

Eleven of 32 worker fatalities reported across International Association of Oil and Gas Producers member companies in 2024 occurred during drilling, workover, and well operations. That is a third of the industry’s reported deaths concentrated in a single activity category, on sites run by operators whose HSE budgets dwarf those of almost every other sector. The IOGP Report 2024s, published in mid-2025, records the detail — and the detail matters, because drilling safety is not a collection of generic hazards bolted together. It is a discipline defined by how hydrocarbon pressure, heavy rotating equipment, elevated platforms, toxic gases, and 24-hour shift work interact on a single moving worksite.
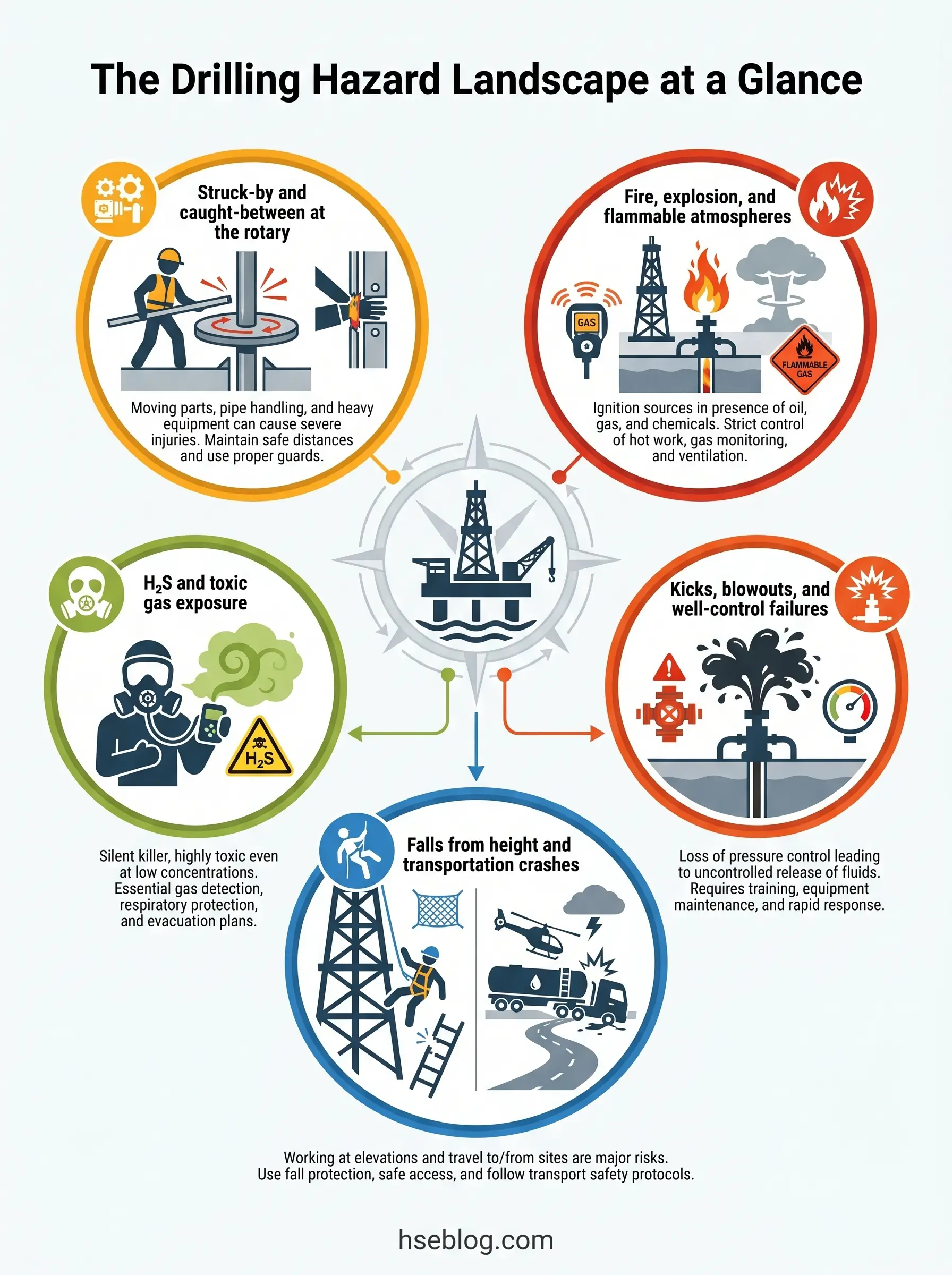
The cost of getting it wrong is measured in lives, multi-million-dollar blowouts, and prosecutions that end careers. The cost of getting it right, consistently, is a rig that finishes the section on schedule with nothing to report. This guide walks through the full hazard landscape of modern drilling operations — struck-by and caught-between injuries at the rotary, fire and explosion risk from uncontrolled hydrocarbons, kicks and blowouts that define well-control discipline, H₂S exposure in sour fields, work at height on the monkeyboard, and the transportation, chemical, noise, ergonomic, and electrical hazards that often get shorter treatment than they deserve. Each hazard is mapped to specific prevention measures ordered along the hierarchy of controls, with the regulatory framework that anchors each requirement under both US and UK regimes.
Why Drilling Safety Is a Distinct Discipline
Stand on the rig floor during a connection and the pace tells you everything. The driller calls the break, the iron roughneck swings in, the slips drop, the tongs make up the next stand — all inside ninety seconds, all around a wellbore holding pressurised fluid. Multiply that by a hundred connections a tour and you see why drilling is not “just another high-risk job.” It is the only industry where crews routinely work within a few metres of a pressurised hydrocarbon zone while handling tubulars that weigh tonnes at heights that would kill on contact with the floor.
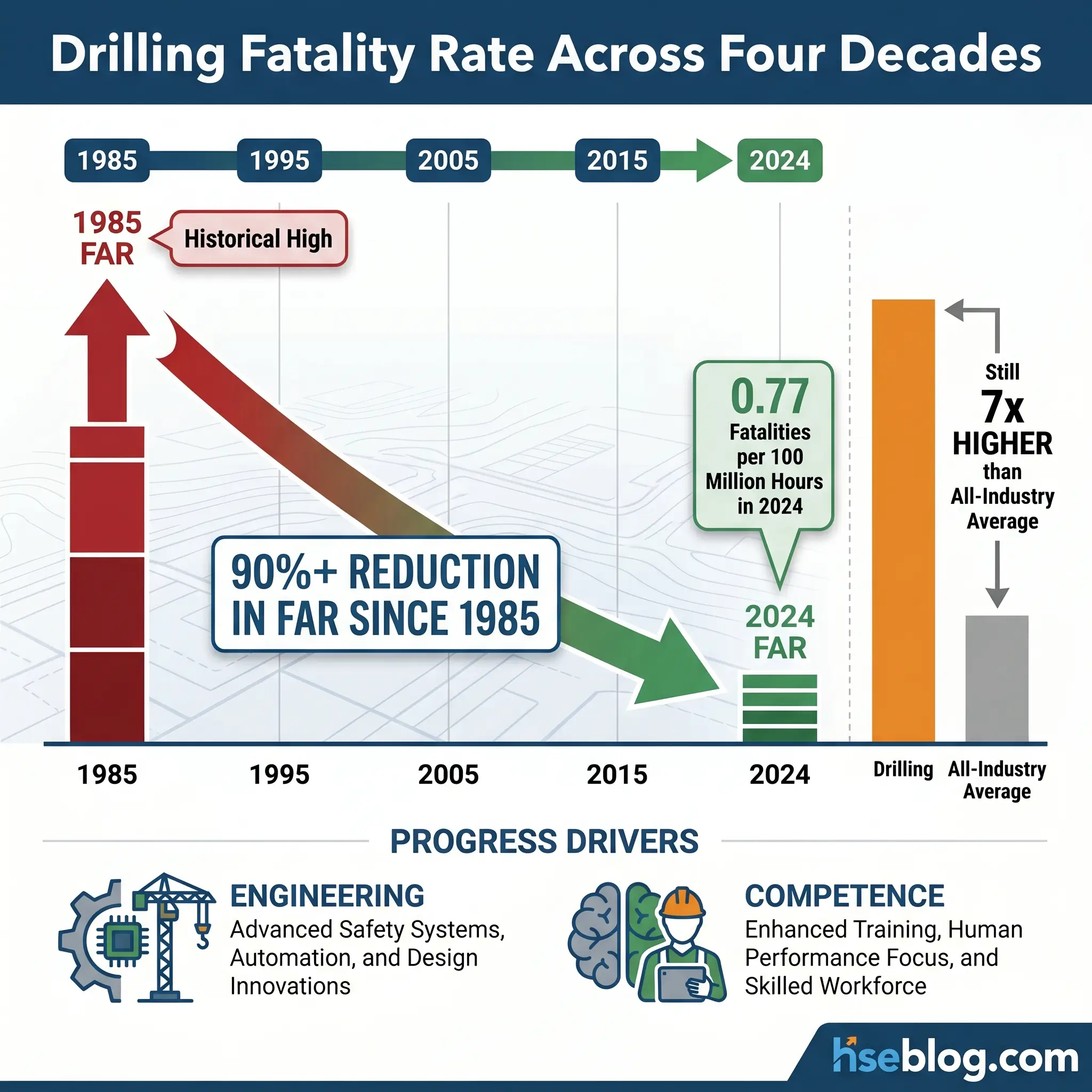
Oil and gas extraction workers face a fatality rate approximately seven times higher than the all-industry average — roughly 25 per 100,000 workers against 3.7 per 100,000 across US industries as a whole, based on the NIOSH Fatalities in Oil and Gas Extraction database. That rate has improved substantially over two decades, but the gap is structural. Drilling combines five hazard sources that almost no other work environment brings together in one place: high-pressure hydrocarbons, heavy rotating equipment, elevated work platforms, hazardous chemicals, and remote-site logistics running on continuous 12-hour shifts.
Everything in this article focuses on upstream oil and gas well drilling — land rigs and offshore installations — with most controls transferable to mineral-exploration, geothermal, and geotechnical drilling where the same mechanical and environmental hazards apply. What does not transfer is well-control risk, which is specific to penetrating pressurised formations. That section is where the discipline earns its name.
The Drilling Environment: Where Hazards Originate
Drilling hazards are not evenly distributed across a rig site. They cluster around specific equipment zones and change character across the phases of the well lifecycle, and understanding that map is the first control measure a supervisor applies before any risk assessment is written.
A typical rig has a layout the crew learns in the first week: the derrick or mast holding the travelling block and hook, the rig floor where connections are made, the doghouse with the driller’s console, the substructure carrying the rotary and BOP stack, the cellar at the wellhead, the mud pits and shale shakers handling return fluid, the pipe racks and V-door, and the accumulator unit driving the BOP. Each zone has its own hazard signature. The rotary is the pinch-point capital of the rig. The mud pits are where flammable vapour and H₂S arrive first. The derrick is where falls and dropped objects originate. The V-door and pipe racks are where rolling tubulars crush feet and ankles.
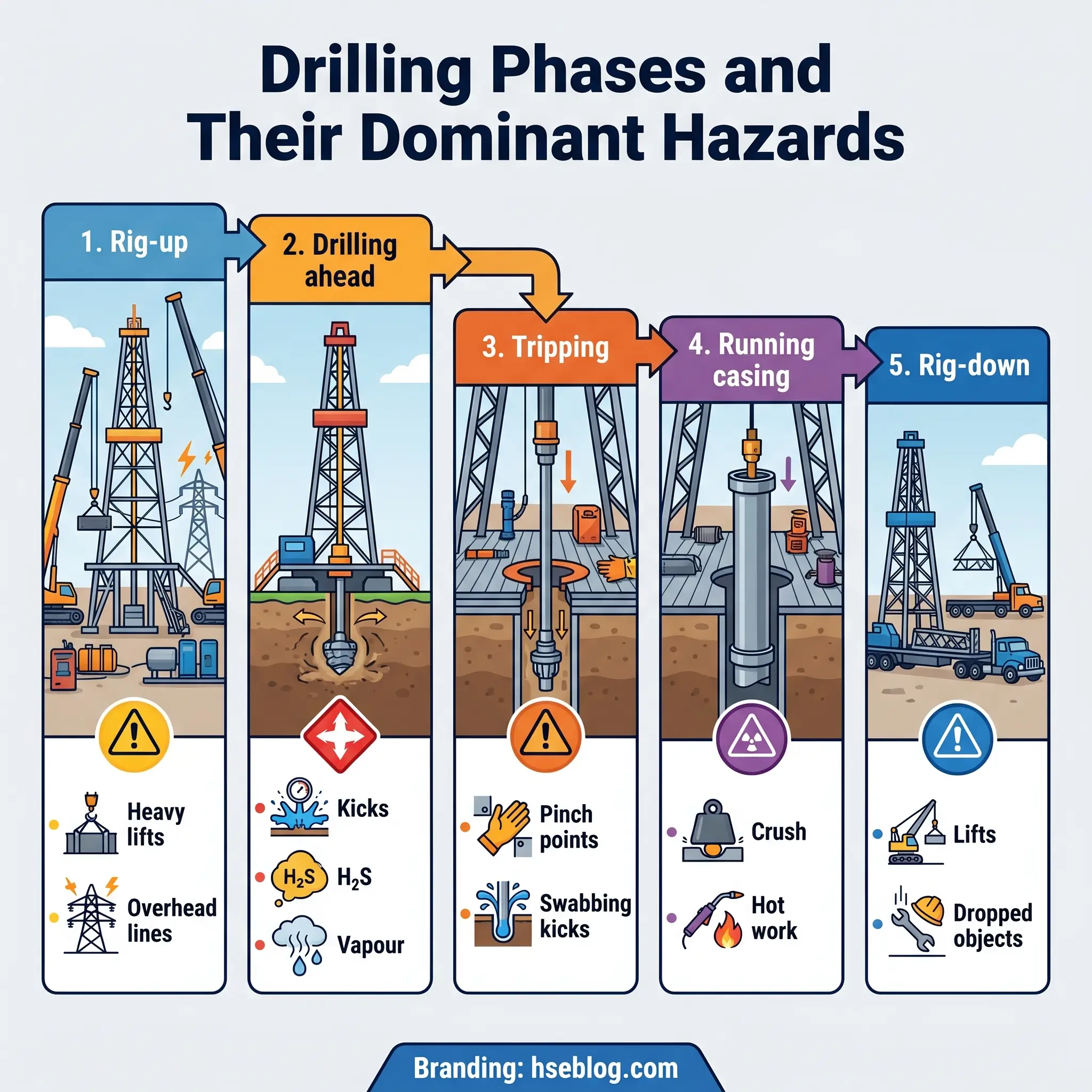
The drilling lifecycle layers another dimension on top. During rig-up, the dominant hazards are heavy lifts, overhead-line clearance, and struck-by injuries from mast raising — well-control risk is essentially zero because no hole exists yet. During drilling ahead, the hazard profile flips: kick risk, H₂S exposure, mud-handling hazards, and rotating-equipment exposure all peak. Tripping operations shift the focus again — making and breaking connections, slip-handling, derrickman exposure, and the possibility of a swabbing-induced kick as the pipe is pulled. Running casing concentrates crush and struck-by risk; cementing introduces chemical and hot-work exposures. Rig-down closes the sequence with the same lift and overhead hazards as rig-up.
| Drilling Phase | Dominant Hazard Category |
|---|---|
| Site preparation / rigging up | Heavy lifts, overhead lines, struck-by |
| Drilling ahead | Kicks, H₂S, flammable vapour, rotating equipment |
| Tripping in / out | Pinch points, falls, swabbing-induced kicks |
| Running casing and cementing | Crush injuries, chemical exposure, hot work |
| Rigging down | Lifts, dropped objects, transportation |
Offshore drilling adds amplifiers without changing the fundamentals — helicopter transfer, marine evacuation, weather-driven workflow, and the reality that every emergency response happens on a fixed platform or mobile unit with no road out. The OSHA drilling eTool covers the onshore phase-by-phase hazards in detail, and the UK HSE’s safety-case regime (L154) is the reference for the offshore regulatory overlay. Together they define the field in which every hazard in the next section is worked.
Key Drilling Hazards and Their Prevention Measures
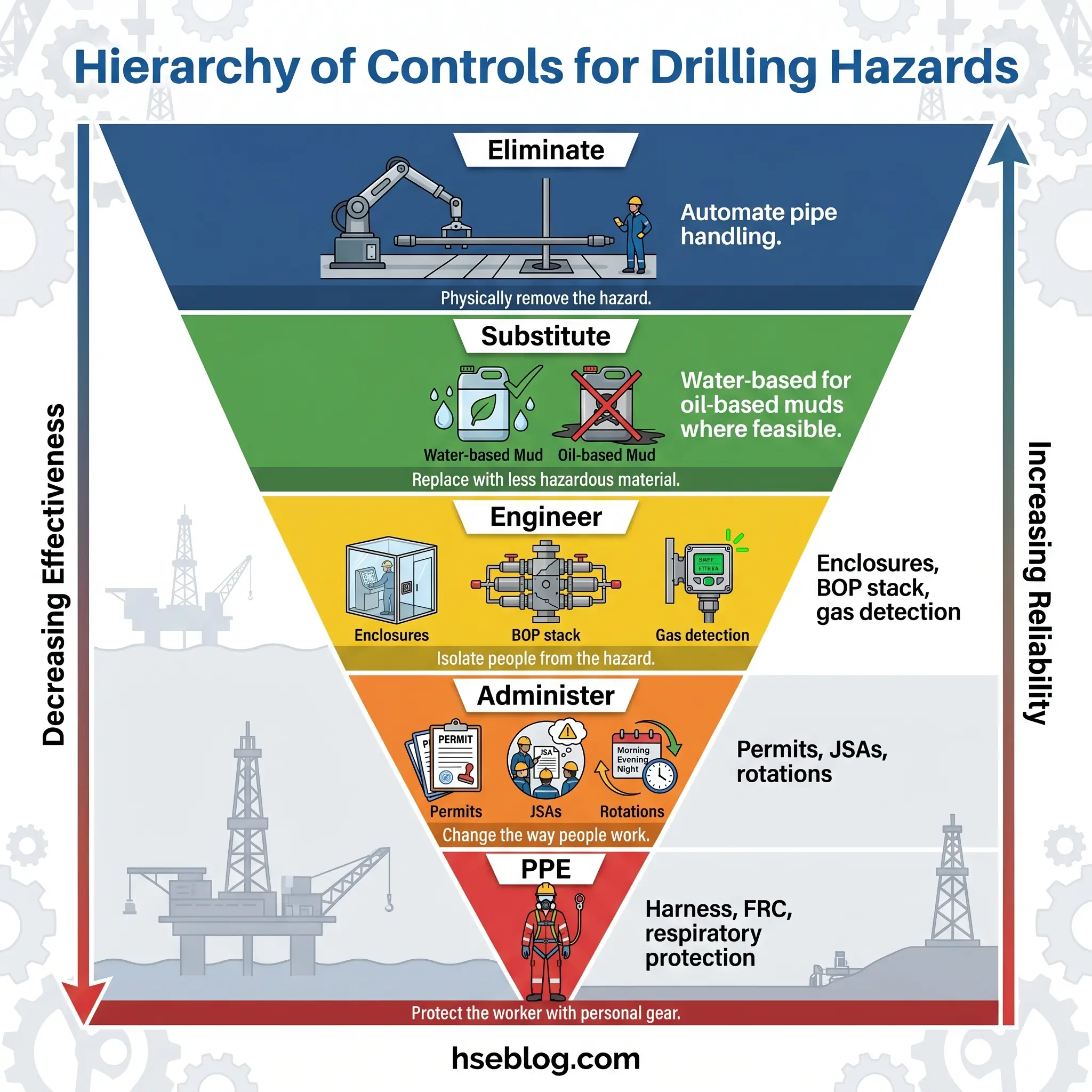
No two hazards on a rig demand the same control philosophy. Fire risk is about ignition-source management and flammable-atmosphere detection. Well-control risk is about barriers and pressure management. Falls are about eliminating the need to work at height before ever reaching the harness. The sections that follow take each hazard family in turn and map the controls to the hierarchy of controls — elimination first, PPE last — because a rig that defaults to PPE has already lost the argument.
Struck-By, Caught-In, and Caught-Between Hazards
OSHA’s analysis of oil and gas extraction IMIS data attributes three of every five on-site drilling fatalities to struck-by, caught-in, or caught-between hazards. The mechanism is consistent across the cases: tonnes of steel moving under power, with crew members inside the motion envelope.
The rotary table is the densest concentration of pinch-point risk on any rig. Tong operations, spinning-chain handling, making and breaking connections, kelly rotation, and top-drive movement all happen within a few metres of each other. Tripping brings in elevator and slip handling, each with its own catch-points. Outside the floor, the V-door, the pipe racks, and the catwalk add rolling-tubular hazards. Above all of this, the derrick carries falling-object risk — blocks, elevators, hand tools, tong handles, any of which can drop onto the floor crew.
On a land rig where the operator had converted to power tongs and an iron roughneck two years earlier, the toolpusher put it simply: “The old rig wrote three finger claims a year. The new one wrote none.” That is the hierarchy of controls in one sentence — replace the manual operation with a mechanical one, and you eliminate the exposure.
Controls ordered by effectiveness:
- Elimination and substitution: iron roughneck and hydraulic catwalk replacing manual tongs, manual slips, and manual pipe handling wherever rig capability allows.
- Engineering: crown safety devices on the travelling block, tong counterweights with positive retention, red-zone barricades at the rotary, derrick-board gates, dropped-object prevention schemes (DROPS) inspections.
- Administrative: pre-tour JSA briefings, exclusion zones enforced verbally and visually, stop-work authority, permit-to-work for non-routine lifts, swing-radius barricading for cranes and side-boom tractors.
- PPE: hard hats with chin straps for elevated work, steel-toed boots, impact-resistant gloves, high-visibility FR coveralls.
Fires, Explosions, and Flammable Atmospheres
IOGP’s 2024 data marks explosions, fires, and burns as the cause of 41% of reported fatalities — 13 of 32 deaths in a single year. No other cause category comes close. Every fire on a drilling rig traces back to two ingredients colliding: a flammable atmosphere and an ignition source. Remove either and the hazard does not exist.
Flammable atmospheres on a rig come from defined sources. Gas kicks carry formation gas up the annulus and onto the floor. Mud tank venting and degasser discharge release dissolved gas at deck level. Flowback during well testing routes produced fluids through surface equipment that has to be intrinsically leak-tight. Ignition sources are equally defined: hot work (welding, grinding, cutting), static electricity during fluid transfers, electrical arcs from non-rated equipment, mobile engine exhaust, and — still — workers breaking the rules on smoking near the cellar.
Engineering controls handle the worst of both sides. Intake flame arrestors on rig engines and exhaust spark arrestors stop the most common ignition pathway. Fixed hydrocarbon and lower-explosive-limit (LEL) sensors at the bell nipple, shale shaker, and mud pits trigger alarms before a crew walks into a flammable envelope. Electrical equipment in classified zones complies with API RP 500 and IEC 60079 — Zone 1 and Zone 2 specifications drive enclosure type, cable glanding, and motor rating for every component within the hazardous envelope.
Administrative layers reinforce the engineering. Hot work permits are mandatory in hazardous areas, with atmospheric testing before and during the task, a dedicated fire watch, and a cool-down period after. Bonding and grounding procedures cover every fluid transfer. Designated exclusion radii keep mobile plant out of the classified zone. On one sour-gas rig the HSE lead ran a monthly “cold eyes” audit specifically on ignition-source control — on the third audit she found a subcontractor generator parked inside the Zone 2 envelope with no classification documentation. That kind of drift is exactly what the permit system exists to catch.
Watch For: A gas alarm that clears within seconds without an obvious source. It is almost never a false reading. Something vented, the wind dispersed it, and the next time it may not. Treat every sub-alarm event as a leak investigation.
Well Control Failures: Kicks and Blowouts
Well control is the discipline that separates drilling from every other high-hazard industry. A kick is the unwanted influx of formation fluid into the wellbore — gas, oil, or water — and it happens when the hydrostatic pressure of the drilling fluid column falls below formation pressure. A blowout is a kick that has escaped surface control. Prevention is built on a three-barrier philosophy, and the industry’s well-control certification regime (IADC WellCAP, IWCF) exists because every crew member needs to understand each barrier’s role before they are cleared to work on the floor.
The primary barrier is the drilling-fluid column. Mud weight is programmed to keep wellbore pressure slightly above formation pressure at every depth, with swab-and-surge margins calculated into trip speeds. Flow-in and flow-out monitoring, pit-level trends, and pump-rate changes are the early indicators of a kick — if return flow is higher than pump output, fluid is entering the wellbore from the formation. Modern rigs run automated pit-level monitoring with software that flags deviations before a human driller would see them on the shaker.
The secondary barrier is the blowout preventer stack. A typical stack includes annular preventers for sealing around variable pipe sizes, ram-type preventers for pipe rams and blind rams, and shear rams capable of cutting the drill pipe and sealing the well in a last-resort scenario. The choke manifold routes pressurised fluid through a controlled flow path to circulate the kick out. API RP 53 specifies stack configuration, pressure-test frequency, and accumulator sizing — every BOP is function-tested weekly and pressure-tested to working pressure on a documented schedule, typically every 14 to 21 days depending on operator policy.
The tertiary barrier is well-design integrity — casing strings set at depths that isolate pressure zones, cement sheaths that seal the annulus, and wellhead components rated to expected pressures. When the primary barrier fails (mud weight insufficient) and the secondary fails (BOP does not close or holds but is bypassed), the tertiary is what keeps the well from communicating with shallow aquifers or the surface through unintended pathways.
Competence is the fourth barrier in everything but name. IWCF and IADC WellCAP certification cycles are two or four years depending on role, with shut-in drills required at a defined frequency — typically each crew conducts an unannounced drill every seven days, timed from kick recognition to the well shut in on the closest appropriate ram. A crew that cannot shut in a well inside two minutes is not a competent crew regardless of the paperwork on file.
Hydrogen Sulphide (H₂S) and Toxic Gas Exposure
H₂S does not behave like any other toxic gas a drilling crew encounters. It is heavier than air, so it pools in the cellar, the mud pits, and low-lying areas of the rig. It paralyses the olfactory nerve at approximately 100 ppm, meaning a worker who smells the characteristic rotten-egg odour and then loses the smell is not safe — they are close to incapacitation. Exposures of 700–1,000 ppm cause death within minutes, and concentrations above 40,000 ppm introduce a fire and explosion hazard on top of the toxicity. The OSHA eTool documents these thresholds in detail, and they drive the entire control programme on sour-service wells.
| H₂S Concentration (ppm) | Physiological Effect |
|---|---|
| 10 | Permissible exposure limit reference (OSHA ceiling) |
| 100 | Olfactory paralysis — victim can no longer smell the gas |
| 500 | Severe lung damage and respiratory failure |
| 700–1,000 | Rapid unconsciousness, death within minutes |
| 40,000+ | Fire and explosion hazard added to toxicity |
The hazard drives both metallurgy and procedures. Drill string, BOP components, wellhead assemblies, and all pressure-containing equipment in sour service comply with NACE MR-0175 / ISO 15156, which specifies material requirements for resistance to sulfide stress cracking. A BOP rated for sweet service that ends up on a sour well is not a regulatory technicality — it is a component that may fracture under stress when it is needed most.
Detection is multi-layered. Fixed sensors cover the rig floor, bell nipple, shale shaker area, mud pits, cellar, and living quarters, with alarms typically set at 10 ppm (warning) and 15 ppm (evacuation). Every person on site carries a personal monitor. Wind socks at multiple points on the pad let crews see escape direction at a glance during an upset. On one arid-zone sour rig, a change in wind direction during a tour meant the primary briefing area was suddenly downwind of the cellar — the HSE lead moved the muster point in real time, and the next morning the pre-tour briefing walked every new rotation through both the primary and secondary muster locations.
Engineering controls provide the breathable envelope. Self-contained breathing apparatus (SCBA) and cascade air systems are positioned at defined stations on the rig. Ignition systems for controlled flaring at the flare stack handle deliberate combustion of sour gas during well testing. API RP 49 is the programmatic reference for sour-service drilling operations, and its contingency planning requirements — muster drills, briefing areas, fit-testing, medical surveillance — are the administrative spine of the H₂S control programme.
Falls from Height and Working at Height
Derrickman work on the monkeyboard is the defining at-height task in drilling. The monkeyboard sits typically 25 to 35 metres above the rig floor, and the derrickman handles the top of each stand of drill pipe as it comes out of the hole. A study cited in oilfield safety literature found 86% of derrickman fall fatalities occurred with workers not using appropriate fall protection — a sobering figure that the industry has responded to with engineering solutions.
Falls at elevation are the high-consequence half of the picture. The other half is slips, trips, and falls on the rig floor — IOGP’s 2024 data attributes 22% of lost-work-day cases to slips and trips at the same level. Drilling fluid, wash-down water, hoses, cables, and the general rhythm of a working rig produce a floor that is never quite dry and never quite clear.
The hierarchy applies cleanly. Elimination comes first: automated pipe handling systems (iron roughneck, racking arms, hydraulic catwalks) remove the derrickman from the monkeyboard entirely on modern rigs. Where automation is not installed, engineering controls take over — fixed guardrails on elevated walkways, crown platforms with toe-boards, personnel elevators or climbing assists that reduce exertion during emergency escape, and derrick emergency escape devices (Geronimo lines or controlled-descent devices) positioned at the monkeyboard for abandonment scenarios. Administrative controls include permit-to-work at height, a documented rescue plan for any work above two metres, and the requirement that no one works alone on an elevated platform. PPE is the last line — full-body harnesses with shock-absorbing lanyards or self-retracting lifelines, with anchorage points certified to 22 kN minimum.
Slips and trips are fought with housekeeping discipline. Designated wash-down areas, oil-absorbent mats at transition zones, no-trip cable management, and a pre-tour walk-down by the driller are the controls that actually move the needle. “If you can’t walk the floor without stepping over three hoses, the floor isn’t ready for a tour” — a toolpusher’s phrasing that reads like a rule because it is one.
Hazardous Chemicals and Drilling Fluids
The chemical exposure profile on a rig runs wider than most summaries acknowledge. The mud system is the dominant source — water-based muds with bentonite and polymer additives, oil-based muds with diesel or synthetic base fluids, and high-performance synthetic systems each carrying their own inhibitors, weighting agents, surfactants, and biocides. Completion and stimulation fluids add concentrated acids (HCl, HF blends) for matrix stimulation. Cementing operations introduce cement slurry and respirable crystalline silica dust during bulk handling. Flowback operations release benzene and other BTEX aromatics along with diesel exhaust from surface equipment.
Common drilling chemical groups a rig crew handles daily:
- Weighting agents: barite, haematite — dust hazards during bulk transfer.
- Viscosifiers and polymers: bentonite, xanthan gum — inhalation of fine powders.
- Corrosion and scale inhibitors: amines, phosphonates — skin and eye contact.
- Biocides: glutaraldehyde, quaternary ammonium — respiratory sensitisers.
- Oil-based mud base fluids: low-aromatic mineral oils, synthetic esters — dermal exposure risk.
OSHA 29 CFR 1910.1200 (Hazard Communication) and the GHS/CLP harmonised system are the regulatory spine. SDS availability at the point of use is non-negotiable — on an audit of any rig, if the HSE file room has the SDSs but the mud pit operator cannot produce one, the programme has failed. Engineering controls centre on closed mud-handling systems, local exhaust ventilation on shale shakers where oil-based fluids are in use, and bulk-handling enclosures for silica-bearing materials. PPE — chemical-resistant gloves specific to the fluid category, face shields, and respiratory protection rated for the actual exposure — is the final layer, and glove selection is where most programmes stumble. Nitrile does not protect against all oil-based mud components; the rig’s chemical-handling matrix should specify glove material by product, not by category.
Noise, Vibration, and Physical Agents
A rig floor at full operation routinely runs above 85 dB(A) — mud pumps, prime movers, top-drive motors, and hydraulic power units layering noise into a continuous industrial envelope. ISO 9612 sets the methodology for occupational noise measurement, and the OSHA permissible exposure limit of 90 dB(A) over an 8-hour TWA (with a 5 dB exchange rate) is routinely exceeded on older mechanical rigs without acoustic enclosures.
Hand–arm vibration from pneumatic tong operation, impact wrenches, and chipping hammers introduces HAVS risk over careers, measured under ISO 5349. Chronic HAVS is not a drilling-rig conversation in the way fatality prevention is, but the long-tail cost in compensation claims and premature medical retirement is substantial.
Heat and cold stress bracket the physical-agent category. Arid-zone drilling operations with ambient temperatures above 45 °C demand work-rest cycles, electrolyte replacement protocols, and medical surveillance for workers with cardiovascular risk factors. Arctic operations flip every variable — frostbite exposure, reduced dexterity for PPE use, and equipment brittleness at −40 °C operational extremes.
Controls run the hierarchy. Acoustic enclosures on generators and mud pumps are engineering measures that cost less to install new than to retrofit. Rotation of personnel out of high-noise zones is the dominant administrative control. Dual hearing protection — earplugs plus earmuffs — becomes mandatory above 100 dB(A) and is not optional on rig floors where the exposure sits in that envelope.
Electrical Hazards
Electrical hazards on a rig split into two categories. The general-industry profile — shock, arc flash, lockout/tagout during maintenance — applies in every enclosed space on the rig. The rig-specific profile comes from two sources: high-voltage SCR houses delivering DC to drawworks, mud-pump, and rotary motors, and overhead transmission lines during rig moves and mast raising.
Overhead-line contact during rig moves is one of the most consistent causes of multi-fatality incidents in the land-rig segment. OSHA 29 CFR 1910.303 Table S-3 specifies minimum clearance distances between energised overhead lines and elevated equipment, and an unplanned detour around a soft patch of road is how those clearances get violated. Every rig-move journey management plan should specify the route, the clearance at every line crossing, and the spotter protocol before the first piece of equipment leaves the previous pad.
Maintenance work inside energised equipment is governed by 29 CFR 1910.147 — the Control of Hazardous Energy (Lockout/Tagout) standard. LOTO on a rig has to account for stored energy in accumulators, hydraulic lines, and pneumatic systems alongside electrical isolation. A lock and tag on a single disconnect is not LOTO on a drilling rig; it is the first step in a multi-energy isolation that includes mechanical blocking of suspended loads and bleeding of pressurised lines.
Transportation and Remote-Site Hazards
The single largest killer of oil and gas extraction workers is not on the rig floor. It is the highway. OSHA and BLS data attribute roughly four of every ten industry fatalities to highway vehicle crashes, driven by a combination of long commutes to remote sites, fatigued drivers ending 12-hour tours, poorly maintained rural roads, and heavy equipment traffic in and out of the pad.
Journey management is the primary control. A defensible journey management programme specifies authorised routes, in-vehicle monitoring systems logging speed and braking, mandatory seat-belt policy enforcement with employment consequences for violations, and — most importantly — shift-handover timing that does not put a driver on the road at the end of a 12-hour tour if any alternative exists. Bunkhouse accommodation on site is the most effective single intervention for eliminating end-of-shift highway exposure.
Load security for rig moves governs everything from drill pipe bundles to BOP stacks. Helicopter transfer to offshore installations adds an entirely separate risk envelope — HUET training, immersion suits, manifest discipline, and weather go/no-go criteria are the standard controls, all sitting under the operator’s aviation department rather than the rig HSE programme but interfacing with it at every crew change.
Ergonomic Hazards and Human Factors
Strains, sprains, and cumulative musculoskeletal injuries are the hazard category that IOGP’s recent guidance has elevated substantially. They rarely cause fatalities, but they dominate lost-time injury data and compensation claims — and they are the hazards most responsive to the human and organisational performance (HOP) approach the industry has been absorbing over the last few reporting cycles.
Manual handling of tongs, drill collars during inspection, casing centralisers, and hand tools generates the baseline load. Repetitive reach and torque at the rig floor drives chronic shoulder and back complaints. Fatigue from 12-hour shifts compounds every other ergonomic exposure — the hands and eyes that made good decisions in hour 3 make worse ones in hour 11.
HOP reframes the conversation. Errors are symptoms, not causes. A driller who misses a flow-in deviation at 03:00 on the sixth consecutive night shift is not failing as an individual; the system scheduled him into a predictable failure mode. Controls follow that logic: automated pipe handling removes the ergonomic exposure; powered slips and hydraulic tong systems remove the manual load; roster design with adequate recovery between tours addresses the fatigue pathway; leading-indicator reporting (near misses, hazard observations, stop-work use) gives the organisation early signal before the accident writes itself.
Building a Drilling Safety Management System
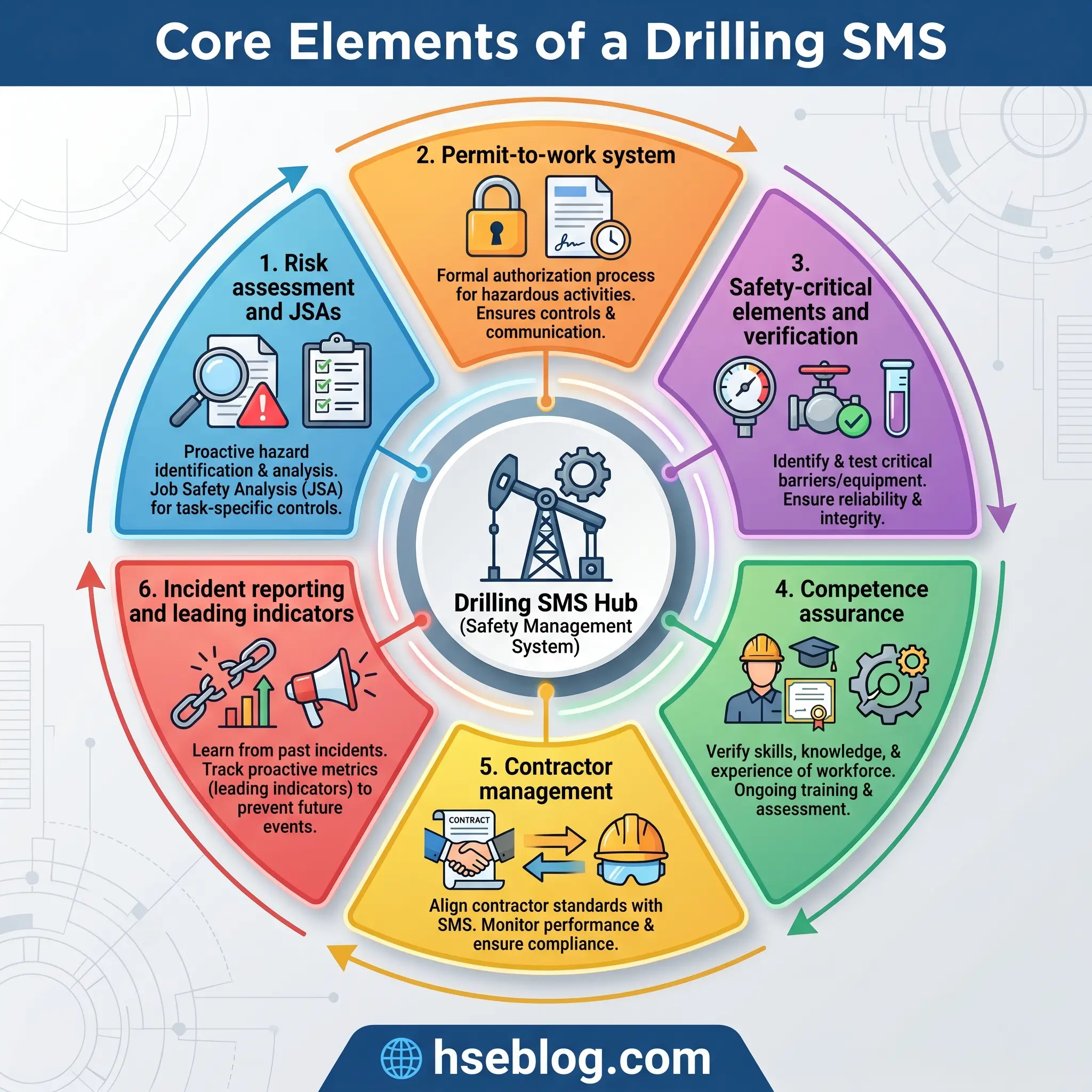
All of this hazard-by-hazard control work collapses without an integrated management framework binding it together. A drilling rig runs hundreds of work activities across a 24-hour day, and no site manages that through individual hazard controls alone. The discipline is built into a safety management system (SMS) with a few core elements that every competent operator shares.
The foundation is risk assessment. A JSA or JHA is written for every non-routine task — not the daily making of a connection, but the first time a crew handles a new type of tubular, runs a different directional tool, or works a section with new formation characteristics. Permit-to-work systems govern hot work, confined space entry, work at height, breaking containment, and energy isolation. A JSA and a permit are different instruments: the JSA assesses the hazards of a specific task, the permit authorises the task under defined conditions.
The UK safety-case model, formalised under SCR 2015 and supported by DCR 1996 on the well side, elevates this to a documented demonstration that major accident hazards are identified, that safety-critical elements (SCEs) have defined performance standards, and that an independent verification scheme confirms those standards in practice. The BOP is an SCE. The fire and gas detection system is an SCE. The emergency evacuation equipment is an SCE. Each has a performance standard written into the safety case, and each is verified at defined intervals by an independent competent person.
Competence assurance closes the loop. IWCF or IADC WellCAP certification for well control, IADC RigPass for general rig safety, medical fitness for arduous work, H₂S training with current dates, fall protection training for anyone working above the defined threshold — the crew matrix shows every role against every required certification, and a cell without a current date is a control failure, not an administrative inconvenience.
Contractor management is the hazard hiding in plain sight. Across the IOGP 2024 dataset, 26 of 32 fatalities involved contractor employees. That figure, broken out across all activities and not drilling alone, still describes a structural pattern the industry cannot keep treating as incidental. Contractor HSE selection, bridging documents that reconcile operator and contractor procedures, onboarding that covers site-specific hazards rather than generic orientation, and operator oversight of contractor work are the controls that move the number. ISO 45001 provides the overarching OHS management-system standard, and it is increasingly the contractual baseline for anyone tendering into upstream work.
Regulatory Framework Governing Drilling Safety
The regulatory landscape for drilling safety is fragmented by jurisdiction, and the most damaging mistake a multi-country operator can make is to treat the two regimes as interchangeable. They are not.
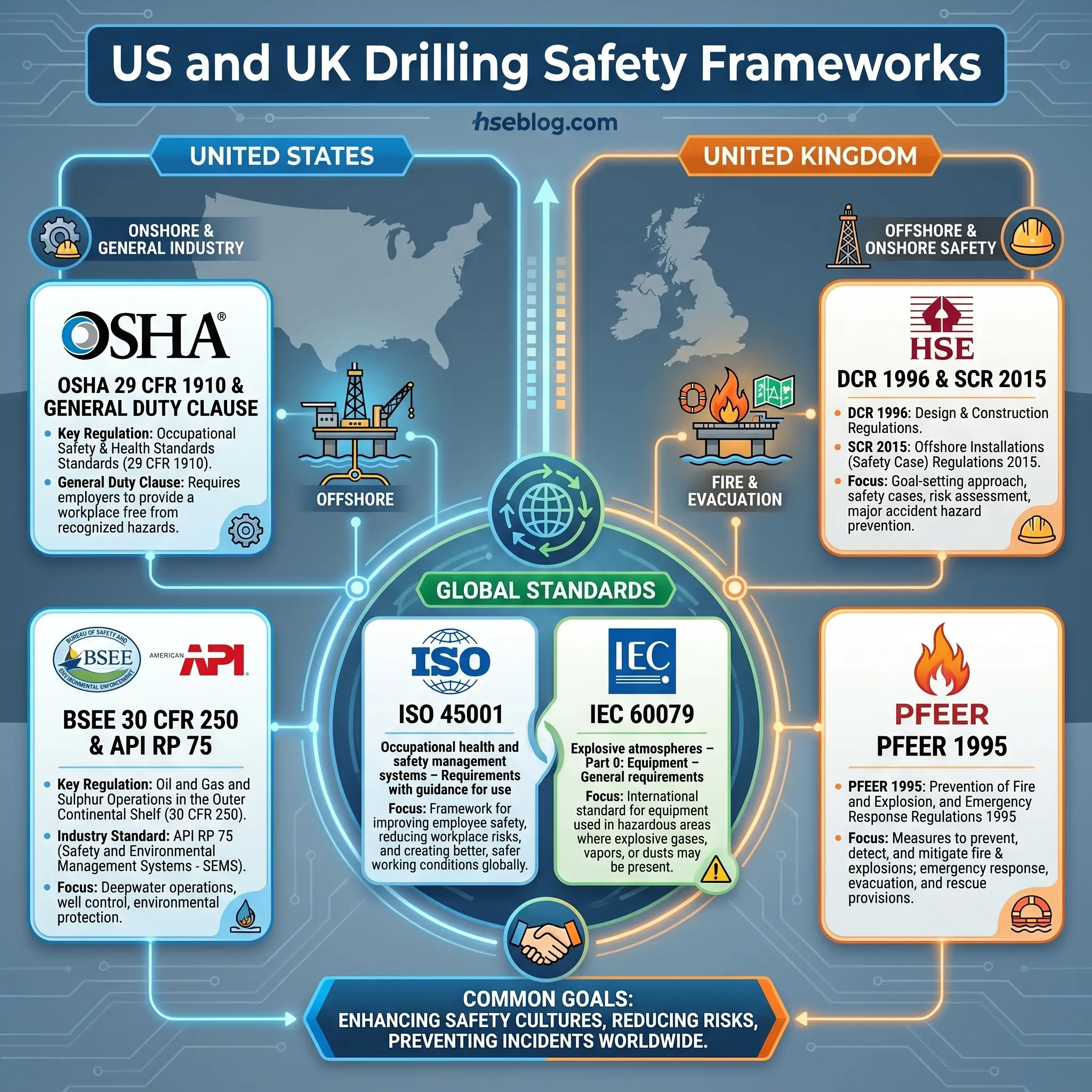
United States. OSHA 29 CFR 1910 (General Industry Standards) covers the majority of oil and gas drilling operations, contrary to the common assumption that 29 CFR 1926 (Construction) applies. An OSHA letter of interpretation clarifies that 1926 applies only to site-preparation work — levelling, trenching, excavation — before drilling begins. Once drilling is active, 1910 applies, including Subpart D (walking/working surfaces), Subpart I (PPE), Subpart S (electrical), 1910.146 (confined space), 1910.147 (LOTO), and 1910.1200 (HazCom). Where no specific standard addresses a recognised hazard, the General Duty Clause under Section 5(a)(1) of the OSH Act provides the enforcement basis. BSEE regulates offshore operations in the US Outer Continental Shelf under 30 CFR 250, with Subpart S adopting API RP 75 as the SEMS framework.
United Kingdom. The Health and Safety at Work Act 1974 is the umbrella. On top of it, the Offshore Installations and Wells (Design and Construction, etc.) Regulations 1996 (DCR) cover the full well lifecycle from design to abandonment, with Regulation 18 requiring independent well examination. The Offshore Installations (Offshore Safety Directive) (Safety Case etc) Regulations 2015 (SCR 2015) require an accepted safety case before operating in UK external waters. The Prevention of Fire and Explosion, and Emergency Response on Offshore Installations Regulations 1995 (PFEER) layer in fire, explosion, and evacuation requirements. Management and Administration Regulations 1995 (MAR) cover organisational aspects. HSE guidance document L154 is the operational reference.
Industry standards. API RP 54 is the industry benchmark for rig-site occupational safety. API RP 53 governs BOP equipment. API RP 49 covers sour-service operations. API RP 75 is the offshore SEMS reference. NACE MR-0175 / ISO 15156 governs sour-service metallurgy. IADC publishes the Accident Prevention Reference Guide and WellCAP curriculum. IWCF publishes the internationally recognised well-control competence standard.
International. ISO 45001:2018 is the OHS management-system standard. ISO 29001 is the petroleum-industry-specific quality management standard. IEC 60079 governs electrical equipment in explosive atmospheres.
| Jurisdiction | Primary Instrument | Core Requirement |
|---|---|---|
| USA (onshore) | OSHA 29 CFR 1910 | General industry hazard controls |
| USA (offshore) | 30 CFR 250 Subpart S + API RP 75 | SEMS programme |
| UK | DCR 1996, SCR 2015, PFEER 1995 | Safety case + well examination |
| International | ISO 45001, ISO 29001 | OHS and quality management |
| Industry standards | API RP 54, 53, 49; NACE MR-0175 | Rig safety, BOP, H₂S, metallurgy |
| Competence | IWCF, IADC WellCAP | Well-control certification |
Drilling Safety Checklist: A Pre-Tour and Daily Review
A toolpusher’s pre-tour walk is where abstract procedure becomes an actual control. The checklist below is the distilled version — organised in the sequence a supervisor would actually walk the rig, starting with the floor and moving outward.
- Rig floor and walkways: guardrails complete and secured, toe-boards in place, walkways free of oil and cable runs, anti-slip surfaces visible and uncovered.
- Rotary and power tong area: red-zone barricades intact, tong counterweights with positive retention, iron roughneck functional, emergency stops tested.
- Derrick and travelling block: crown safety device functional, dropped-object inspection current (DROPS), monkeyboard gates and derrickman equipment in place.
- BOP and well control: stack tested within schedule and recorded, accumulator pressure at design value, kill and choke lines clear, shut-in drill within frequency, choke manifold valves in correct position.
- Gas detection: fixed sensors functional and calibrated (dates logged), personal monitors issued with current bump test, wind socks visible from all muster points.
- Fire protection: extinguishers charged and within inspection date, fixed fire suppression tested, flare line clear, ignition system on flare tested.
- Mud and fluid systems: shale shaker guards in place, pit-level monitors calibrated, mud logger hand-over complete, chemical storage bunded and SDSs available.
- Electrical: hazardous-area equipment compliant with area classification, LOTO kit complete, overhead-line clearances verified for any mast or crane work.
- Emergency preparedness: muster points identified and briefed, SCBA and cascade air inspected, first-aid kit complete, medic or medic-first-aider on tour.
- Permits, JSAs, and competence: permits-to-work current for all planned non-routine work, JSAs reviewed with crew, H₂S certification verified for sour-service tour, well-control tickets verified for driller and assistant driller, fall-protection training current for any at-height work.
That list does not replace a formal SMS. It is the pre-tour cognitive checkpoint between the supervisor and the operating reality of the rig at the moment a new crew takes over. Laminated on the driller’s console, it is about thirty seconds of reading. Skipped, it is thirty seconds that can define the next twelve hours.
How AI, Automation, and Digital Tools Are Changing Drilling Safety
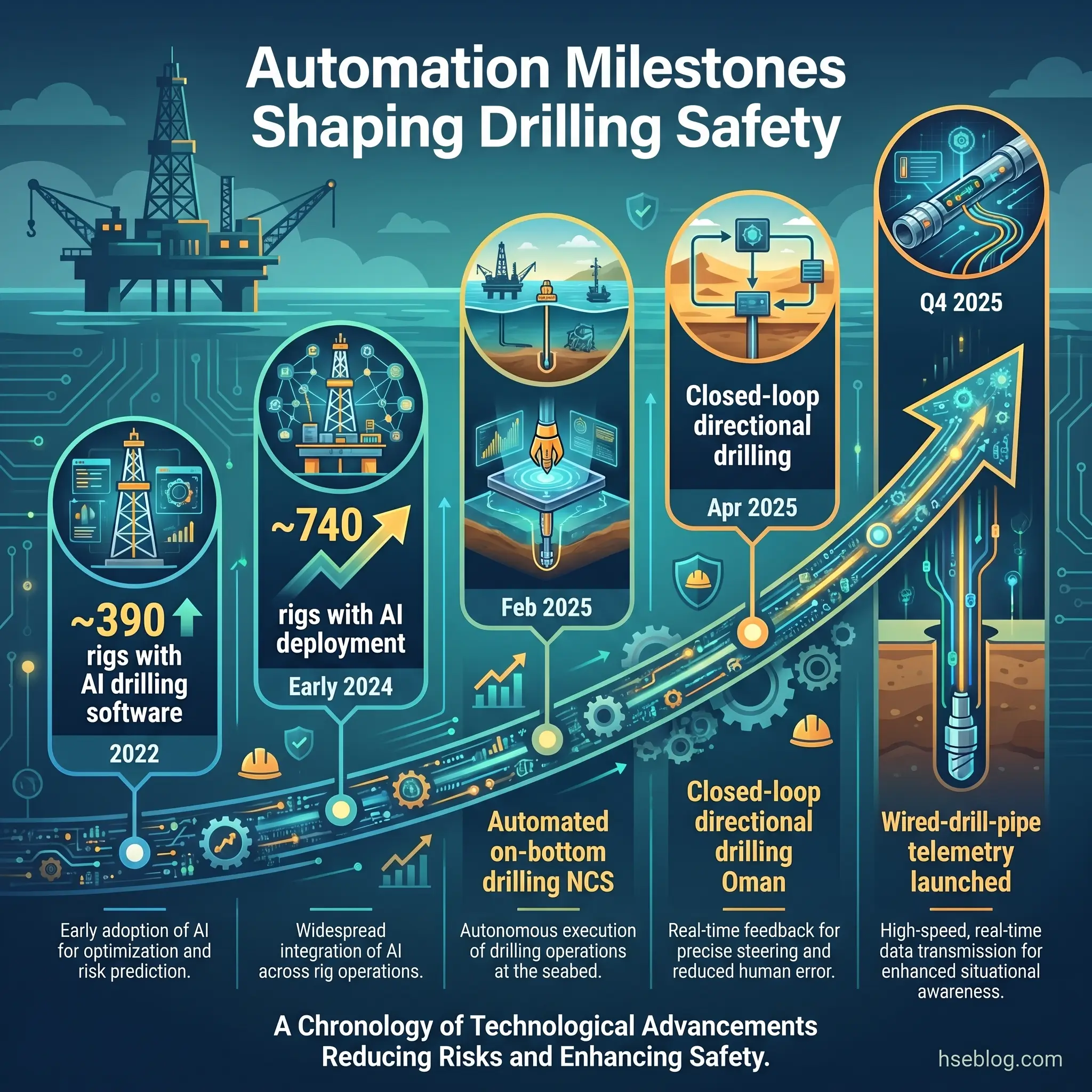
The drilling industry has been running automation for decades — top drives, iron roughnecks, automated catwalks — but the last two reporting cycles mark a shift from individual automated components to closed-loop automated drilling. By early 2024, approximately 740 rigs globally had AI-based drilling optimisation software installed, nearly double the 2022 figure, according to industry market analysis.
The 2025 deployments that matter for safety are concrete, not conceptual. In February 2025, the Halliburton and Sekal integration of LOGIX with Drilltronics delivered automated on-bottom drilling on the Norwegian Continental Shelf — closed-loop control of weight on bit, rotary speed, and flow rate with human oversight from onshore. In April 2025, Halliburton and Nabors deployed fully automated rotary and slide drilling in Oman, integrating surface and subsurface automation for the full directional drilling cycle. In Q4 2025, Halliburton launched StreamStar wired-drill-pipe telemetry, providing high-bandwidth real-time data from downhole to surface in a production-deployed form.
The safety implications are real but not symmetrical. Automated pipe handling has measurably reduced limb injuries on rigs that have converted, and the documentation is clearest on manual-tong replacement — rigs report near elimination of finger and hand injury claims within a year of full conversion. Real-time operations centres (RTOCs) onshore monitor rig-floor parameters continuously, and the additional set of experienced eyes on the data has caught kick indications that the on-site crew missed. AI-assisted kick detection specifically trains on flow-in/flow-out, pit-level, and hydraulic parameters to flag anomalies seconds to minutes earlier than human-only monitoring.
The caveats are equally real. Automation removes the exposure of the removed task but introduces oversight, cybersecurity, and deskilling risks. A crew that has not manually handled a kick for two years is not the crew you want when the automated system trips off-line and a human-in-the-loop response is suddenly the only line left. Cybersecurity on rig control networks is not a theoretical concern — industry advisories on industrial control system vulnerabilities in oilfield equipment have moved this from a specialist topic to a mainstream HSE concern. The rigs getting the most out of automation are the ones training their crews to the fallback mode as seriously as to the primary.
Frequently Asked Questions

Conclusion
Drilling safety is not a mystery. Every hazard category in the sections above is known, characterised, and controllable — struck-by risk reduces with mechanical pipe handling, fire risk reduces with ignition-source discipline and atmosphere detection, well-control risk reduces with barrier integrity and competence, H₂S risk reduces with sour-service metallurgy and contingency planning, falls reduce with elimination of work at height, and transportation risk reduces with journey management. What separates rigs that consistently deliver a safe section from rigs that write near misses every tour is not the quality of their procedures — it is whether those procedures survive contact with a 12-hour night shift in the third week of a rotation.
The long-view numbers are genuinely encouraging. IOGP data shows the fatal accident rate has fallen by over 90% since 1985, and 2024’s 0.77 per 100 million hours is the continuation of a multi-decade downward trend driven by engineering controls, competence frameworks, and management-system maturity. The gap to zero is real — 32 fatalities across one year of reporting is 32 too many — but the industry that produced those numbers is the same industry that has pulled them down by an order of magnitude in thirty years. The work is learnable, and the direction is correct.
For any reader running or auditing a rig, three actions reward immediate attention: audit the JSA and permit library against the tasks actually being worked on shift; verify that contractor HSE performance data is reviewed with the same seriousness as operator data, given the contractor fatality weighting in the IOGP set; and benchmark the rig’s leading-indicator reporting rate against IOGP performance indicators. Drilling safety is built one decision, one JSA, one pre-tour walk at a time — and the improvement curve is made of those decisions, compounded across every tour.