined NDT methods and examination intervals; the other had a two-page document that named the boiler but not its fittings, set no intervals for pressure relief valves, and had never been reviewed in seven years. Only the first would survive HSE scrutiny.
ACOP L122 specifies the minimum content a WSE must include. Read it before you accept a competent person’s draft. The mandatory contents are laid out below.
| WSE mandatory content | What it must specify |
|---|---|
| Identification of the pressure system | Plant numbers, location, P&ID references |
| Parts to be examined | Vessels, pipework sections, safety valves, bursting discs |
| Nature of the examination | Internal, external, NDT methods (UT, MPI, RT) |
| Preparatory work required | Drain, vent, isolate, blank, clean, scaffolding |
| Critical parts requiring post-repair re-examination | Main welds, nozzle welds, tubesheet seals |
| Maximum interval between examinations | Per item, per examination type |
| Name of the competent person | With certification reference |
| Date of the certificate | And review/revision dates |
A competent person may justifiably exclude parts of the pressure system from the WSE where the consequences of mechanical integrity failure would not give rise to danger — small-bore instrument tapping, for instance. Those exclusions must be explicitly documented in the WSE with a technical rationale, not left implicit. Review triggers include system modification, change of duty or fluid, age-related deterioration patterns emerging across a fleet of similar vessels, and any Regulation 10 imminent-danger finding.
One practical note on who can prepare versus certify: the person who prepares the WSE does not have to be the same person who certifies it, but the certifier must have the engineering authority to stand behind the scheme. For minor systems, Incorporated Engineer level is the floor; for intermediate and major systems, Chartered Engineer level with access to specialist materials and NDT advice is the floor.
Who Is a “Competent Person” Under PSSR?
The word “competent” under PSSR is a legal term of art, and misreading it is one of the quickest ways for a duty holder to end up on the wrong side of an HSE investigation. A competent person in this context is not simply an individual with a ticket on a training matrix. In practice — and in the way HSE and insurance surveyors interpret the regulations — the competent person is an organisation with the engineering depth, the specialist infrastructure, and the operational independence to do the job properly. That’s why most duty holders contract the role out to an accredited inspection body rather than try to hold it in-house.
The HSE definition works through four components: training, skills, experience, and knowledge. Translating that into what the organisation must actually have, the plan looks like this:
- Qualified engineering staff matched to system category: Incorporated Engineer level for minor systems; Chartered Engineer level for intermediate and major systems, with recognised accreditation (IMechE, IChemE, Engineering Council).
- Access to specialist services: materials engineering, non-destructive testing (ultrasonic, magnetic particle, dye penetrant, radiographic), design review, finite element analysis for unusual failure modes.
- Accreditation: UKAS accreditation to ISO/IEC 17020 for inspection bodies is the benchmark; SAFed membership indicates peer recognition within the industry.
- Operational independence: the competent person must be free to declare an imminent danger without commercial pressure — which is why in-house arrangements need documented authority structures that allow the in-house engineer to halt operations over production-manager objection.
- Document control: WSE certificates, examination reports, and defect registers that survive audit without gaps.
I had a conversation with a clean-utilities team leader on site a few years ago that captures the duty-holder-versus-competent-person split better than any training slide. He said, “So the inspection body signs the certificate. That means they’re responsible if the boiler goes, right?” No. The user remains the duty holder. The inspection body is liable for the quality of the examination and the integrity of the certificate; the user is liable for having the examination done, acting on the findings, and operating inside the SOLs. You cannot outsource the statutory duty — you can only outsource the engineering expertise that supports it.
How Often Must Pressure Systems Be Examined?
The most common question in a plantroom is also the one PSSR refuses to answer directly. The regulations specify no fixed maximum interval. Regulation 9 principle puts the decision in the competent person’s hands: examination frequency is set in the WSE based on the system’s condition, age, duty cycle, environment, and examination history. This is by design — a ten-year-old air receiver on a clean, dry instrument-air system should not be examined on the same schedule as a twelve-month-old vessel on a wet, corrosive service with heavy cycling.
That said, industry benchmarks do exist, and the competent person will anchor the WSE intervals against them. The SAFed PSG01 guidance is the most widely used reference. Typical intervals that track that guidance:
- Shell and water-tube steam boilers: every 14 months (internal and external examination)
- Steam pressure vessels and steam-heated vessels: 13–24 months depending on duty
- Compressed air receivers: 26 months (external every 26 months; internal on a longer cycle where justified)
- Refrigeration plant: 2–6 years depending on fluid, size, and condition
- Autoclaves and sterilisers: typically 14 months for the pressure chamber
Regulation 9(7) permits postponement of an examination where the competent person is satisfied that the system will remain safe for a short additional period — useful for production outage alignment but not a mechanism for stretching intervals indefinitely. Initial examination before first use is usually specified in the WSE for new plant and is a key moment for catching manufacturing or installation defects.
The convention of “12 months” for everything is a legacy of pre-PSSR regulation, not a statutory rule. Modern risk-based intervals, set by a competent person with full knowledge of the system’s history, almost always produce a more defensible and more protective examination schedule.
PSSR vs PUWER vs PE(S)R: How the Pressure Regulatory Framework Fits Together
The regulatory overlap around pressure equipment trips up more duty holders than any other single issue. Four regulations can apply to the same piece of plant at different stages of its life, and they are complementary, not alternatives.
| Regulation | What it covers | When it applies | Relevant marking |
|---|---|---|---|
| PSSR 2000 | In-service integrity of pressure envelope | Throughout operational life | — |
| PUWER 1998 | General safe use of work equipment | Throughout operational life | — |
| PE(S)R 2016 | Design, manufacture, conformity | Placing new equipment on GB market | UKCA mark |
| PER 1999 (legacy) | Design, manufacture under EU regime | Pre-2021 placements / recognised CE | CE mark |
PUWER applies to virtually all work equipment — pressure systems included — and covers selection, maintenance, guarding, and safe use. It does not substitute for PSSR; a PUWER inspection is not a PSSR thorough examination. PE(S)R 2016 is the post-Brexit UK counterpart to the EU Pressure Equipment Directive and governs the design and manufacture of new pressure equipment placed on the GB market, carrying forward conformity assessment modules and requiring UKCA marking. PER 1999 was the earlier implementation and still appears on equipment predating the 2016 change. Transportable gas cylinders sit outside all of this under the Carriage of Dangerous Goods and Use of Transportable Pressure Equipment Regulations 2009. COSHH and DSEAR cover the chemical and flammability hazards PSSR explicitly excludes.
The practical test: when a new autoclave arrives on site, PE(S)R 2016 governs its design and the UKCA marking; PUWER governs its safe use during operation; PSSR governs its in-service pressure integrity through the WSE. All three run concurrently. None of them replaces the others.
Enforcement, Penalties, and What Happens When PSSR Is Breached
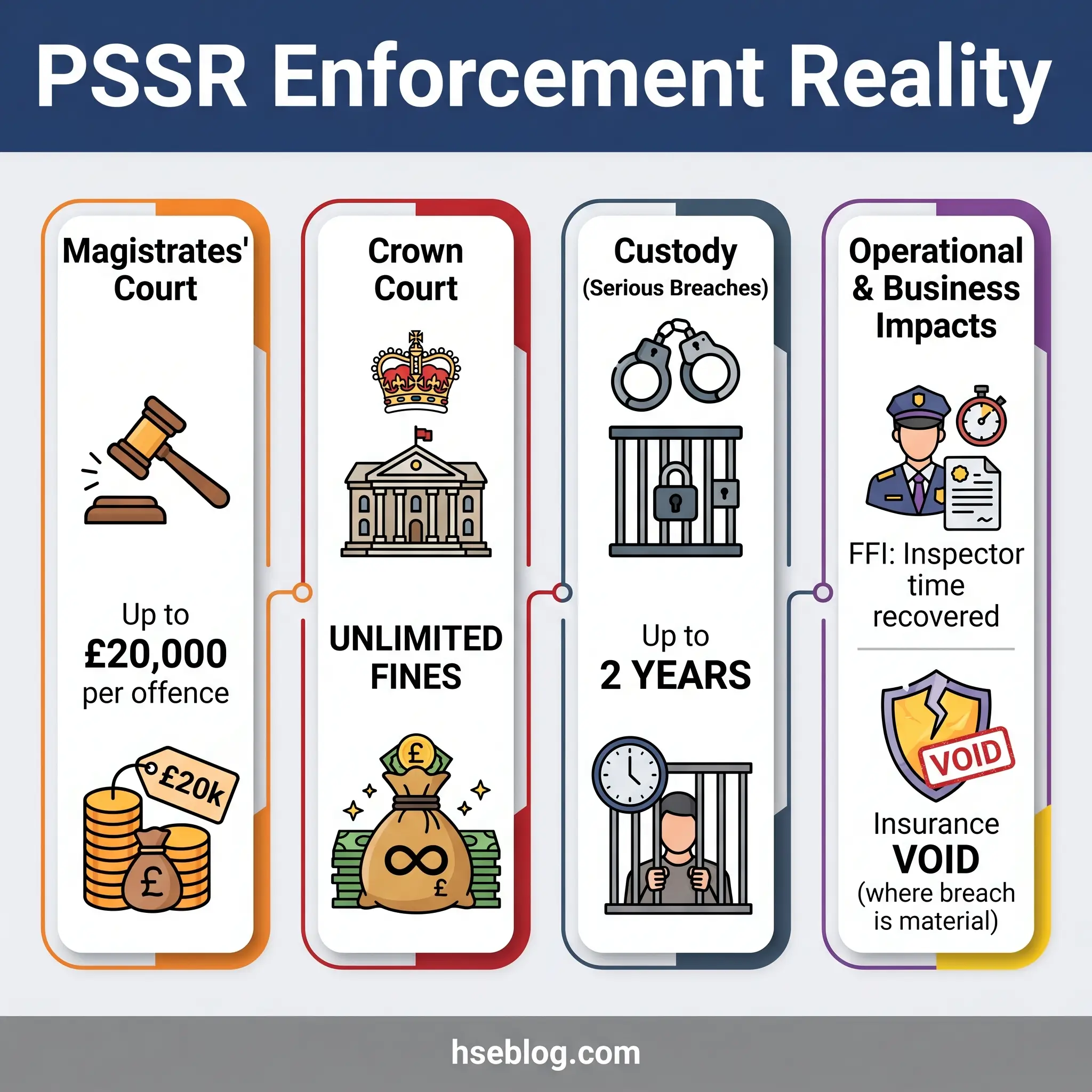
Enforcement under PSSR is routine, and HSE’s appetite for prosecution when a serious breach precedes a serious injury is well-established. The penalty structure runs two tiers. In the Magistrates’ Court, each offence can attract a fine of up to £20,000. In the Crown Court, fines are unlimited and serious breaches can carry prison sentences of up to two years. Enforcement tools sit alongside prosecution — Improvement Notices, Prohibition Notices, and Fee For Intervention recovery of HSE inspector time when a material breach is identified during inspection.
Two prosecutions illustrate the real-world pattern. Filtration Service Engineering Ltd was fined £30,000 with £15,325 costs at Worcester Crown Court on 20 February 2014 after a 335-litre vessel exploded during a pneumatic pressure test; a worker lost both legs and suffered severe head injuries. The HSE investigation identified a failure to follow safe test procedures and inadequate control of the stored-energy hazard during the test. Syngenta Ltd was fined £400,000 following a high-pressure steam release at its Huddersfield site that narrowly avoided serious contractor injury — a case that turned on the adequacy of the competent-person regime and the condition of the affected steam system. A separate HSE investigation into a carpet manufacturer’s stock-dye pressure vessel found three consecutive years of missed statutory examinations, with the vessel still in daily production service.
The patterns across HSE prosecutions are consistent: no WSE in place or a WSE last reviewed so long ago it no longer reflects the system; overdue examinations explained away as production priorities; failure to act on a Regulation 10 imminent-danger report; operation outside SOLs because the operator wasn’t trained on what the SOLs were; and no appointment of a genuinely competent person at the engineering depth the system required.
One further consequence bites every time: most engineering insurance policies are void where a PSSR breach is material to the loss. A duty holder facing a post-incident HSE prosecution and a void insurance claim simultaneously is not a theoretical scenario — it’s routine in enforcement case reviews.
What Changed in the Revised ACOP L122
The HSE has republished Safety of pressure systems in its revised third edition, and it’s worth knowing what changed because most ranking articles on PSSR still reference the pre-revision layout. The regulations themselves — SI 2000/128 — are unchanged. The duties on users, owners, designers, manufacturers, installers, competent persons, and repair contractors are unchanged. What changed is the guidance structure sitting around the regulations.
The applicability decision tree has moved to the front of the ACOP, with explanatory notes attached to each branch — making the single most-used diagnostic tool easier to find and apply. A new appendix gives proportionate guidance on applying PSSR to small pressure vessels in schools, which previously sat awkwardly inside the general text. The outdated legal-background section, written when PSSR first came into force, has been removed because it no longer reflects the post-Brexit regulatory landscape around PE(S)R 2016 and UKCA marking. Cross-references to other regulations have been tightened.
For duty holders already running a mature PSSR compliance programme, nothing operationally changes. For those reviewing or rebuilding their programme, the revised L122 is easier to work through and clearer on the scope question that precedes every other decision.
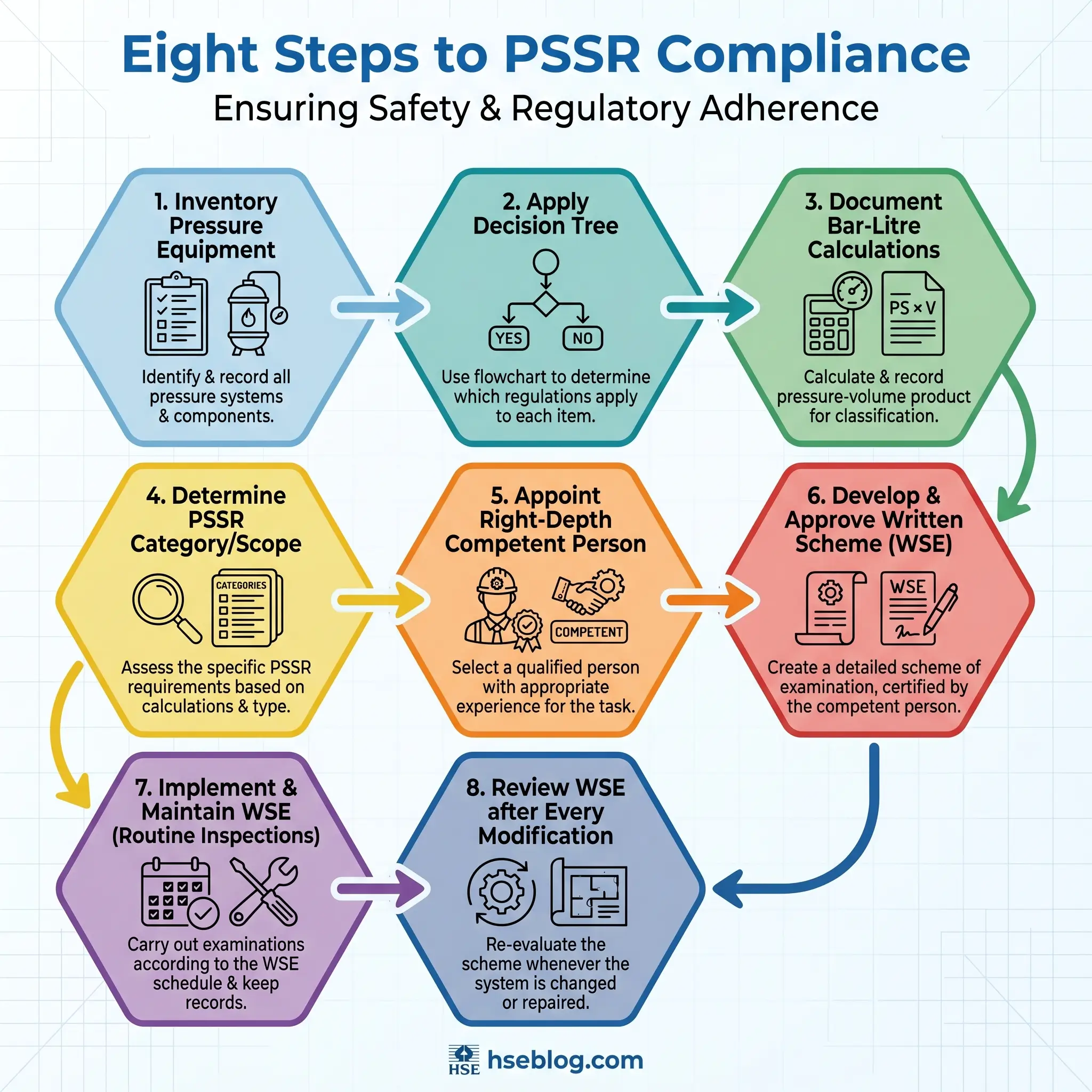
Practical PSSR Compliance: A Step-by-Step Workflow for Duty Holders
Turning all of the above into a working compliance programme takes eight steps. Run them in order the first time; thereafter, most become continuous activities rather than one-off tasks.
- Identify and inventory every pressure-containing equipment on site. Walk the site with the P&IDs and the asset register in hand. Miss nothing — the small autoclave in the QC lab counts; the coffee machine in the canteen may count.
- Apply the PSSR decision tree to each item. Relevant fluid present? System type? Steam or non-steam? Above or below the 250 bar-litres threshold?
- Calculate bar-litres on every borderline case and retain the calculation. Evidence of a considered exclusion is a legal defence; silence is not.
- Establish documented Safe Operating Limits under Regulation 7. Pressure, temperature, flow, level. Visible to operators. Signed by the engineering authority.
- Appoint a competent person at the right engineering depth for the system category. In-house for minor systems if you have the infrastructure; accredited third-party inspection body for intermediate and major systems.
- Have a Written Scheme of Examination drawn up or certified. Check it against the L122 minimum content before signing it off. Challenge any unjustified exclusions.
- Schedule and complete examinations per the WSE. Use the WSE intervals as the planning anchor. Align outages with examination windows where possible.
- Maintain records, review the WSE after any change, and act on every defect finding. Regulation 14 records must be retrievable. Regulation 10 imminent-danger findings must trigger immediate shutdown.
The duty holders who run a clean PSSR regime treat this workflow as live, not annual. Every modification triggers a WSE review; every examination report is filed and trended; every competent-person appointment is refreshed when engineering requirements shift. That’s what survives HSE scrutiny.
Frequently Asked Questions
Conclusion
Operating a pressure system legally under PSSR comes down to four operational decisions. Define exactly what equipment sits in scope and keep the bar-litre calculation on file. Appoint a competent person whose engineering depth genuinely matches your system category. Have a Written Scheme of Examination that meets ACOP L122’s minimum content and reflects your actual plant — not a generic template. Treat every Regulation 10 imminent-danger report as a hard stop that triggers isolation, lock-out, and a formal clear-to-operate process before return to service.
The Pressure Systems Safety Regulations work because they concentrate the duty holder’s attention on one thing: the integrity of the pressure envelope over time. Stored energy in steel doesn’t announce itself before failure. It has to be looked for by someone with the knowledge, the equipment, and the authority to halt operations when the findings demand it. Get the decision tree right at the start, get the WSE right, appoint the competent person you need rather than the cheapest one available, and the regime becomes manageable. Get any of those wrong and the consequences — physical, financial, legal, and reputational — don’t soften with time. They wait for the next inspection, the next examination overdue, the next operator shortcut on an SOL, and then they arrive all at once.