

There is a moment during a FIBC discharge into a glass-lined reactor when the air above the receiving chute feels electrically loaded. Fine organic powder cascades in a continuous stream, and the particles scrape past each other at velocities that generate charge faster than it can bleed to ground. The operator’s gloved hand rests on the bonding clamp. The potential difference between the bag, the bond wire, and the reactor shell is measured in thousands of volts — but the energy is moving safely to earth because every conductor in that room is electrically continuous. Swap the bag from a Type C FIBC to an untreated liner, skip the earth braid, and the same routine pour becomes the ignition source for a dust deflagration that will take out the mezzanine above.
Electrostatic discharge (ESD) occupies an unusual place in my HSE work. It is the only hazard on our site that can destroy a €400 control board at 20 volts and kill three operators at 25 millijoules. Most workplaces treat those as separate problems, managed by different departments — electronics reliability on one side, process safety on the other. They are not separate. This article covers the physics of charge generation, the four discharge types recognised by IEC 60079-32-1, the dual pathways through which ESD causes harm, the regulatory framework spanning ANSI/ESD S20.20 to NFPA 77, and the control measures that actually prevent incidents on the shop floor.
What Is Electrostatic Discharge (ESD)?
Walk past a person in synthetic overalls sliding off a plastic chair and a handheld fieldmeter will read a body potential in the thousands of volts. The human will not feel anything. The field-effect transistor in the instrument on the next bench may already be damaged.
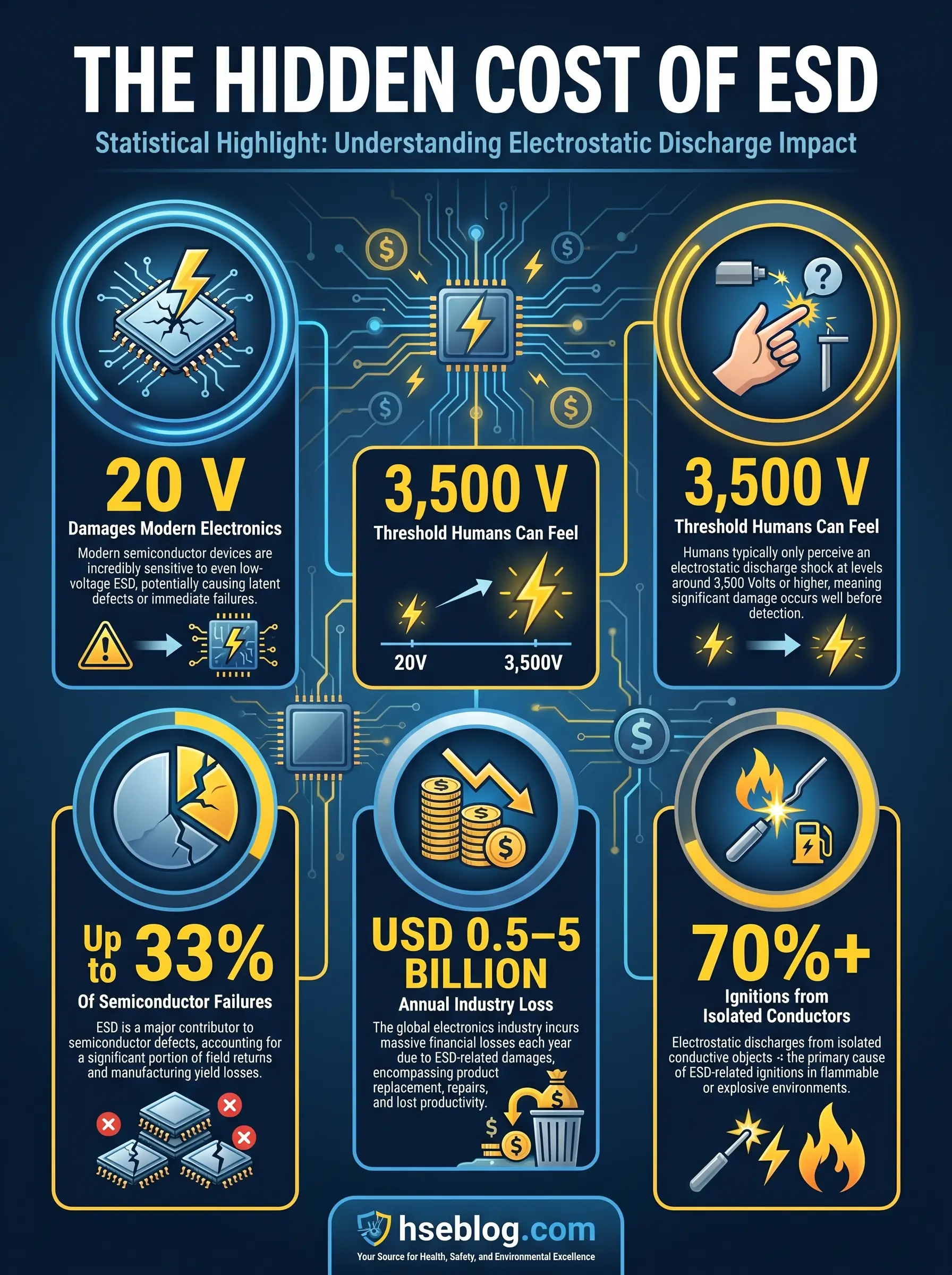
Electrostatic discharge is the sudden transfer of electric current between two objects held at different electrical potentials. The generation mechanism behind almost every workplace case is triboelectric charging — contact and subsequent separation of two materials, during which electrons transfer from one surface to the other. When one surface is an insulator, the imbalance has nowhere to go, and charge accumulates until a discharge path becomes available.
A few scale references sharpen the picture. Walking across a carpet in dry conditions can build between 500 and 25,000 V on a human body. Removing a synthetic overgarment or splash-loading an unbonded steel drum routinely generates thousands of volts of potential. The human nervous system registers a discharge only above around 3,500 V — a threshold documented in the EOS/ESD Association’s fundamentals material. Below that, every event is invisible.
Two terms get confused often enough that they are worth separating cleanly. Static electricity is the stored imbalance — the voltage sitting on a surface. ESD is the event of release. One is the cause, the other is the damage mechanism.
Watch For: A warm, “plasticky” smell near an electronics assembly bench is rarely resin. It is often ozone produced by repeated low-level ESD events from an overlooked insulator — a plastic label, a polymer tool handle, a synthetic chair.
How Static Charges Build and Discharge: The Four Discharge Types
Most reference material treats discharge as one generic event. It is not. The geometry of the discharge decides the energy released, and the released energy decides whether you have a damaged transistor, an ignited solvent vapor, or a dust explosion. IEC 60079-32-1 classifies five forms of discharge relevant to hazard analysis. Four of them do the bulk of the damage across industry.
The comparison below is the summary I hand to new process safety engineers on their first week:
| Discharge type | Mechanism | Typical energy | Primary hazard context |
|---|---|---|---|
| Spark | Between two conductors at different potential | Up to several hundred mJ | Ignites most flammable vapors, gases, and dusts |
| Brush | Curved conductor to charged insulator | Up to ~4 mJ | Ignites gases and vapors; rarely ignites typical dusts |
| Propagating brush | Thin charged insulating layer breaking down | Up to ~1 J | Ignites dusts, gases, and vapors — most energetic |
| Corona | Sharp point at high potential | Below 0.1 mJ | Generally not an ignition source |
| Cone (bulking) | Inside silo during powder fill | Up to ~10 mJ | Emerging concern during bulk handling |
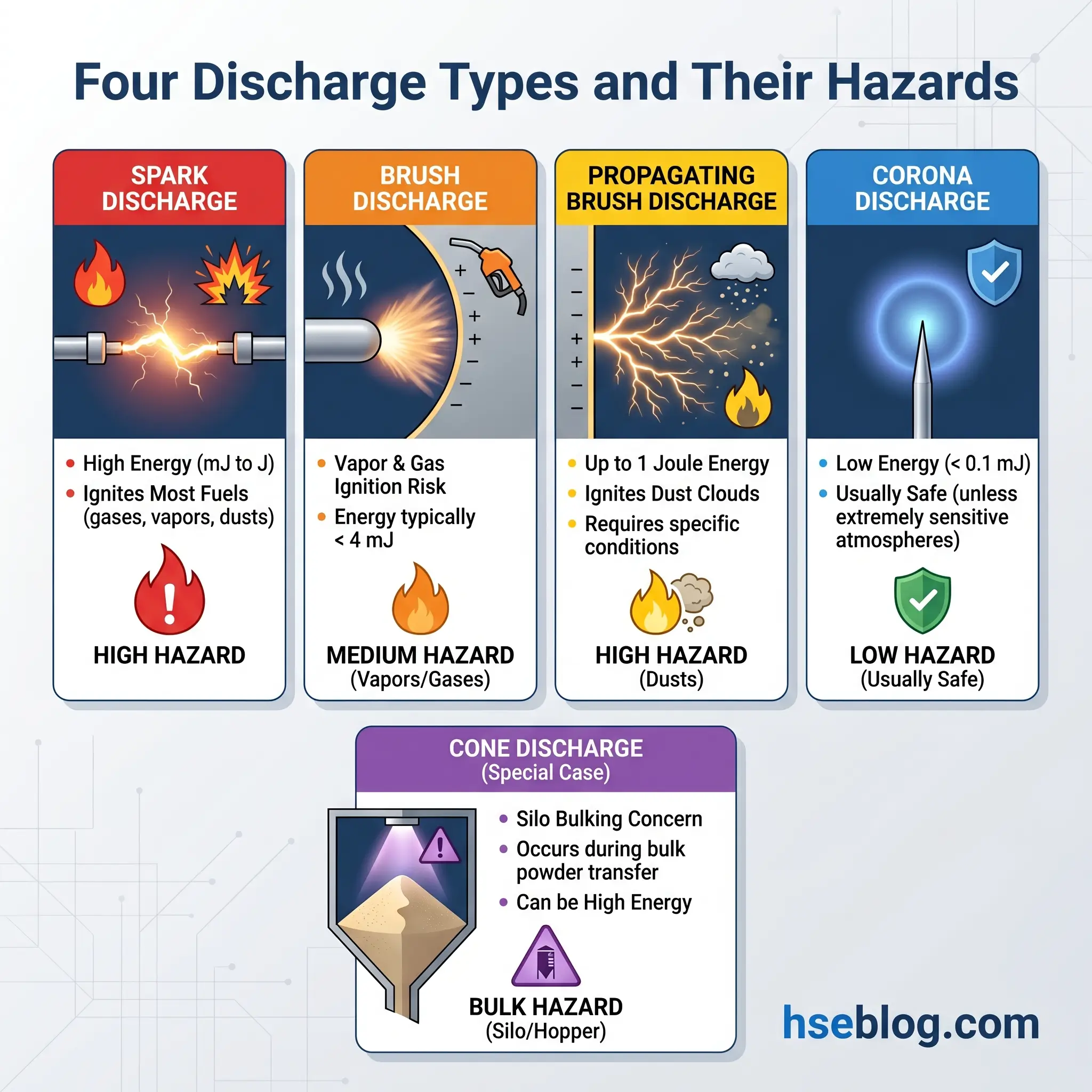
Spark discharges are the classic concern — they form between two conductors and deliver almost the entire stored energy in microseconds. Brush discharges form when a curved conductor approaches a charged insulator; they are less energetic but still exceed the minimum ignition energy (MIE) of many solvents. Propagating brush discharges occur when a thin plastic film is charged on one side and grounded on the other, then breaks down — they routinely deliver over 1 J and are the reason plastic liners inside metal IBCs are strictly controlled under NFPA 77. Cone discharges form inside silos during bulk powder filling and are now tracked separately in IEC 60079-32-1 after several grain and pharmaceutical incidents.
The Two Faces of ESD Risk: Why This Hazard Matters
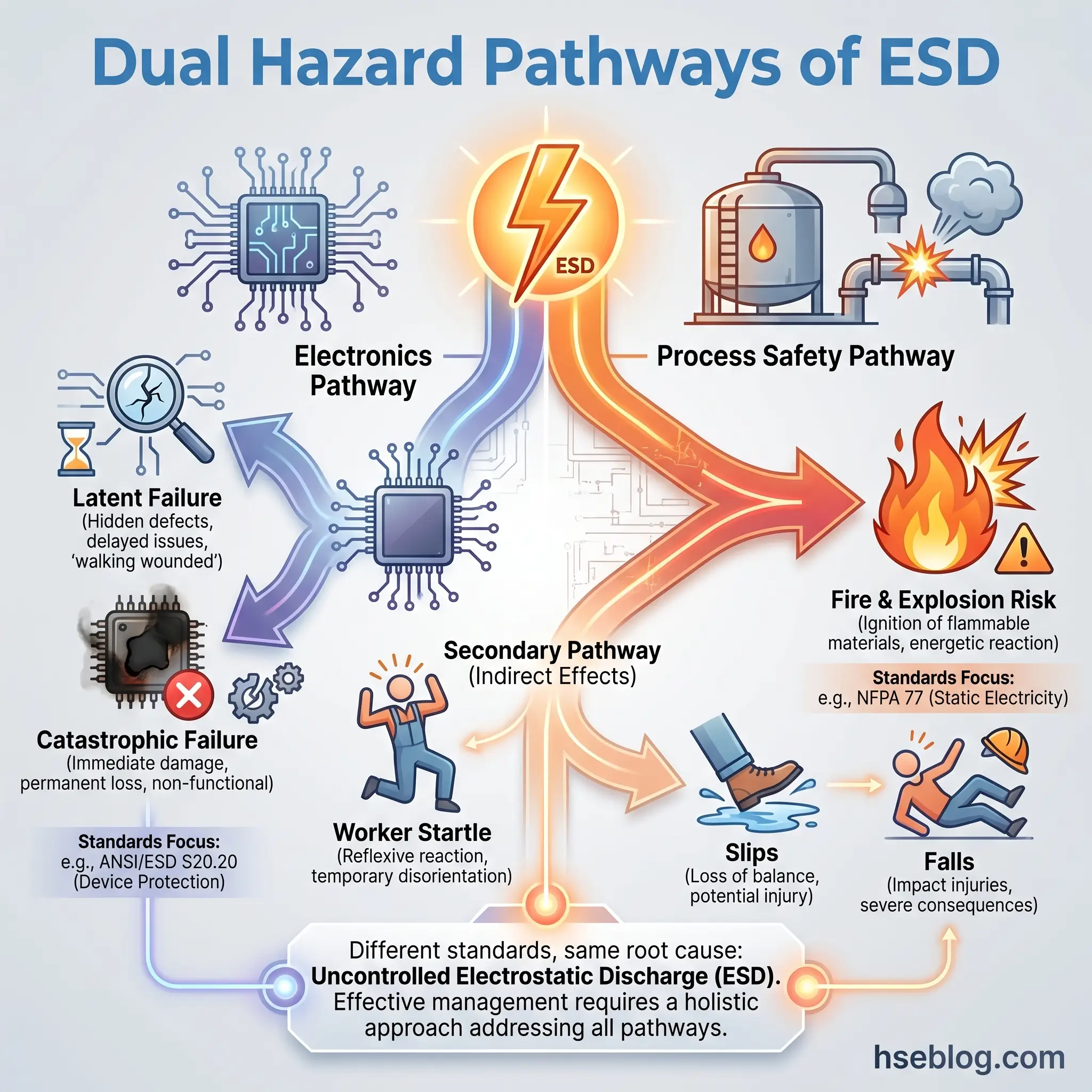
ESD is two hazards that share a name. Managing one does not manage the other. Every ESD program I’ve audited that focused only on electronics protection, or only on process safety, had unmanaged residual risk on the side it ignored.
The two tracks differ in every dimension — the threshold of harm, the speed of consequence, the standards that govern them, the professionals who recognise them, and the corrective actions that actually work. An electronics engineer who has built immaculate ESD-safe workstations may still specify a synthetic vacuum hose for a solvent-wetted area. A process safety engineer with faultless bonding schedules may fail to notice that a mis-connected wrist strap is damaging the instrumentation his team depends on.
Electronics Damage: Catastrophic vs. Latent Failures
Catastrophic failures are the easier problem. A component is killed outright and caught at functional test. The line loses a unit and moves on. Latent failures are the more dangerous category. A marginal discharge degrades an oxide layer or a metallisation path; the device still passes QC but fails weeks or months later — sometimes in a patient’s pacemaker, sometimes in an automotive airbag controller, sometimes in a process control board that then fails to close a safety valve. The EOS/ESD Association estimates that ESD is responsible for up to 33% of semiconductor failures across manufacturing and handling, with annual industry losses between USD 0.5 billion and USD 5 billion. Latent defects are the harder half of that number to measure because they surface as warranty returns and field failures, not as scrap.
This is why modern semiconductor geometries have pushed device susceptibility thresholds downward. A decade ago, 2,000 V Human Body Model (HBM) was the working design target. Many of today’s advanced packages now qualify at 250 V HBM or below, which is one of the drivers behind the 2025 revision of ESD TR20.20 and the new IEEE Practical ESD Protection Design certificate.
Fire and Explosion: When a Spark Becomes a Disaster
On the process safety side, the question reduces to a single comparison: does the energy of a possible discharge exceed the Minimum Ignition Energy of the atmosphere present? NFPA 77 and IEC 60079-32-1 publish the reference tables. Hydrogen and ethylene oxide sit at the bottom of the scale. Most organic solvents cluster in the low millijoule range. Combustible dusts are usually higher — often tens of millijoules — but finely milled pharmaceuticals and metal powders drop into the single-millijoule range.
Set those numbers against the human body’s maximum stored energy of about 30 mJ, as published by the Prime Process Safety Center citing NFPA 77, and the arithmetic is unavoidable. An ungrounded person is a credible ignition source for virtually every flammable atmosphere encountered in industry. That is why NFPA 77 recommends personnel grounding whenever the atmosphere’s MIE is below 100 mJ.
Common Sources of Electrostatic Discharge in the Workplace
A routine site walk-through from the goods-in bay to the reactor hall will put you past two dozen credible charge-generating activities before lunch. The useful skill is not listing them — it is noticing the ones your permit-to-work system silently assumes away.
Process safety charge sources on a specialty chemicals or pharmaceutical site are dominated by material transfer:
- Liquid transfer at high velocity — splash filling, drum top-loading, hose whip, and low-conductivity solvents such as toluene or hexane.
- Powder handling — pneumatic conveying, bag dumping, IBC discharge, milling, and micronisation all generate cone, brush, and propagating brush discharges.
- FIBC (big bag) operations — the biggest concern when the wrong bag type is used in a flammable atmosphere. Type A bags should never appear in Zone 21 or Zone 22.
- Belt drives and conveyors — rubberised belts on isolated frames accumulate kilovolts routinely.
- Personnel movement — walking, sliding off seats, removing PPE, brushing past insulators.
- Plastic packaging and liners — drum liners, shrink wrap, and polymer pails in close proximity to flammable atmospheres.
Electronics EPAs carry a different source profile but the same physics:
- Insulators near sensitive devices — plastic binders, untreated foam, coffee cups, personal mobile phones.
- Ungrounded handling tools — tweezers, scoops, vacuum nozzles without dissipative paths to ground.
- Synthetic garments — nylon, polyester, or fleece worn under an ESD smock.
- Poorly maintained ionisers — an ioniser that drifts out of balance is a charging device, not a remediator.
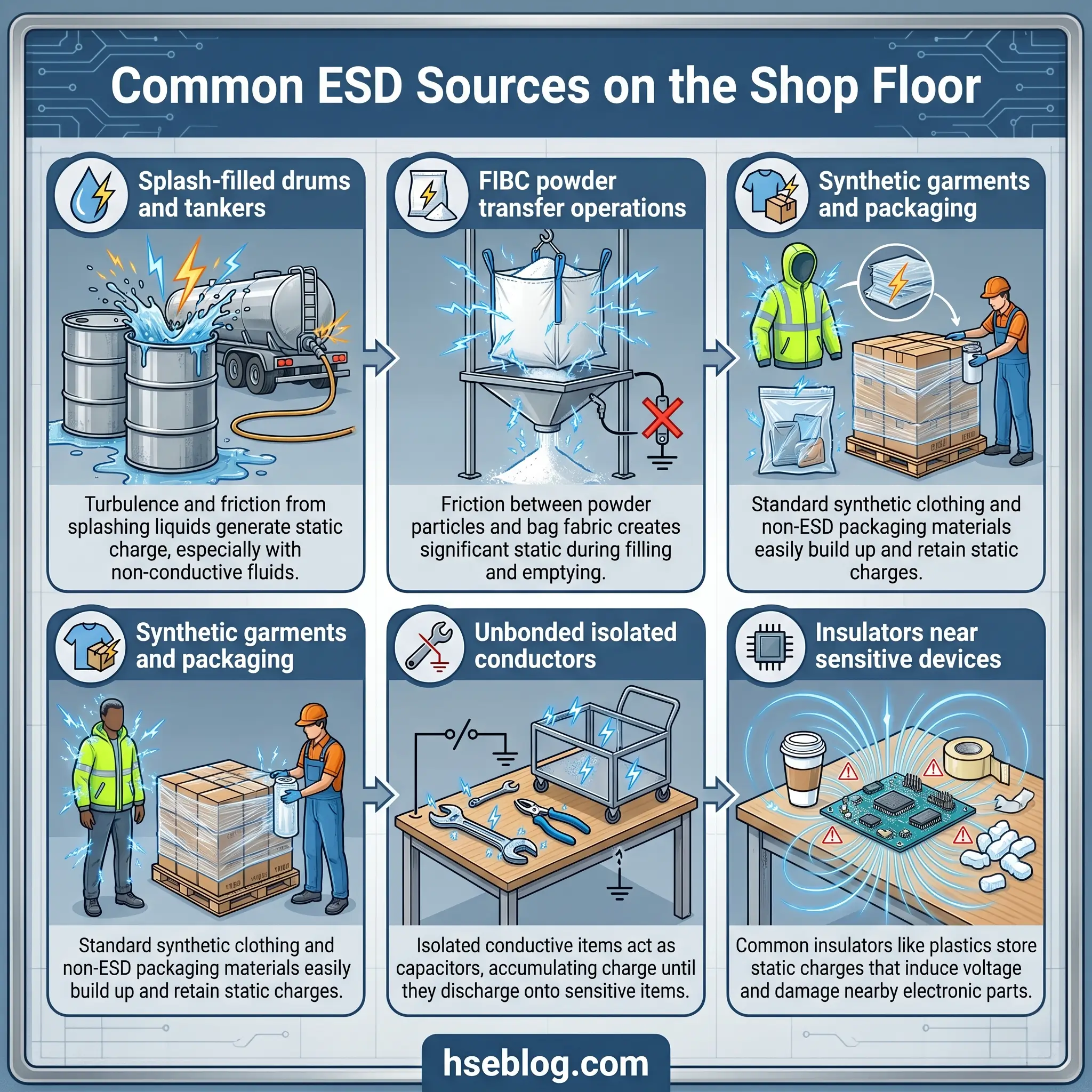
Across every one of these categories, the Ohsawa study of 153 industrial static-ignition accidents over 50 years found the same root cause in over 70% of cases: an isolated conductor — including the human body — accumulating charge until a spark discharge occurred. Nothing else on any source list matters more than eliminating isolated conductors.
ESD Hazard Assessment: A Practical Risk-Based Approach
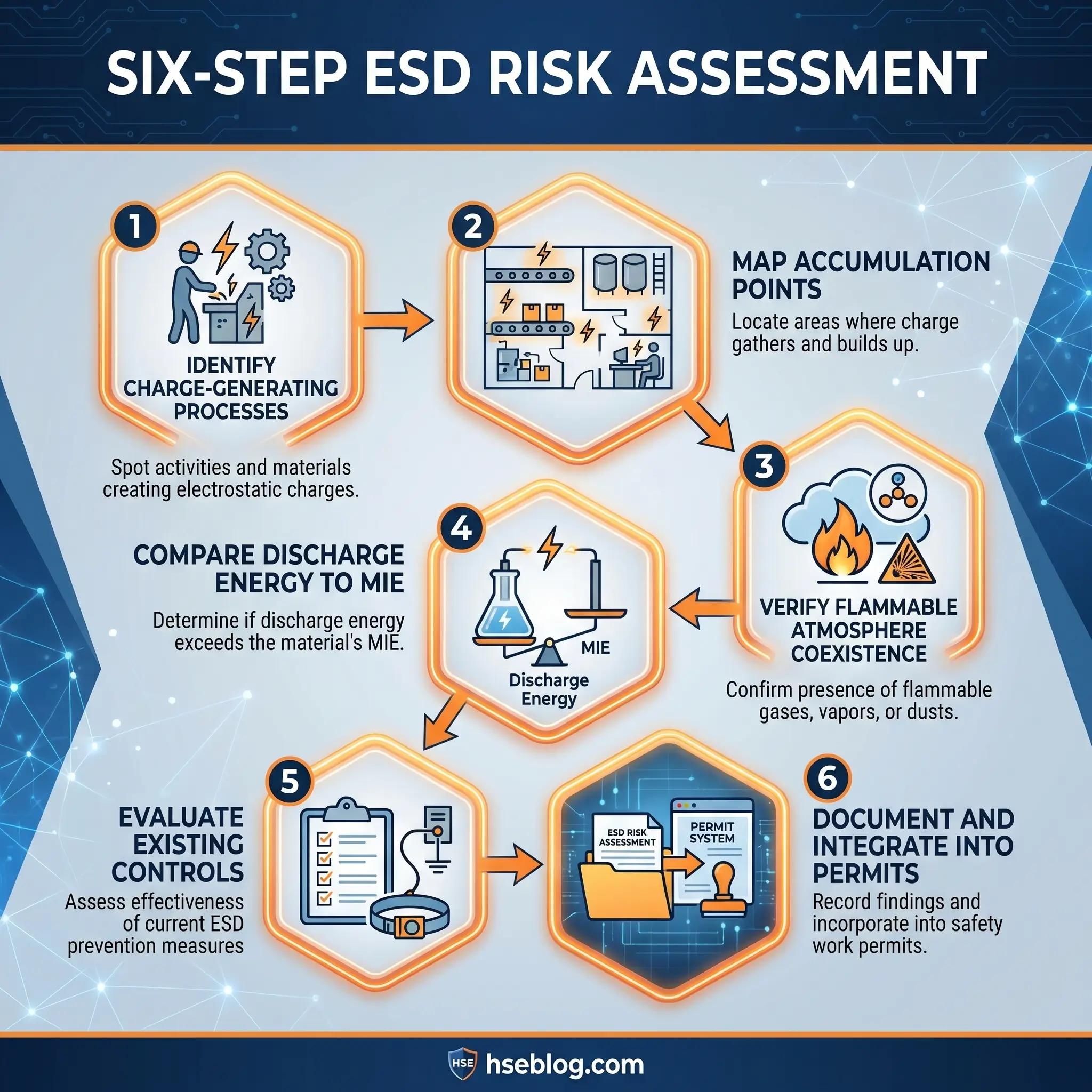
IEC 60079-32-1 is explicit on this point: electrostatic hazards must be assessed for every activity in an explosive atmosphere, not assumed away because generic controls are in place. NFPA 77 carries the same logic for general industry. The six-step workflow below is the one I use with process engineers and integrate into our Dust Hazard Analysis (DHA) and permit-to-work systems.
- Identify charge-generating processes and materials. List every transfer, separation, pulverisation, and high-velocity flow in scope. Note the resistivity of each material — anything above 10⁹ Ω·m can hold charge for minutes after flow stops.
- Identify accumulation points. Map every conductor that could become isolated — a flexible hose with a failed earth braid, a plastic-bushed pump shaft, an operator in rubber-soled boots, a nested metal scoop on a polymer workbench.
- Determine whether a flammable atmosphere can coexist. Use the area classification drawings and the DHA. Do not rely on “it never reaches LEL” without recent gas-detection data.
- Compare likely discharge energy against the substance’s MIE. If discharge energy approaches or exceeds MIE, the risk is unacceptable without additional controls. Use conservative energy estimates from IEC 60079-32-1.
- Evaluate existing controls and identify gaps. Bonding schedules, FIBC type selection, flow-rate limits, relaxation tanks, inerting, dissipative flooring. Every control needs a verification mechanism with a defined frequency.
- Document the assessment and integrate it into site systems. The output feeds the DHA, the permit-to-work, the area classification review, and the ESD control program audit schedule.
A contractor once asked me why we re-run the assessment whenever a solvent is substituted. I walked him past the drum store and pointed out three flexible hoses that had been approved for isopropanol transfer; the new solvent had one-tenth the conductivity and could hold charge on the hose wall for over a minute after flow stopped. The hoses were fine for the original material and a propagating brush risk for the substitute. He added the solvent-substitution trigger to his change-control form that afternoon.
ESD Prevention and Control Measures
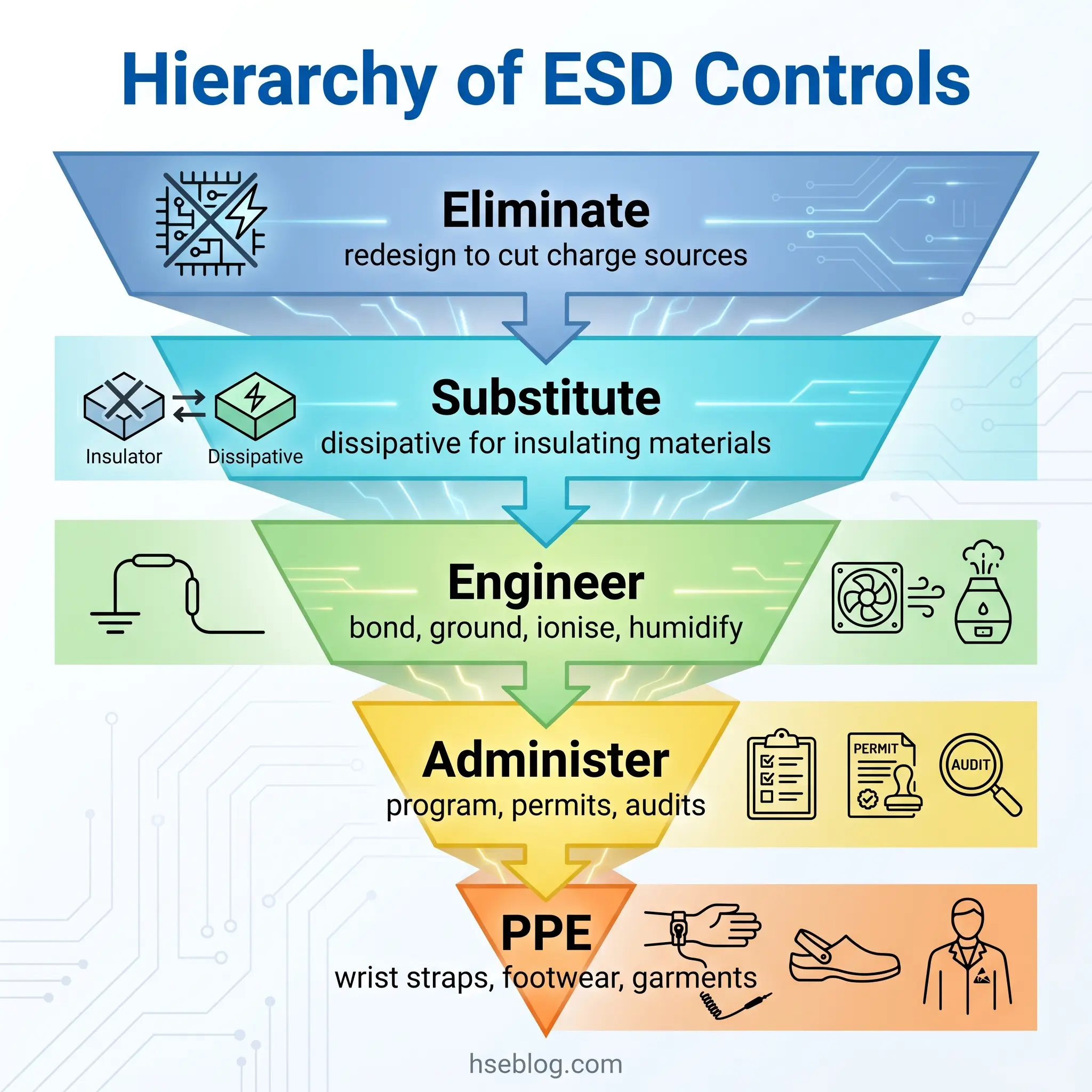
Manufacturer catalogues will sell you a wrist strap in twenty minutes. Building an ESD control program takes months and requires every tier of the hierarchy of controls. The structure below is how I organise prevention, and it is how I recommend auditors test whether a program is real or performative.
Elimination and Substitution
- Replace synthetic insulators with static-dissipative alternatives — dissipative polymer tool handles, dissipative storage bins, treated foam.
- Redesign processes to avoid high-velocity splash filling. Use dip pipes reaching within one hose diameter of the tank floor; cap flow velocities for low-conductivity solvents until the outlet is submerged, per NFPA 77 guidance.
- Keep highly charging materials at least 30 cm from ESD-sensitive devices or flammable zones.
Engineering Controls
- Grounding and bonding of all conductors to a common ground bus. Verification by annual resistance testing to below 10 Ω on hard-wired bonds.
- Electrostatic Protected Areas (EPAs) — bounded work zones with dissipative flooring, worksurfaces, and controlled access. Signage requirements sit in ANSI/ESD S8.1.
- Ionisers to neutralise charge on insulators that cannot be grounded. Require balance verification — an out-of-balance ioniser is a charge source.
- Humidity control. Maintaining 40–65% relative humidity reduces surface resistivity of most insulators by one to two orders of magnitude. A genuine control, not a substitute for grounding.
- Static-dissipative packaging — shielding bags, dissipative totes, conductive foam for the transport of sensitive devices.
- Explosion-protected equipment rated for the applicable zone classification under the ATEX Directive 2014/34/EU or its regional equivalent.
Administrative Controls
- Written ESD Control Program aligned to ANSI/ESD S20.20-2021 for electronics environments or IEC 61340-5-1 where the international standard is adopted.
- Permit-to-work procedures that explicitly address electrostatic ignition risk for work in classified zones.
- Routine compliance verification — daily wrist-strap testing, monthly flooring resistance testing, quarterly ioniser balance checks, annual program audits.
- Clear signage at EPA boundaries, on grounding points, and on containers of highly charging materials.
Personal Protective Equipment
PPE sits at the bottom of the hierarchy for good reason — it protects the individual, not the process. Where ESD PPE is specified, the detail matters:
- Wrist straps with continuous monitors in fixed electronics workstations, meeting ANSI/ESD S1.1-2021.
- ESD-safe footwear or heel grounders used with dissipative flooring. OSHA 29 CFR 1910.136(a) requires protective footwear where static-discharge hazards remain after engineering controls.
- Static-dissipative garments and gloves. Crucially, no synthetic layer should be worn underneath — a nylon base layer can defeat the garment entirely.
- Conductive head coverings in cleanroom operations where hair itself becomes a charge source.
Setting Up and Maintaining an Electrostatic Protected Area (EPA)
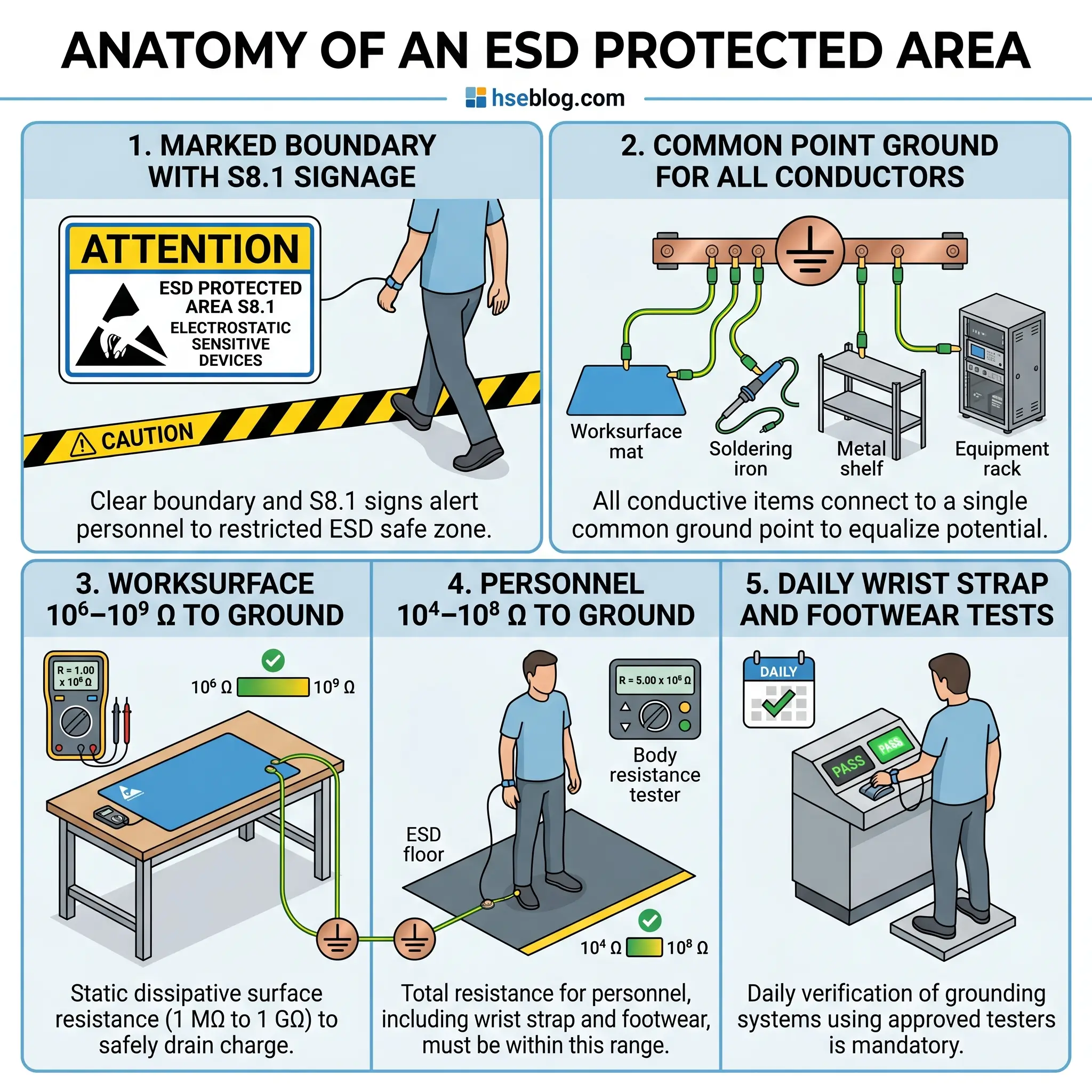
A well-run EPA is quieter than the surrounding factory. The flooring reads as uniform grey; the benches are conductive laminate; the only items not dissipative are the sensitive devices themselves. Every entry point carries ANSI/ESD S8.1 signage, and the entry protocol resembles an airlock: check wrist strap or footwear against the tester, log the reading, enter.
The technical specification is unforgiving:
- Clearly marked EPA boundary with ANSI/ESD S8.1 signage at every access point.
- Common point ground linking worksurface, wrist strap, and flooring to a single earth reference.
- Worksurface resistance to ground between 10⁶ and 10⁹ Ω — dissipative, not conductive.
- Personnel resistance-to-ground below 10⁸ Ω for ESD protection but above 5×10⁴ Ω to limit electrocution risk.
- Daily verification of every wrist strap and every heel grounder.
- Prohibited items policy — food wrappers, untreated foam cups, synthetic carrier bags, personal electronics in plastic cases.
Audit Point: Ask to see the last 30 days of wrist-strap test logs. Then ask to test yours against the same tester. If the log is continuous green and your measurement is out of range, the log is fiction. Continuous monitors are the single most effective countermeasure to log falsification.
Regulatory Standards and Compliance Framework
The standards that govern ESD divide cleanly by hazard pathway. Electronics protection is covered by the ANSI/ESD and IEC 61340 frameworks. Fire and explosion prevention is covered by NFPA 77, IEC 60079-32-1, and the ATEX Directive. OSHA provides enforcement teeth in the United States through both specific footwear rules and the General Duty Clause.
| Standard | Jurisdiction | Scope | Key requirement |
|---|---|---|---|
| ANSI/ESD S20.20-2021 | US / global | Electronics ESD program | Documented program for items susceptible to ≥100 V HBM / ≥200 V CDM |
| IEC 61340-5-1 | International | Electronics ESD program | International equivalent of S20.20 |
| NFPA 77 | US / global reference | Static electricity — fire and explosion | Risk-based identification and control of static ignition sources |
| IEC 60079-32-1 | International | Electrostatic hazards in explosive atmospheres | Authoritative guidance for Zones 0/1/2 and 20/21/22 |
| ATEX 2014/34/EU | European Union | Equipment in explosive atmospheres | Prevention of electrostatic ignition as a conformity requirement |
| OSHA 29 CFR 1910.136(a) | United States | Foot protection | Protective footwear where static-discharge hazards remain |
| ANSI/ESD S1.1-2021 | US / global | Wrist strap performance | Test and performance requirements |
| ANSI/ESD S8.1 | US / global | ESD symbols and signage | Marking of EPAs and sensitive devices |
A practical note on enforcement: ANSI/ESD S20.20 is rarely mandated by statute, but it is routinely written into supplier contracts in aerospace, medical device, and automotive sectors. Losing certification typically loses the contract. NFPA 77 is a “recommended practice,” not a code — but OSHA has repeatedly cited employers under the General Duty Clause for failing to implement its guidance after static-ignition incidents, a pattern visible in OSHA’s Combustible Dust National Emphasis Program. The ANSI Blog’s overview of S20.20-2021 is worth reading in full before a baseline audit. Readers new to process-safety applications should consult the NFPA 77 landing page for the current edition and supplementary handbook.
Training, Auditing, and Continuous Improvement
Even the best-built ESD control program decays if the competency and verification layers are weak. Two sites I worked with had identical hardware, identical written procedures, and identical PPE inventories. One held a 0.3% latent-defect rate. The other ran at 4.8%. The difference was not equipment — it was whether supervisors actually ran the audit schedule.
Effective training is role-based. Operators learn what they touch, why they bond, and how to test their wrist strap. Engineers learn device sensitivity classes, MIE data, and how to change a process without invalidating the EPA. Visitors and contractors receive a short, documented induction — no contractor enters a Zone 21 without a static-ignition briefing, and no contractor enters an EPA without a supervised wrist-strap test.
Competency verification needs documented intervals. Annual refreshers for operators, event-driven retraining after any audit failure, ESD-related incident, or program change. Continuous wrist-strap monitors with real-time alarms convert a retrospective failure investigation into a live intervention, and the data they generate is the most honest compliance evidence an auditor will ever see.
The business case is documented. The EOS/ESD Association reports ROI between 3:1 and 10:1 from implemented programs, and the Western Electric split-lot study referenced by Dangelmayer showed up to 75% reduction in device failures. That is not a procurement argument — that is a reason boards approve the program.
Emerging Trends in ESD Management
Device susceptibility thresholds are falling. Many advanced semiconductor packages now qualify at 250 V HBM or below, against a legacy norm of 2,000 V. The gap between what a component survives and what an unmanaged operator generates is widening, and design engineers can no longer assume the EPA will catch every marginal event.
The February 2026 revision of ESD TR20.20, published through ANSI/ESDA, is now the current reference for program design. It tightens expectations around continuous monitoring, low-voltage qualification, and program metrics — material the previous edition treated informally. The IEEE Practical ESD Protection Design certificate, launched in late 2025, is the first industry certification explicitly aligned to ANSI/ESD S20.20-2021, and it signals where employer expectations are moving.
On the process safety side, the convergence topic is hybrid atmospheres — combustible dust suspended in a flammable vapor. These atmospheres have lower MIE than either constituent alone, and they are increasingly common in pharmaceutical drying, specialty chemicals, and battery manufacturing. IEC 60079-32-1 guidance now explicitly addresses them, and regulatory attention is catching up.
IoT-enabled monitoring is no longer a novelty. Continuous resistance monitors now stream data to cloud-based audit trails, and the better systems generate the compliance dashboard that boards have always wanted and quality managers have never been able to produce by hand.
Frequently Asked Questions

Conclusion
The industry consistently gets one thing wrong about electrostatic discharge: it treats the phenomenon as either an electronics reliability nuisance or a process-safety ignition risk, but almost never as both at the same time. That split is how damaged latent defects reach safety-critical systems, and it is how well-intentioned bonding programs still end up igniting solvent vapors because nobody noticed the unbonded trolley in the transfer bay. An ESD control program that does not explicitly address both pathways, with separate assessments feeding a unified permit and audit system, has a gap — and that gap is where the serious incidents live.
The highest-impact single change available to most facilities is also the least expensive. Find and eliminate isolated conductors. The Ohsawa finding — over 70% of industrial static-ignition incidents traced to isolated conductors — is decades old and still accurate. Run the bonding audit, test the resistance, fix the hose whose earth braid snapped, specify a dissipative wheel on the contractor’s trolley, and the ignition risk and the latent-defect rate drop together. Everything that follows — ionisers, humidity control, EPA upgrades, continuous monitors — is genuine improvement stacked on top of that foundation.
The competence that distinguishes a real electrostatic discharge (ESD) program from a performative one is small, specific, and unglamorous: daily wrist-strap readings that match the test meter, bonding clamps that close with tension, FIBC types that match the atmosphere, and supervisors who walk the floor rather than sign the log. Those details are what prevent the event that the 20-volt transistor and the 25-millijoule dust cloud have in common — a discharge that should never have happened in the first place.